Подробная таблица размеров трубных резьб с дюймами и мм
Содержание:
- Резьба NPSM
- Лучшие покупные крысоловки
- Домашний очаг
- Основные виды и их отличия
- Особенности цилиндрической резьбы
- Выбор встраиваемой техники
- Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
- Параметры конической трубной резьбы
- Дюймовые конические резьбы
- Резьба NPT
- Трубная цилиндрическая резьба
- Изготовление резьбы
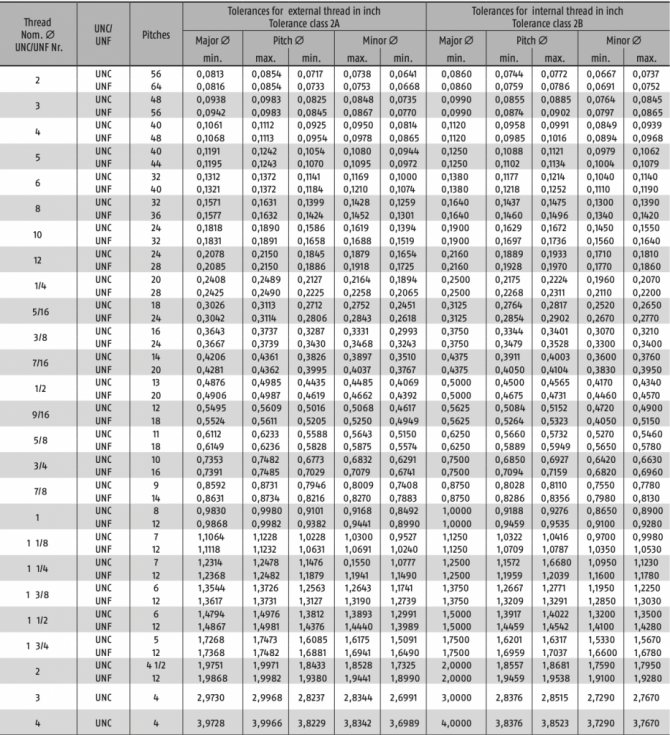
Резьба NPSM
Резьба дюймовая трубная цилиндрическая (англ. NPSM — national pipe straight — mechanical) — американский стандарт резьбы по ANSI/ASME B1.20.1. Стандарт предусматривает размеры резьбы от 1/16″ до 24″ для труб по стандартам ANSI/ASME B36.10M, BS 1600, BS EN 10255 и ISO 65.
Угол профиля при вершине — 60°, теоретическая высота профиля Н = 0,866025Р.
| Обозначение размера резьбы | Число ниток на дюйм | Длина резьбы | Диаметр резьбы в основной плоскости | |||
|---|---|---|---|---|---|---|
| Рабочая | От торца трубы до основной плоскости | Наружный d=D | Средний d2=D2 | Внутренний d1=D1 | ||
| 1/16″ | 27 | 6,5 | 4,064 | 7,895 | 7,142 | 6,389 |
| 1/8″ | 7,0 | 4,572 | 10,272 | 9,519 | 8,766 | |
| 1/4″ | 18 | 9,5 | 5,080 | 13,572 | 12,443 | 11,314 |
| 3/8″ | 10,5 | 6,096 | 17,055 | 15,926 | 14,797 | |
| 1/2″ | 14 | 13,5 | 8,128 | 21,223 | 19,772 | 18,321 |
| 3/4″ | 14,0 | 8,611 | 26,568 | 25,117 | 23,666 | |
| 1″ | 11½ | 17,5 | 10,160 | 33,228 | 31,461 | 29,694 |
| 1¼″ | 18,0 | 10,668 | 41,985 | 40,218 | 38,451 | |
| 1½″ | 18,5 | 10,668 | 48,054 | 46,287 | 44,520 | |
| 2″ | 19,0 | 11,074 | 60,092 | 58,325 | 56,558 | |
| 2½″ | 8 | 72,699 | ||||
| 3″ | 88,608 | |||||
| 3½″ | 101,316 | |||||
| 4″ | 113,973 | |||||
| 5″ | 141,300 | |||||
| 6″ | 168,275 | |||||
| 8″ | 219,075 | |||||
| 10″ | 273,050 | |||||
| 12″ | 323,850 |
Лучшие покупные крысоловки
Домашний очаг
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
Выбор встраиваемой техники
Каждая хозяйка давно поняла, что удобство и комфорт ее жизни в основном зависит от качества бытовой техники и бытовых приборов, которые приобретают для дома. Дольше всех пребывают в стенах кухонного помещения хозяйки квартир: приготавливают пищу, моют посуду, убирают пространство от пыли, очищают от масляных капель и водяных брызг
Им важно, чтобы время на проведения домашних работ затрачивалось как можно меньше.



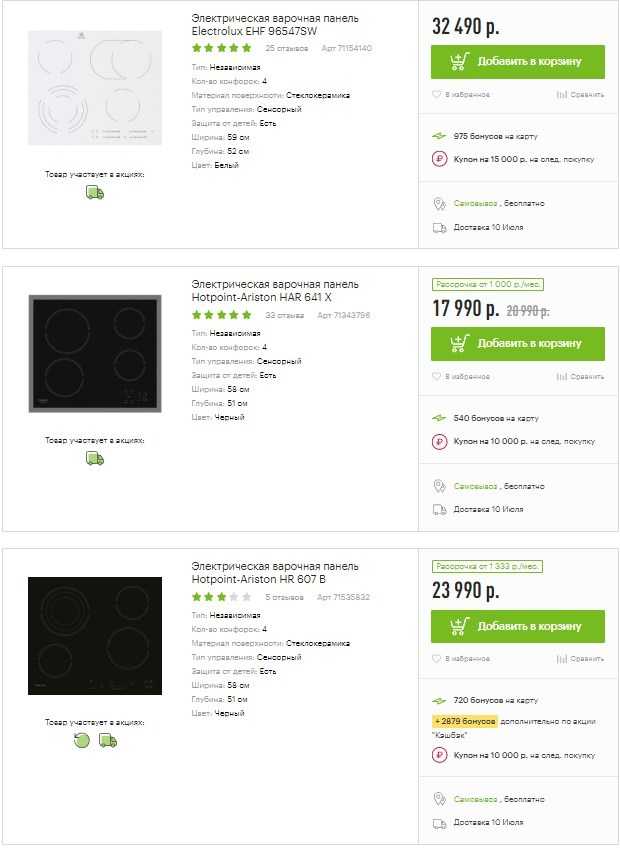
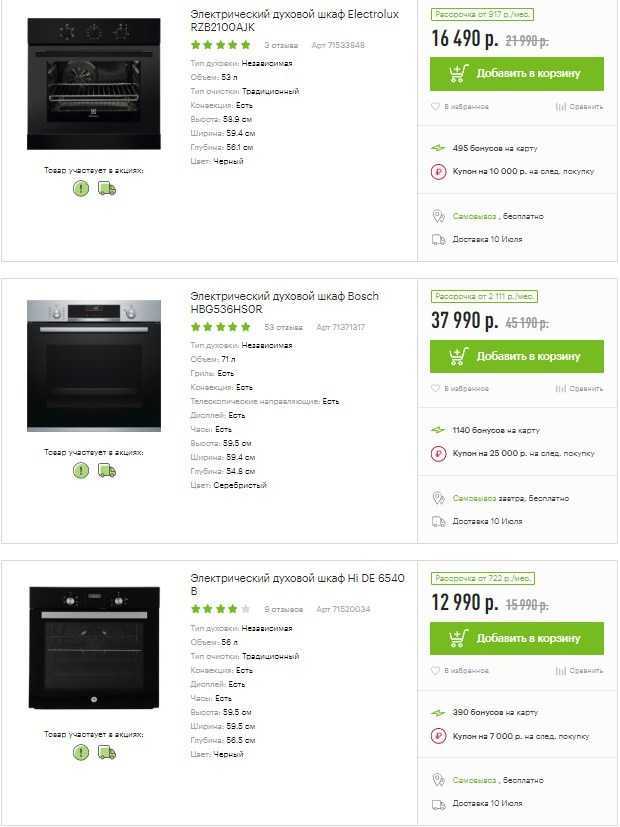
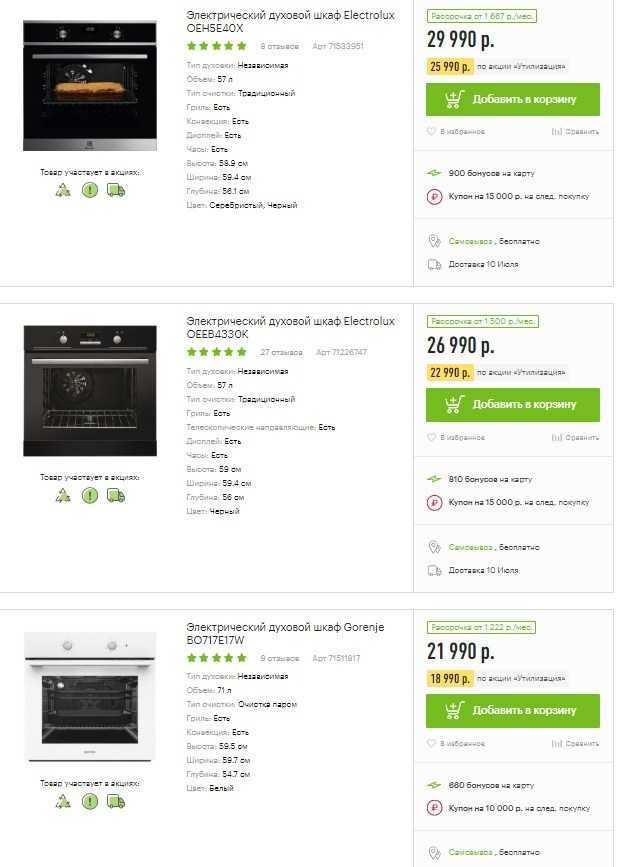



Чтобы не тратить свое драгоценное время на хождение по магазинам в поиске нужной техники, можно просмотреть подборку фото встраиваемой техники для кухни на специализированных сайтах интерьера. Широкий выбор, предоставленный потенциальным покупателям, не может оставить вас без того, чтобы вы не нашли нужный вариант встроенной техники.

Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″
) и/или долями дюймов (1/2″, 3/4″ ), являются общепринятым стандартом в водо — и водогазоснабжении.
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм
) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм
, а усиленной —25,5 мм . Последнее значение стоит довольно близко к равенству1″»=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy
). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от40 до 60% в зависимости от роста величины индекса.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)» | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)» | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)» | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)» | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ | 2200 | 88″ |
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
| Условный проход трубы Dy. мм | Диаметр резьбы G». дюйм | Наружный диаметр трубы Dn. мм |
| Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 | Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) | Полимерная труба. ПЭ, ПП, ПВХ |
ГОСТ
— государственый стандарт, используемый в тепло — газо — нефте — трубопроводахISO — стандарт обозанчения диаметров, используется в сантехнических инженерных системахSMS — шведский стандарт диаметров труб и запорной арматурыDIN / EN — основной евросортамент для стальных труб по DIN2448 / DIN2458ДУ (Dy) — условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметрнаружн., мм | Толщина стенок, мм | Масса 1 м трубы (кг) | ||
| стандартных | усиленных | стандартных | усиленных | ||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 |
Параметры конической трубной резьбы
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы
Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное
К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.

Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Дюймовые конические резьбы
Если требуется какая-то более прочная скрутка, то для этой цели оптимально подойдет коническая дюймовая насечка. Такую спираль используют чаще всего в трубопроводных магистралях с высоким давлением транспортируемой среды – газа или жидкостей. Также коническая нарезка хорошо зарекомендовала себя при скручивании металлических труб в подземных трассах магистралей, прокладываемых с большим заглублением.
При применении конических насечек места соединений должны обязательно герметизироваться мастиками, битумом или клеевыми составами. Обозначение для наружной винтовой конической нарезки – символ «R», внутренняя насечка обозначается группой символов «Rc». Конусообразная резьба выполняется на элементах конструкций, у которых конечный диаметр меньше начального, то есть, имеет в разрезе вид конуса. Именно из-за конусообразного тела изделия при скручивании элементов резьба деформируется, сжимается и расплющивается, что способствует наибольшей надежности соединения стальных или чугунных конструкций.
С помощью конусной дюймовой насечки соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.
Резьба NPT
Резьба дюймовая трубная конусная (англ. NPT — national pipe taper) — американский стандарт на резьбу с конусностью 1:16 (угол конуса φ = 3°34′48″) или цилиндрическую (англ. NPS — national pipe straight) резьбу по ANSI/ASME B1.20.1. Резьба NPT соответствует ГОСТ 6111-52 «Резьба коническая дюймовая с углом профиля 60°». Обозначается как NPT или K.
Также существует резьба NPTF (англ. national pipe taper — fuel), где уплотнение происходит за счёт смятия резьб. Стандарт предусматривает размеры резьбы от 1/16″ до 24″ для труб по стандартам ANSI/ASME B36.10M, BS 1600, BS EN 10255 и ISO 65.
Угол профиля при вершине — 60°, теоретическая высота профиля Н = 0,866025Р.
| Обозначение размера резьбы | Число ниток на дюйм | Длина резьбы | Диаметр резьбы в основной плоскости | |||
|---|---|---|---|---|---|---|
| Рабочая | От торца трубы до основной плоскости | Наружный d=D | Средний d2=D2 | Внутренний d1=D1 | ||
| 1/16″ | 27 | 6,5 | 4,064 | 7,895 | 7,142 | 6,389 |
| 1/8″ | 7,0 | 4,572 | 10,272 | 9,519 | 8,766 | |
| 1/4″ | 18 | 9,5 | 5,080 | 13,572 | 12,443 | 11,314 |
| 3/8″ | 10,5 | 6,096 | 17,055 | 15,926 | 14,797 | |
| 1/2″ | 14 | 13,5 | 8,128 | 21,223 | 19,772 | 18,321 |
| 3/4″ | 14,0 | 8,611 | 26,568 | 25,117 | 23,666 | |
| 1″ | 11½ | 17,5 | 10,160 | 33,228 | 31,461 | 29,694 |
| 1¼″ | 18,0 | 10,668 | 41,985 | 40,218 | 38,451 | |
| 1½″ | 18,5 | 10,668 | 48,054 | 46,287 | 44,520 | |
| 2″ | 19,0 | 11,074 | 60,092 | 58,325 | 56,558 | |
| 2½″ | 8 | 72,699 | ||||
| 3″ | 88,608 | |||||
| 3½″ | 101,316 | |||||
| 4″ | 113,973 | |||||
| 5″ | 141,300 | |||||
| 6″ | 168,275 | |||||
| 8″ | 219,075 | |||||
| 10″ | 273,050 | |||||
| 12″ | 323,850 |
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 —
голосов