Пайка полипропиленовых труб: правила проведения работ и разбор возможных ошибок
Содержание:
- Специфика работы в условиях отрицательных температур
- Важные моменты сборки трубопроводной системы
- Преимущества материала
- Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
- Полиуретановый клей
- Формула расчета диаметров труб
- Размеры
- Тепловое удлинение
- Используемое для монтажа оборудование
- Виды герметиков
- Основные виды герметиков для ванной комнаты
- Как правильно паять
- Способы пайки
- Раскрой и изготовление
- Что потребуется для проведения монтажных работ
- Срок хранения меда в стеклянной таре при комнатной температуре
- Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
- Диффузная пайка, описание процесса
- Заключение
Специфика работы в условиях отрицательных температур
Проведение монтажных работ в условиях низких температур предполагают внесение изменений в ключевые временные отрезки нагревания и фиксации заготовок. Но этим особенности монтажа не ограничиваются. Воздействие мороза на полимер отражается на показателях твердости материала – он становится хрупким, что осложняет раскрой, требует большего внимания во время транспортировки.
Вопрос хрупкости решается только аккуратностью проведения работ. Лучше производить нарезку в отапливаемом помещении. Предельные значения допустимых температур находятся в диапазоне 0-+5℃. Более низкие показатели приводят к процессам кристаллизации, которые не обходят стороной полимерные материалы. В таких условиях высок риск того, что трубы начнут крошиться.

Нормативы относительно термического воздействия определены для комнатных условий. Чем ниже показания термометра, тем дольше нужно нагревать полипропилен. На основании практики мастера рекомендуют сначала довести материал до +20℃, затем пользоваться нормированным таймером. При этом нагревать прибор свыше +260℃ нельзя, так как это может негативно отразиться на качестве труб.
Существует мнение, что все нормативы при работе на морозе нужно увеличивать до 50%. Это абсолютно не применимо ко времени фиксации. Соединение элементов здесь необходимо проводить в ускоренном режиме, чтобы при быстром остывании был возможен полноценный процесс полимеризации. Промедление в этом случае приведет к тому, узел будет низкокачественным, прослужит недолго из-за ранней разгерметизации.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
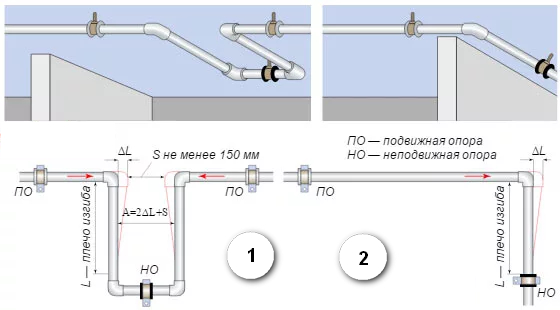
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Преимущества материала
Полипропилен – доступный материал, не требующий никаких условий в эксплуатации, применяемый в любых помещениях без повышенной пожарной опасности.
Достоинства полипропилена:
- экономичность;
- выносливость;
- экологичность;
- срок эксплуатации – до 50 лет;
- универсальность и возможность применения в канализационных системах, на холодном и горячем водоснабжении, а также отоплении;
- простота монтажа – соединение домашних труб из полипропилена можно провести самостоятельно;
- гибкость материала позволяет использовать его в поворотных конструкциях, а также легко спаивать детали между собой.

Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
Полиуретановый клей
Когда возникает необходимость работать не только на минеральных, а на металлических, деревянных и прочих поверхностях, как нельзя более кстати придется клей для экструдированного пенополистирола на полиуретановой основе.
Такие клеевые растворы выпускаются, как правило, в металлических баллонах, поэтому для их применения потребуется специальный пистолет, предназначенный для монтажной пены. При помощи такого пистолета клей очень экономно, зигзагами ложится на полотно пеноплекса.
Как приклеить пенополистирол к стене?
Достаточно прижать подготовленный утеплитель к предварительно покрытой грунтовкой, ровной поверхности примерно на полминуты. Следует помнить, что нанесенный на теплоизоляционную панель клеевой состав сохраняет эластичность около 15 минут . Как вариант, в качестве клея может быть использована и монтажная пена.
Формула расчета диаметров труб
Изделия классифицируются по проходимости. Диаметр внутри определяет то, сколько воды труба может пропустить за определенный период. Диаметр наружный для высчитывания проходимости не имеет значения, но им и толщиной стен определяется надежность и способность сдерживать давление жидкости. Для грубого расчёта требуемого диаметра внутри разработана несложная формула: Qобщ = ПИ х V.
В некоторых случаях сначала лучше выполнить пайку труб, а потом уже принести их туда, где они будут установлены
В ней:
- Qобщ – сумма пикового расходования воды;
- Число ПИ – 3,14;
- V – скорость передвижения жидкости по трубопроводу.
Значение V берётся для большого, толстого элемента в полтора-два метра в секунду, для тонкого — 0,7-1,2. Разница в том, что меньший параметр соответствует большему соотношению поверхности/просвета. В тонкой трубе большая часть транспортируемой жидкости будет притормаживаться о стенки. Трубы из пластика диаметром 10-25 мм выбираются по малому значению скорости, диаметром 32 мм и больше – по большему значению V.
Относительно водопроводной системы это значит минимум потери на трение жидкости о стены трубопровода. Точный расчёт соотношения диаметра и проходимости имеют значение тогда, когда создается проект всей системы снабжения водой многоэтажки. Если применить диаметр меньше требуемого, то вечером, в час-пик, верхние этажи будут сидеть без воды. Понятное дело, всегда хочется подстраховаться и взять трубу пошире, больше расчётного диаметра. Однако не надо забывать про экономию: чем больше диаметр, тем больше и цена. Стоимость готового проекта всегда рассчитывается индивидуально.
Спайка труб из пластика — процесс не особо сложный, но, если нет навыков работы с паяльником, лучше обратиться к мастерам.
Размеры
Поскольку большая часть монолитного поликарбоната производится экструзионным методом, ширина листов определяется рабочими характеристиками промышленного оборудования. Так, ширина всегда остается на уровне 2050 мм. Длина в стандартном исполнении составляет 3030 или 1250 мм, но выпускаются и более крупноформатные изделия — до 13,5 м в рулоне.

Профилированные листы могут иметь следующие параметры в миллиметрах:
- 1050х2000;
- 1260×2000;
- 1260×2500;
- 1260×6000.
Стандартная толщина выпускается со следующим шагом: 1, 2, 3, 4, 5, 6, 8, 10, 12 мм.

Тепловое удлинение
В процессе нагрева полипропилен значительно увеличивает свои линейные размеры. Трубы в системе из такого материала на больших прямых отрезках начинают волнообразно провисать. Если толстый отопительный стояк из ПП установлен между перекрытиями и ограничен толстыми соединительными фитингами, то образующиеся напряжения могут стать причинами появления больших неприятностей.
В подобных ситуациях начинающий мастер может испытать осложнения с пайкой труб из полипропилена.
Профессиональные же мастера могут воспользоваться одним из нескольких решений:
- Как вариант, вместо ПП труб можно взять армированную разновидность. У армированного полипропилена коэффициент теплового удлинения в 5 раз меньше. Кроме того, такие трубы могут функционировать в условиях более высокого давления.
- Прибегнуть к использованию компенсаторов. Они представляют собой П-образные изгибы ровного отрезка трубы. Благодаря своей эластичности, полипропилен удлиняется, и остается при этом ровным ввиду того, что ножки у П-образного компенсатора немного сближаются.
Используемое для монтажа оборудование

Паяльник для полипропиленовых труб – или «утюг», как его иногда называют – отлично подойдет для монтажа системы отопления своими руками из полипропиленовых труб. Выбирая ручной аппарат для сварки ПП труб, необходимо учесть ряд нюансов:
- недорогой паяльник для труб оснащается только самыми распространенными насадками. Как правило, это металлические элементы, покрытые защитным слоем тефлона. Более дорогие модели комплектуются насадками из медного сплава;
- чем шире температурный диапазон и выше мощность, тем удобнее будет такой «утюжок» в использовании. Качественный монтаж системы отопления полипропиленовыми трубами обеспечивается соблюдением температурно-временных параметров пайки;
- дешевый паяльник для ПП труб не проработает долго;
- важна форма паяльника. Трубообразный паяльник для полипропиленовых труб стоит дороже, чем молотообразный. Но им гораздо удобнее осуществлять встречные стыки и своими руками сваривать трубы с фитингами – уголками в труднодоступных местах.
Богатая комплектация профессионального оборудования — это еще не повод для его приобретения. В продаже есть дополнительные насадки и для ручного паяльника для ПП труб.
Паяльники в виде трубы используют насадки другого типа, стандартный «утюжок», соответственно, не сможет работать с насадками от трубчатого сварочного агрегата для пайки ПП труб.
Профессиональные же монтажные бригады используют сварочные аппараты механического типа. Для совмещения стыков труб большого диаметра, которые сложно удержать в руках, используют специальный гидравлический привод.
Он дает возможность комфортно работать с полипропиленовыми трубами диаметром свыше 4 см. Такой аппарат характерен малым коэффициентом температурной погрешности и высокой надежностью.
Но монтаж отопления из полипропиленовых труб механическим аппаратом потребует от оператора определенных навыков работы.
Виды герметиков
Основные виды герметиков для ванной комнаты
Основные разновидности герметиков
Дальше мы опишем, какой лучше герметик применять для работы в ванной комнате и заделки стыковых швов. Конечно, наилучшим вариантом будет влагостойкий герметик, к которым относится:
- силиконовый;
- акриловый;
- акрил-силиконовый;
- полиуретановый.
Каждый из указанных материалов имеет свои особенности и подходит для разных случаев, так что какой герметик выбрать решать вам исходя из обстоятельств.
Силиконовый герметик
Виды санитарных герметиков для ванной
Силиконовый – это герметик для плитки в ванной, который применяется в основном для заделки швов между плитками и имеет отменные водоотталкивающие характеристики. Этот материал может выдерживать резкие температурные перепады и при этом не теряет заложенных в него физических свойств. Этот вид ещё называется санитарный герметик, поскольку он обладает инертностью к воздействию большинства химических препаратов. Его можно использовать в помещениях с постоянной температурой от -50 до 180 градусов Цельсия.
Кислотный состав имеет характерный резкий запах, похожий на запах уксуса и стоит значительно дешевле нейтрального. Однако этот состав, при взаимодействии с металлами вызывает окисление, поэтому их можно применять на металлической поверхности с защитным покрытием или нержавейке. Нейтральный герметик в ванную на основе силикона стоит немного дороже своего аналога, но у него нет такой реакции с металлами как у кислотного и он не имеет резкого запаха. Этот состав часто применяется как герметик для акриловой ванны.
Акриловый герметик
Акриловый состав обладает антигрибковыми свойствами
Этот состав не имеет резких запахов, иногда и вовсе без запаха. Его стоимость ниже силиконовых аналогов, но этот акриловый герметик для ванной нельзя использовать в тех местах, которые в процессе эксплуатации могут подвергаться незначительному механическому воздействию или деформациям. Это связано с тем, что при застывании этот материал не имеет эластичности и при деформации начинает трескаться.
Акрил-силиконовые герметики
Акрил-силиконовые герметики могут быть разных цветов
Этот водостойкий герметик для ванной собрал в себе лучшие качества двух описанных выше материалов, так как он одновременно обеспечивает защиту от влаги, выдерживает большой перепад температур и при застывании сохраняет эластичность, что позволяет выдерживать герметичность при небольших деформационных нагрузках. По своему цвету это чаще всего белый герметик и может применяться как для заделки плиточных швов, так и для герметизации стыка между ванной и стенкой.
Полиуретановые герметики
Полимерный герметик для многоразового шприца
Полиуретановый герметик для ванной по своим физическим свойствам напоминает силиконовый, но он имеет высокие клеевые качества и может применятся для приклеивания декоративных уголков. Это прозрачный герметик и его очень часто применяют в качестве ремонтного материала для плиточных швов, а так же стыковых соединений, которые до этого были заполнены силиконовым герметиками.
Как правильно паять
Как правильно делать соединения, чтобы они были герметичными?
Для трех самых распространенных способов пайки ниже приведено подробное описание всех операций:
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба. Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
 Монтаж трубопровода диаметром больше 50 мм делается другим способом – используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
Монтаж трубопровода диаметром больше 50 мм делается другим способом – используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
Паять трубы из полипропилена самостоятельно – несложно, но эта работа требует аккуратности и внимательного отношения. Главное – соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов соединений.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Раскрой и изготовление
Что потребуется для проведения монтажных работ
Работа с полипропиленовыми трубами заключается в раскрое заготовок, подготовке торцевых кромок к монтажу, термической обработке элементов и формировании стыка. Реализация проекта требует наличия небольшого арсенала инструментов для пайки:
- измерительные приборы, слесарный угольник и разметочные материалы (карандаш, маркер);
- роликовый труборез или специальные ножницы;
- ветошь с обезжиривателем;
- аппарат для пайки тех или иных полипропиленовых труб;
- плотные перчатки с антискользящим покрытием.

Режущий инструмент должен быть удобным, исправным. Лезвие проверяют на наличие дефектов, заточку. Если есть возможность – исправляются недостатки, если нет – приобретают новые ножницы
Важно также отслеживать перпендикулярность реза, который должен быть чистым и ровным. Подобные требования исключают применение ножовочного полотна (пила, лобзик) или болгарки

Чтобы обеспечить герметичное и надежное соединение между полипропиленовыми заготовками, необходимо подготовить рабочие кромки. Процесс включает устранение пыли, грязи, заусенцев, влаги, а также обезжиривание поверхностей. Для этого можно использовать готовый общестроительный состав или спирт (этиловый, изопропиловый).
Для масштабных проектов с трубами большого диаметра применяют механическое, электрогидравлическое оборудование. В состав таких приборов входят станина, блок управления, захваты с уплотнителем, торцеватель, дисковый нагревательный элемент, динамометр. Фиксация, смещение и корректировка положения полимерных заготовок осуществляется передвижными центраторами. Они управляются вручную посредством рычага. Другой вариант предусматривает наличие гидравлического привода.

Сварочный аппарат для работ с трубами малого диаметра и толщины конструктивно представлен подставкой, ручкой, блоком регулировки, нагревательным элементом в виде зауженной пластины (мечевидный) или штыря (цилиндрический). К последним крепят специальные насадки (гильза-дорн) различных диаметров. Как правило, допустима установка одновременно нескольких сменных снастей (под отверстия или в виде хомутов), чтобы проводить беспрерывный монтаж магистралей из разноразмерных каналов. Для крепления деталей в комплектацию входит шестигранный ключ.

Срок хранения меда в стеклянной таре при комнатной температуре
Технология пайки полипропиленовых труб работаем самостоятельно без бригады сантехников
Любое жилище требует системы отопления. Существуют нетрадиционные технологии, вроде русской печи или обогревателя «булерьян», но это скорее исключение, чем правило.
Традиционные стальные или чугунные трубы практически не применяются. В первом случае – вездесущая коррозия, а чугун требует сварочных работ.
Альтернативный материал – медь. Трубы из этого металла практически вечные, достаточно легко обрабатываются, и обладают достаточной прочностью. Есть и недостаток – высокая стоимость.
То же самое относится к водопроводу. Стальные трубы быстро приходят в негодность, становятся инкубатором для размножения бактерий. С медью также все понятно.
С недавнего времени домовладельцам предложен компромиссный вариант – пенопропилен. Трубы из этого материала имеют продолжительный срок службы, абсолютно равнодушны к коррозии и не притягивают к себе известковый налет.
Пайка полипропиленовых труб своими руками — подготовка
Для начала разберем технологию. Труба и соединительный элемент (хомут, тройник или уголок с внутренним диаметром, соответствующим наружному размеру трубы) плотно входят друг у друга. Место стыка необходимо сделать герметичным. Никакой клей или уплотнитель не подойдет. Технология соединения заложена в свойствах полипропилена.
Точка размягчения (как и точка росы) должна определяться автоматически, или «на глазок»? Вопросов много. Чтобы спайка полипропиленовых труб не отвалилась в первый же отопительный сезон.
Рассмотрим особенности технологии
Подбираем правильную трубу
Речь идет не о размере, а о классификации по температуре и прочности.
- Самый недорогой вариант – PN-10. Тонкие стенки, слабая прочность. Можно использовать для системы «теплый пол» при температуре теплоносителя до 50°С. Также подходит для вторичной сети водопровода (без высокого давления).
- Если вы прокладываете напорную трубу – ее класс должен быть PN-16. Можно использовать в системе отопления при температуре, не превышающей 60°С.
- Следующий класс PN-20 применяется в любых системах, кроме парового отопления. Это самый распространенный вариант труб, но не самый экономный (в плане стоимости).
- И наконец, армирования алюминиевой фольгой труба PN-25. Самая прочная и термостойкая конструкция. Выдерживает высокое давление при температуре 95°С.
Разумеется, характеристики применения несколько условны. Например, вы можете использовать трубу PN-10 для отопления, но срок ее службы сократится с положенных 50 лет, до 5-10. Или трубопровод класса PN-16, разогретый до 90°С, может не выдержать штатного для холодной воды давления.
Температура пайки полипропиленовых труб
Собственно нагрев производится при 255-265°С, это стандарт для большинства труб. Если требуется иная величина – в документации к материалу это будет указано. Главное условие, которое надо соблюсти – это время нагрева, стыковки и остывания. Величина зависит от диаметра трубы.
Таблица режимов нагрева
Пояснения к таблице
- Глубина нахлеста, это расстояние, на которое погружается одна труба внутрь другой
- Время разогрева – труба прикладывается к паяльнику с установленной температурой
- Время соединения – насколько долго можно двигать трубы относительно друг друга при стыковке
- Время остывания – набор установленной прочности соединения
- Температура пайки устанавливается с учетом погодных условий.
Выбор паяльника
Существует множество производителей и конструкций. Критерии выбора просты – хорошее дешевым не бывает. И наоборот.
Пайка труб из полипропилена – процесс
- Сначала готовим места соединений с помощью специального инструмента. На поверхности не должно быть никаких заусенцев и раковин. По окончании проверяем трубы, стыкуя их без нагрева. Контакт должен быть плотным, без перекосов. Перед началом нагрева трубы следует очистить от грязи и жирных пятен. Наличие на полипропилене следов смазки, уменьшит адгезию при соединении.
- Затем прогреваем сварочный аппарат (паяльник) до необходимой температуры. Прибор должен располагаться на устойчивом основании, не касаясь стен и мебели нагревательным элементом.
Диффузная пайка, описание процесса

Для выполнения соединения ПП-труб методом диффузной сварки понадобится набор инструментов
Для выполнения соединения ПП-труб методом диффузной сварки понадобится набор инструментов, список которых выглядит так:
- электрический паяльник с приложенным набором насадок разных диаметров;
- ножницы для резки труб или пила по металлу;
- какой-нибудь абразив для удаления неровностей и заусениц, остающихся после резки трубы;
- рулетка (линейка);
- маркер, карандаш.
Из материалов, кроме труб и доборных элементов, понадобится чистая тряпка из натуральной ткани и жидкость для обезжиривания (ацетон, бензин, спирт).
Приготовив перечисленные материалы и инструментарий, можно начинать паять полипропиленовые трубы, соблюдая изложенную ниже последовательность действий.
Паяльник устанавливается в идущий в комплекте штатив и оснащается одной или несколькими (при работе с трубопроводами разных диаметров) насадками, которые обезжириваются приготовленной жидкостью. Прибор включается в сеть, терморегулятор устанавливается в положение, соответствующее температуре пайки, рекомендованной для полипропиленовой трубы (260-280˚С). О наборе насадкой заданной температуры просигнализируют лампочки, — погаснет зеленая и загорится красная (в некоторых моделях цвет сигнальных светильников может быть другим, — смотрите в инструкции к прибору).
Измерительной рулеткой отмеряется необходимый фрагмент ПП-трубы, ставится отметка, в соответствие которой трубными ножницами (труборезом) делается отрез. Отрезной торец трубы освобождается заусенец и шероховатостей, после чего подбирается соединительный элемент соответствующего диаметра и необходимой формы. Внутренняя поверхность фитинга и наружная на трубном торце обрабатываются обезжиривающей жидкостью.
В соединительном элементе есть ограничивающий выступ. На трубе маркером делается отметка на расстоянии, меньшем на 1-1,5 мм, чем расстояние от наружного края фитинга до ограничителя. Паять нужно так, чтобы сделанная отметка и край соединительного элемента совпадали. Если это правило не соблюдать, размягченный при нагреве торец трубы может сузиться, пройдя дальше ограничителя. Также отметка на трубопроводе поможет найти правильное осевое расположение соединяемых элементов.
Подготовленные и обезжиренные детали стыкуются с греющей насадкой паяльника соответствующего диаметра. Фитинг имеет большую толщину, следовательно, инерцию нагрева, поэтому, сначала надевается он, после чего с другой стороны вставляется труба. Обратный процесс осуществляется соответственно: вынимается разогретая труба, затем снимается стыковочный элемент. Время экспозиции зависит от трубного диаметра, соответственно, толщины стенки изделий. Например, трубопровод 16 и 20 мм разогревается приблизительно 5-6 секунд, 25, 32 мм, — 7-8 секунд. Но это общие рекомендации, в каждой индивидуальной ситуации оптимальное время прогрева может немного отклоняться, на что влияют стартовая температура полипропиленовых изделий, особенности модели паяльника.
Детали с расплавленными рабочими поверхностями снимаются с насадки
Труба без осевого вращения плавно вставляется в фитинг до совпадения метки с краем стыковочного элемента, при этом важно контролировать осевое соответствие соединяемых деталей. Период фиксации также зависит от толщины стенки изделий и составляет от 4 до 12 секунд
Спустя примерно час после пайки можно запускать собранный трубопровод в полноценную эксплуатацию.
Так необходимо правильно паять пластиковые (ПП) трубы диффузным методом
Кроме общего описания процесса, обратите внимание на некоторые рекомендации, выполнение которых поможет избежать ошибок при сварке полипропиленовых изделий
Заключение
Инструкция как паять пластиковые трубы позволяет понять технологию процесса. Если возникла необходимость в разовых работах, экономически невыгодно покупать электропаяльник для труб, проще взять инструмент в аренду в компании, предоставляющей подобные услуги.
Планируя впервые проводить самостоятельные работы, желательно купить материал с небольшим запасом. Зная только в теории, как паять трубы, прежде чем приступать к работам в доме, необходимо потренироваться. Если опыт получился неудачным, доверьте монтаж или ремонт трубопроводов в доме профессионалам.
Видео по теме:















