Как сделать трубогиб самому в домашних условиях
Содержание:
- Виды обоев
- Собор Святого Вита. Прага. Чехия
- Примерная схема расположения растений для альпийской горки
- Трафареты из подручного материала
- Модели вне рейтинга
- Изготовление ручной роликовой модели
- Вариант ручного трубогиба из подручных средств сделать быстро и легко
- Советы по работе со штукатуркой
- Технология сборки
- Обрезка излишков обоев
- Как сделать улитковый трубогиб?
- Маки
- Средний класс
- Как подготовить садовый инструмент к длительному хранению
- Свежие записи
- Шаблонный трубогиб своими руками
- Что может смесь «Кнауф»
- Фото альпийской горки
- Проходной выключатель: схема подключения устройства из разных мест
- Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
- Какие бывают устройства для трансформации труб
- С прижимным роликом
- Виды трубогибов и их конструкция
- Понос у коровы: причины диареи, что делать и чем лечить
- Ссылки
- Брожение ацетата
- Поздняя готика: изменения в стиле XIV-XV веков
Виды обоев
В настоящее время рынок пестрит разнообразными видами обоев. У каждого из этих видов существуют свои плюсы и минусы и определенные условия эксплуатации. Вот основные виды обоев:
- Бумажные. Это очень дешевые и легкие обои. Клеить их достаточно легко. Они экологичные и подходят для применения в детских и спальных комнатах. Основным минусом бумажных обоев является их непрочность, так как они недолго сохраняют свой первоначальный вид, быстро выцветают и их нельзя мыть. К тому же старые бумажные обои тяжело снимаются со стен. Они не удаляются со стен сплошным полотном, а мелкими кусочками, что делает работу по их удалению очень кропотливой.
- Виниловые. Это виниловое покрытие на бумажной или флизелиновой основе. Их легко мыть, они не теряют свой первоначальный вид, не выцветают. Минус их в том, что они практически «не дышат», т.е не допускают циркуляцию воздуха. Из-за этого их не рекомендуют использовать в спальнях и детских. Удаляются такие обои легко. Если основа бумажная, сначала удаляется верхнее виниловое полотно, затем основа. А на флизелиновой основе обои удаляются со стен очень легко сплошным полотном. Цена на такие обои является достаточно приемлемой: на бумажной основе такие обои даже дешевле, чем на флизелиновой. Такой вид обоев идеально подойдет для кухни: впитываемость запахов минимальна, а моющаяся способность высока.
- Флизелиновые обои. Такие обои делают на основе бумаги с добавлением флизелина, точнее его волокон. Они не боятся воды, их можно мыть, они прочны и устойчивы к износу. Обои подобного вида могут «простоять» в помещении до 10 лет. В силу того, что эти обои плотные, они способны скрывать недостатки стен, и поэтому стены не требуют усиленного выравнивания. Клеить достаточно легко. Но стоят такие обои значительно дороже виниловых. Удалить старые флизелиновые обои со стен тоже не составит большого труда.
- Тканевые обои. Это натуральный тканевый материал ( как правило шелк или вискоза), нанесенный на бумажную основу. На стенах они выглядят очень шикарно и дорого, стоят поэтому они тоже очень дорого. Но из минусов стоит отметить, что такие обои очень сильно впитывают запахи и их нельзя мыть.
Выпускают современные обои в рулонах длиной по 10 метров. Ширина обоев бывает двух видов – 53 см и 106 см.
Собор Святого Вита. Прага. Чехия

От чешских величественных и монументальных замков перейдем к пражскому собору в честь святого Вита, который возводили почти 7 столетий.


Первый камень в храм готической архитектуры заложили еще в 1344 году, а закончилось строительство только в 1929 году. К строительству приложили руку многие знаменитые европейские архитекторы, из-за чего собор имеет необычный красивый вид.
Основными его конструктивными особенностями являются чудные витражи, водостоки — колдовские горгульи. Самый красивый готический собор Чехии стал усыпальницей многих правителей Священной Римской империи.
7
Примерная схема расположения растений для альпийской горки
Трафареты из подручного материала
Предположим, что вам необходимы многоразовые трафареты и вы не знаете из чего их сделать.
В этом случае не стоит бежать в магазин за материалом или за готовым трафаретом. Просто оглядитесь вокруг и вы найдете то, из чего получится удачное лекало для рисунка.
Из тонких папок-скоросшивателей получится замечательный трафарет. Еще можно использовать старую пластиковую досточку для разделывания.
Если трафарет своими руками совсем не большой, например, для снежинок, то достаточно будет и крышки от ведерка с майонезом или от пластикового контейнера для пищи.
Что касается большой конструкции, то для нее сгодится гипсокартон, который остался после ремонта.
Модели вне рейтинга
DENZEL GT-1300i
DENZEL GT-1300i
DENZEL GT-1300i
Генератор – полностью современная электростанция с инверторной системой работы. Максимальная мощь в 1,3 кВт обеспечивается 4-хкатным двигателем на бензине. Машинка не издает громких звуков и экономично тратит топливо. Прибор имеет особенный кожух, который сдерживает звук.
Компактные размеры электрогенератора и маленький вес (всего 12 кг), сделали его излюбленной моделью для путешествующих на автомобиле или лодке и для ценителей отдыха на природе.
Kpaton DG-4 5-3Pew
Kpaton DG-4 5-3Pew
Kpaton DG-4 5-3Pew
Недорогая дизельная электростанция создана для подачи 220 и 380 вольт. Машина способна обеспечивать электротехнику с одной и тремя фазами. Стартер двух видов: электрический и ручной. Товар оснащен системой защиты автономного отключения при понижении показателя масла до критического уровня.
Прибор удобен в эксплуатации и наделен колесиками для мобильности. Инструкция по применению изложена на русском языке. Применяют Kpaton DG-4 5-3Pew часто в гаражах, мастерских, на фермах, в небольших постройках и обесточенных домах. Полюбили его и строители выполняющие ремонты.
Лучшие бактерии для септиков и выгребных ям: ТОП-10 эффективных продуктов для улучшения работы очистных систем +Отзывы
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Вариант ручного трубогиба из подручных средств сделать быстро и легко
Если в распоряжении имеются крючки на стену для одежды, то из них также можно изготовить трубогиб. Суть изготовления заключается в том, что предварительно на ровной поверхности следует начертить шаблон, по которому располагаются крючки. Шаблон должен иметь такой вид, какой радиус изгиба трубы нужно получить.
При сооружении приспособления немаловажно учитывать, что количество крюков должно быть достаточным, чтобы выдержать нагрузку. Достоинство этого устройства в том, что крюки можно расположить при необходимости в таком виде, котором нужно получить изгиб трубы
Аналогично, как и в первом варианте, необходимо также предусмотреть сооружение упора, от которого будет совершаться изгибание оснастки.
Советы по работе со штукатуркой
Несмотря на то что инструкция к универсальной гипсовой штукатурке «Кнауф Ротбанд» составлена достаточно подробно, существуют нюансы, о которых в ней не сказано.
Ниже приведены советы от опытных мастеров:
С помощью фигурного валика, кисти или мастерка можно нарисовать узоры на выровненной, но еще не застывшей поверхности. Стена приобретет красивую рельефную структуру.
Для более быстрого высыхания раствора необходимо обеспечить постоянный приток свежего воздуха в помещение.
Использовавшиеся в работе инструменты нужно обязательно промыть водой после окончания оштукатуривания. Когда материал высохнет, очистить предметы будет очень трудно.
Чтобы отмыть от остатков смеси строительный миксер, нужно окунуть его в пластиковую емкость с водой и включить.
Для замешивания раствора нужно брать чистую воду, а не техническую. Микроорганизмы, которые содержатся в отстоявшейся воде, могут спровоцировать появление плесени.
Для обработки поверхности можно выбрать любой цвет штукатурки «Ротбанд»: применение и функции одинаковы для всех видов. Разница лишь в цвете гипса, используемого в производстве
Обращать внимание на цвет материала нужно только при выборе финишного покрытия. Сквозь светлые обои или штукатурку может просвечиваться предыдущий слой.
Для отделки больших площадей лучше выбирать машинный тип оштукатуривания, на малых поверхностях подойдет ручной способ.
Раствор можно наносить слоем тоньше 5 мм, но тогда штукатурка «Ротбанд» начнет выполнять функцию шпаклёвки
Инструкция также напоминает об этом свойстве.
Наносить слой штукатурки толщиной более 5 см нужно в два этапа. Для начала следует выложить первый слой с помощью гребня и оставить его на сутки для затвердения. Примерно через сутки можно приступать к нанесению второго слоя.
Чтобы получить глянцевое покрытие, нужно через пару часов после нанесения смеси еще раз увлажнить и разровнять поверхность. Дополнительной шпаклевки в этом случае не потребуется. Стена готова к качественной покраске.
Технология сборки
Для того чтобы защитить собранную конструкцию от влажности, ее покрывают специальным раствором, который защитит от ржавчины, и затем красят. В гидравлических станках возможно осуществлять гибку профильной трубы из различных материалов и толстостенные изделия. Осуществлять подобную процедуру возможно холодным и горячим (предварительное нагревание трубы) способом. Предназначение горячего способа – труба нагревается снаружи либо горячий воздух пропускают внутрь трубы, что увеличивает ее пластичность, соответственно, показатели качества изгиба повышаются. Холодный – данный метод отличается простотой, он применяется для пластичных труб.

Обрезка излишков обоев
Как сделать улитковый трубогиб?
Самостоятельное изготовление улиткового трубогиба может показаться сложным. В действительности, это устройство собрать не труднее, чем роликовый трубогиб. Процесс отличается только используемыми деталями и временем сборки.
Улитковый трубогиб позволяет выгибать профиль по всей длине сразу, а не только в одном месте. За это свойство он получил популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый роликовый трубогиб не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, то предложенные материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба понадобятся:
- Швеллер – 1 метр.
- Листовое железо.
- Три вала.
- Две звездочки.
- Металлическая цепь.
- Шесть подшипников.
- Металлическая 0,5-дюймовая труба для изготовления воротов – 2 метра.
- Втулка с внутренней резьбой.
- Прижимной винт.
Особенное внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звёздочки можно взять от старых велосипедов, но они должны быть абсолютно одинаковые по размерам

Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, ведь на них будут приходиться высокие нагрузки при работе
Перед выбором и покупкой всех материалов нужно нарисовать чертеж со схематичным изображением всех элементов конструкции, чтобы не докупать их в процессе изготовления трубогиба.
Процесс сборки улиткового трубогиба
Сборка любого оборудования начинается с составления чертежной схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы в фотоинструкции:
- Сварить основание инструмента из двух параллельно расположенных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Одеть на валы подшипники и приварить две таких конструкции к основанию. Желательно ограничить валы металлическими планками или расположить их во внутренней полости швеллеров.
- Одеть звездочки и приварить их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие прижимного механизма.
- Одеть подшипники на прижимной вал и собрать конструкцию пресса с боковыми ограничителями из планок или швеллеров.
- Сделать основание для втулки и приварить её к пластине. Вкрутить прижимной винт.
- Приварить к верхнему краю прижимного винта и к ведущему валу ворот из труб.
- Смазать подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото из
Сваривание двух швеллеров между собой
Приваривание вала к основанию трубогиба
Одевание цепи на звездочки
Приваривание вертикальной направляющей планки
Сборка прижимного вала из швеллера
Приваривание резьбовой втулки к пластине
Вороты на винте и ведущем валике
Улитковый трубогиб в работе
После сборки трубогиба и его испытаний можно покрасить конструкцию антикоррозийной краской для лучшей сохранности сварочных швов. Чтобы повысить удобство работы, к направляющим дополнительно прикрепляется пружина для возврата пресса в верхнее положение.
Маки
Маки из гофрированной бумаги сделать очень просто
Важно найти нужный оттенок алого цвета. Понадобится также небольшой кусок черной — для сердцевины
Но, если ее нет, можно использовать любую темную, покрасив ее потом в черный цвет.
Мак из гофрированной бумаги делаем так:
- Из бумажных салфеток любого цвета складываем небольшой квадратик. Его оборачиваем черной гофрированной бумагой. Если черной нет — берите любую темную, затем покрасим.
Делаем сердцевину - Вырезаем из алой бумаги по два-три лепестка разного размера: маленького, среднего и большого.
- Собираем лепестки все вместе (не складывайте в аккуратную стопочку) и сминаем в шар.
- Разбираем шар на лепестки.
Подготовительные работы - Берем сердцевину, вокруг нее оборачиваем слева направо первый маленький лепесток.
- Второй маленький лепесток частично перекрывает первый, за ним также перекрывая, идет средний.
Собираем цветы из гофрированной бумаги своими руками
- Второй средний и два больших лепестка образуют второй ряд. Они расположены так, что их центральная часть перекрывает место соединения предыдущего ряда.
Придаем форму и оформляем стебель - Собрав все вместе, вставляем проволоку в базу, обматываем основание нитью, проклеиваем. Оборачиваем зеленой бумагой.
Вот такой цветок из гофробумаги получился
Мак — один из самых простых цветов для самостоятельного изготовления из гофрированной бумаги. Смотрится он, при этом, очень неплохо. Можно их использовать в кампании с другими цветами, или сделать букет только из маков.
Даже у такой простой цветок можно сделать по-разному. В первую очередь можно поменять середину. В описанном выше мастер-классе сердцевина цветка очень простая. Ее можно сделать более похожей на натуральную. По той же технологии изготавливаем середину, но из белой бумаги. А из черной (можно покрасить) вырезаем полосу шириной около 1 см и длиной 4-5 см. С одной стороны надрезаем ее на тоненькие полосочки (пару миллиметров шириной). Полученную «лапшу» скручиваем, получая тоненькие тычинки. Тычинки оборачиваем вокруг сердцевины, а дальше действуем по тому же алгоритму.
Средний класс
Как подготовить садовый инструмент к длительному хранению
Свежие записи
Шаблонный трубогиб своими руками
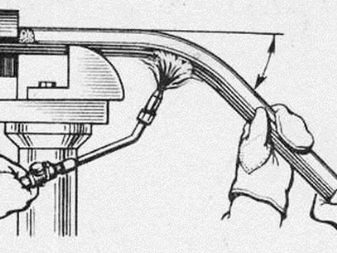
Ручное сгибание по шаблону является простейшей технологией любой (в том числе, и пространственной) гибки труб. Часто её используют с заготовкой, нагретой в месте изгиба (например, газопламенной горелкой или паяльной лампой): пластичность металла повышается, а усилие деформирования – уменьшается.
Описание шаблонного трубогиба:
- Фиксатор в форме якоря, куда вводится труба.
- Подвижный/сменный упор, по оси которого имеется выемка, соответствующая дуге внешнего диаметра трубы.
- Плита с крепёжными отверстиями.
На противоположной стороне упора выполняется скос, угол которого соответствует требуемому (после сгибания!) значению угла изгиба.
Все детали могут изготавливаться и из обычной конструкционной стали (например, стали 45), однако упор простоит дольше, если его выполнить из инструментальной стали типа сталь У10А.
Пошаговый монтаж следующий. На опорную плиту устанавливают фиксатор, затем соосно ему крепят упор. Расстояние между деталями должно быть принято с учётом известного диапазона соотношений R/d
Весьма важно выдержать рекомендуемое значение радиуса закругления при переходе к изогнутой части трубы
В соответствии с ГОСТ 17685-71 они принимаются такими:
- S/d
- S/d
- S/d
- S/d
Указанные ограничения действуют при холодном сгибании. Нагревом деформируемой части (не более, чем до 1500С) приведенные значения допустимо снизить на 12…15%. Максимальный угол данный тип трубогиба не ограничивает, однако при значениях углов, превышающих 450, на заготовке образуются складки, а сечение трубы теряет свою первоначальную форму.
Что может смесь «Кнауф»
Готовые смеси очень популярны за счёт простоты приготовления.
ФОТО: YouTube.com«Кнауф» – популярная смесь, которая проста в приготовлении и может использоваться в качестве химического анкераФОТО: YouTube.comПри применении любого состава, который в процессе замешивания использует воду, важно смочить полость в стене, чтобы стеновой материал не вытянул влагу и не помешал нормальному становлению смесиФОТО: YouTube.comКогда полость заполнена составом, можно поместить в него шпильку и оставить до полного высыханияФОТО: YouTube.comОчень эффективным приёмом считается обматывание шпильки проволокой. Она увеличивает площадь соприкосновения и делает соединение особенно надёжнымФОТО: YouTube.comПосле двух суток ожидания, пока смесь полностью застынет, испытания показали, что пиковая нагрузка на такой анкер – 150 кг
А если использовать намотанную проволоку, то показатель будет вдвое выше – около 300 кг!
Фото альпийской горки
Проходной выключатель: схема подключения устройства из разных мест
Вальцовочный станок для изгибания труб и пластин из подручных средств как сделать самостоятельно
Если предстоит изогнуть не один десяток труб большого диаметра, тогда следует изготовить более серьезное приспособление. Для этого понадобятся не только расходные материалы, но и сварочный аппарат. Вальцовочные станки пользуются популярностью, что связано с их достоинствами:
- Возможность изогнуть трубки и профиль разного диаметра, толщины и размера
- Предварительное установление радиуса или угла изгиба
- Отсутствие необходимости выполнять работу вручную, так как процесс происходит автоматически, а человеку необходимо только вращать рукоятку, посредством которой происходит перемещение материала
- Компактность — станки такого типа являются мобильными, и не требуют много места для их хранения
Рассмотрим простейший вариант изготовления трубогиба из подручных средств по предварительно подготовленному чертежу. Для изготовления оснастки понадобятся такие материалы:
- Швеллер размером 50х100 мм и длиной 1 метр
- Труба диаметром 80 мм и длиной до 50 см
- Винтовой домкрат. Если есть масляный домкрат, то можно его использовать
- Подшипники в количестве 6 штук, из которых изготавливаются прокаточные ролики
- Трубки диаметром, равным размеру внутренней обоймы подшипников. Из нее будут изготавливаться прокаточные ролики
- Уголки для закрепления прокаточных элементов
- Расходные материалы — стальные пластины, болты с гайками стальные и прочее
Предварительно следует начертить схему, по которой будет собираться установка. Ниже приведено фото готовой установки, по образцу которой можно сделать трубогиб.
Процесс изготовления вальцовочного трубогиба из подручных средств имеет следующий вид:
- Из швеллера длиной 500 мм изготавливается основание. К основанию необходимо приварить два отрезка трубок по 200 мм на расстоянии друг от друга 15 см
- Сверху необходимо приварить отрезок швеллера длиной 250 мм
- Изготовить из подшипников ролики, соединив их между собой трубками
- Изготовленные ролики следует расположить на верхней части швеллера в разных плоскостях. Для закрепления элементов на швеллере, необходимо воспользоваться уголками, приварив их к наружной поверхности швеллера
- Расстояние между осями крайнего и среднего ролика составляет 20-25 см
- На следующем этапе следует изготовить подвижную станину, которая будет приводиться в действие посредством резьбового домкрата
- Нижняя ножка домкрата приваривается к нижней станине, а верхняя часть со швеллером, на которой следует расположить третий ролик из подшипников и трубки. Соединить подвижную часть с неподвижной, следует посредством болтов с гайками, предварительно просверлив отверстия
- Соединив подвижную станину с неподвижной, получается конструкция, как показано на фото ниже
- Заключительный штрих — изготовление рукоятки (можно использовать педаль от велосипеда), посредством которой в действие приводится средний ролик. При вращении рукоятки приводится в движение закрепленная оснастка или швеллер
Домкратом регулируется угол изгиба, а посредством рукояти приводится в действие труба. Для размеренной регулировки приспособление можно дополнить стальной линейкой, по которой можно ориентироваться на величину изгиба. В итоге получается удобный станок для сгиба профилей, пластин и арматуры, фото которого показано на схеме ниже.
Вместо рукоятки можно подключить электродвигатель через редуктор, что позволит увеличить скорость изгибания труб, что актуально, например, когда изготавливается теплица или арка. Видео материал, который представлен ниже, поможет изготовить трубогиб в домашних условиях с минимальными затратами времени и сил.
https://youtube.com/watch?v=wxTnQp0UZKc%3F
Какие бывают устройства для трансформации труб
Преобразование кривизны тонкостенной трубы малого диаметра – вполне доступный этап получения металлических заготовок под сооружения каркасного типа.
Достаточно рассмотреть чертежи и фото трубогибов, как станет очевидно, что конструктивно они имеют много общего:
- основа (опора, упор);
- каркас или раму (открытого или закрытого типа);
- планки, трубные упоры или держатели;
- винты или тиски для крепежа;
- нагнетательное, механическое или рабочее устройство (альтернативная силовая деталь).
Формовкой алюминиевых, стандартных стальных и металлопластиковых труб можно заниматься на простейшем ручной устройстве шаблонного типа.
Большинство трубогибов напоминают компактный станок, но они имеют свою классификацию:
- по типу воздействия на трубы (обкатка, намотка, протяжка, прокатка);
- по возможности перемещения (стационарные и переносные).
Тип привода тоже отличается:
- электрический;
- ручной;
- гидравлический;
- электрогидравлический.
Если использовать электропривод или гидравлический домкрат, он возьмет на себя всю силовую нагрузку, сэкономит время и усилия. Но для его сооружения нужны хотя бы элементарные знания и опыт сооружения бытовых станков для обработки металла. Зато такие устройства обходятся в разы дешевле, чем готовые приспособления и их многократная аренда.
Наиболее востребованными и простыми по своему устройству считаются ручные трубогибы шаблонного типа. Огибая профильную или обычную трубу по части его окружности, трансформируют отрезок трубы под заданным углом или необходимой кривизны.
С прижимным роликом
Этот вид трубогиба будет более конструктивно сложным, но и работать на нем можно с более толстостенными трубами.

Главными элементами такого трубогиба являются ролики, между которыми происходит сгибание. Первый крепится к рабочему столу, и вокруг него гнется профтруба. Второй подвижный, он прижимает трубу к первому, для изгиба.
Ролики для такого станка делают металлическими или деревянными. Для изгиба стальных труб используют металлические ролики. Для изгиба труб из меди или алюминия, чтобы избежать их деформации, используют деревянные ролики.
Для самостоятельного сбора такого станка понадобится:
- прочное основание — деревянное или фанерное;
- два ролика — металлические или деревянные;
- П-образный держатель для роликов;
- надежная рукоятка.
Держатель обязательно изготавливается из металла, так как он будет испытывать большие нагрузки. Ролики крепятся к держателю с обеих сторон. Далее вся эта конструкция крепится к основанию, через центр первого ролика
Важно следить за тем, чтобы держатель вращался вокруг первого ролика. К другой стороне держателя крепится рукоятка
Длинна и толщина рукоятки подбирается на основании того, какие трубы предстоит гнуть. Она может испытывать большие нагрузки.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
 Роликовый трубогиб с прижимным винтом на центральном валу
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
 Трубогиб с подвижной частью станины
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
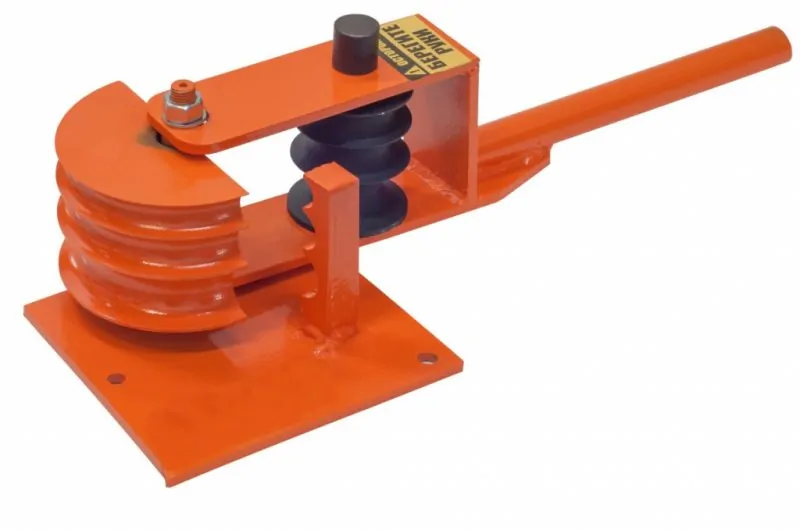 Поворотный трубогиб
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
 Ручной гидравлический инструмент
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
 Гидравлический трубогиб с электроприводом
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
 Электромеханический станок с ЧПУ
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.















