Вальцовка листового металла и изготовление вальцов своими руками
Содержание:
- Вальцы своими руками
- Особенности вальцовки на Новомосковском ЗМК
- Самодельные приборы для вальцевания
- Основные технические параметры
- Особенности конструкции
- Виды и сферы применения
- Самодельные приборы для вальцевания
- Как разработать техническое задание на разработку вальцовочного станка своими руками
- Как сделать самостоятельно станок для гибки труб
- Изготавливаем гидравлический трубогиб
- Виды устройств с вращающимися валками
- Несложный вариант самостоятельного изготовления вальцов
- Технические характеристики трехвалковой листогибочной машины ИБ2222
- Сведения о производителе трехвалковой листогибочной машины ИБ2222
Вальцы своими руками
При самостоятельной сборке вальцов важно соблюдать некоторую последовательность. Необходимы также и определенные навыки проведения механических работ
Перед тем, как сделать вальцы своими руками, вам необходимо подготовить набор нужных материалов, деталей, а также спланировать чертеж будущих вальцов.

Этапы сборки вальцов:
- Изготовление вальцов начинается с монтажа основной станины. Для этого можно использовать изогнутый профиль или каркас из труб.
- Для вертикальной опоры используйте П-образный профиль. В его верхней открытой части установите деформирующий элемент вальцового механизма. Для его крепления понадобится струбцина с резьбой. Нижнюю часть опоры крепите под станиной.
- Для сборки вальцового механизма вам потребуется передаточная цепь.
- После установки цепи на звездочки, ее необходимо натянуть, затем проверить простоту хода и начать монтаж ручки подачи.
- Для изготовления вальцов лучше всего подойдет закаленная сталь.
- В готовом валковом станке предусмотрите радиальную регулировку, которая позволит изменять размер зазора между рабочими валками.
- При помощи подшипников качения закрепите вальцы к станинам.
Особенности вальцовки на Новомосковском ЗМК
Новомосковский ЗМК располагает опытными кадрами, регулярно повышающими свой квалификационный уровень, и необходимым техническим оснащением, отвечающим строгим европейским стандартам.
Благодаря современным технологическим процессам и работе опытных мастеров каждый вид работ, связанных с гибкой труб из любых пластичных материалов, осуществляется оперативно и качественно. Любая технологическая операция выполняется в полном соответствии со всеми требованиями, предусмотренными для конкретного вида технологического процесса, с обязательным прохождением подготовительной стадии.
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.

Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Рекомендуем ознакомиться: Трубы стальные бесшовные и технология изготовления холоднодеформированных изделий
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.

Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Основные технические параметры
Как сделать листогибочный станок своими руками? Для этого необходимо не только разработать чертежи такого устройства, но и определиться с его техническими характеристиками. Лучше всего взять за основу конструкцию серийной модели и уже самостоятельно адаптировать ее под собственные потребности.

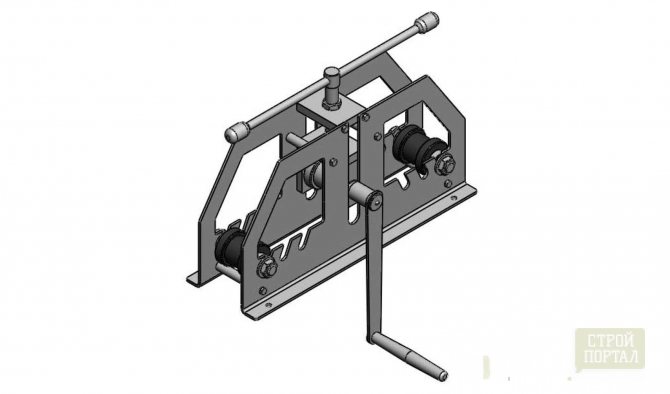
Сборочный чертеж трехвальцового станка заводского изготовления (нажмите для увеличения)
Учитывая тот факт, что свои вальцы вы собираетесь установить в определенном помещении, следует сразу определиться с их габаритами. От данного параметра, который напрямую зависит от длины устанавливаемых валов, будет зависеть, какой ширины листовые заготовки вы сможете обработать на устройстве, изготовленном своими руками. Определяясь с размерами ручных вальцов, следует также учитывать и то, что выполнять на них обработку листовых заготовок с шириной более 1,2 метра будет достаточно тяжело физически. Масса самодельного станка будет оказывать влияние на возможность его перемещения по помещению и транспортировки.

Вал приводной. Чертеж (нажмите для увеличения)

Вал откидной. Чертеж (нажмите для увеличения)

Вал прижимной. Чертеж (нажмите для увеличения)

Чертеж трехвалковых листогибочных вальцов с электроприводом (нажмите для увеличения)
Кроме габаритов и массы будущих вальцов, надо определить следующие характеристики такого оборудования:
- диаметр валков – основных рабочих органов устройства (от данного параметра, который является достаточно важным, будет зависеть то, с каким максимальным радиусом вы сможете сгибать обрабатываемые металлические листы);
- максимальное расстояние, на котором верхний упорный валок сможет располагаться от нижних;
- максимальное расстояние, на которое смогут раздвигаться нижние валки;
- скорость, с которой обрабатываемый листовой материал сможет перемещаться между валками.
Определится с размерами и конструкцией станка поможет изучение технических параметров заводских моделей
Важным параметром, на который следует обращать особое внимание при разработке чертежа будущих вальцов, является жесткость их конструкции. При обработке металлических листов значительные механические нагрузки испытывают не только валки, но и все остальные узлы – станина, приводной механизм и др
Именно поэтому выбирать схему работы вальцов, а также подбирать материалы для ее реализации следует с особой тщательностью.
Чаще всего принимаются за изготовление вальцов 3-х валковых, так как увеличение количества рабочих органов таких маломощных ручных устройств приводит к увеличению и уровня нагрузки, оказываемой на его приводной механизм.
Особенности конструкции
Вальцы (их еще называют листогибочным станком) позволяют осуществлять контролируемую пластическую деформацию листов, изготовленных из металла. Работающее по принципу проката, такое устройство оснащается несколькими валами, которые при прохождении между ними металлической листовой заготовки или труб изменяют их конфигурацию. Серийные модели такого листогибочного оборудования и самодельные вальцы работают по одному принципу и, соответственно, имеют схожую конструкцию. Рассмотрим основные элементы станка.
Устройство трехвалковых вальцов ручного типа
Станина-основание
Это несущий элемент, обеспечивающий устойчивость вальцов, а также правильное взаимное положение всех их составных частей.
Две вертикальные опорные стойки
В их подшипниковых узлах и устанавливаются валы, которых может быть всего два (двухвалковый станок), три (трехвалковый) и даже четыре. В конструкции большинства вальцов, оснащенных тремя рабочими органами, два нижних валка могут изменять свое положение только в горизонтальной плоскости, а третий – упорный, расположенный сверху, – еще и регулируется по высоте. Кроме того, верхний валок для снятия готовой детали оснащается механизмом быстрого опрокидывания.
Механизм подъема верхнего прижимного вала
Валки
В процессе выполнения обработки листовой заготовки валки должны совершать вращение, для чего любой вальцовочный станок оснащается приводным механизмом, который может быть цепным или зубчатым. Схема работы таких вальцов такова, что во вращение приводятся только нижние валки, а верхний, плотно прижимаясь к поверхности обрабатываемой заготовки, вращается под действием сил трения.
Схема работы валков
Вальцы могут оснащаться приводами различного типа. Так, в зависимости от данного параметра различают вальцовочные устройства следующих категорий. Ручные
Это наиболее простые вальцы, которые чаще всего и изготавливают своими руками. Для приведения в действие таких устройств могут использоваться цепные и зубчатые передачи, параметры которых следует подбирать в зависимости от характеристик обрабатываемого материала. Вальцы ручные с учетом того, что для работы на них требуется прикладывать значительные физические усилия, используется преимущественно для обработки небольших заготовок.
С электрическим приводом
Такие вальцы по уровню своей производительности относятся к средней категории. Вальцы трехвалковые с электрическим приводом за счет достаточно высокой мощности приводного механизма позволяют выполнять обработку заготовок значительных размеров.
Электромеханические вальцы часто являются модификацией ручного станка, к которому добавили двигатель и пульт управления
С гидравлическим приводом
Это наиболее мощное из всего представленного на современном рынке вальцовочного оборудования. За счет того, что гидравлический привод, которым оснащены такие вальцы, позволяет их рабочим органам воздействовать на заготовку с большим усилием, на таком устройстве можно эффективно обрабатывать металлические листы даже очень значительной толщины.
Среди промышленных гидравлических вальцов есть даже такие гиганты
На качество выполняемой на вальцах обработки в первую очередь оказывают влияние характеристики валков. Поскольку валки испытывают в процессе работы значительные механические нагрузки, для их изготовления используют высокопрочную инструментальную сталь. Кроме механического воздействия, при обработке листовых заготовок значительной толщины, которые предварительно нагревают для придания им большей пластичности, валки испытывают еще и термическое воздействие. Следует отметить, что такое воздействие, которое может быть очень значительным, достаточно негативно отражается на эксплуатационных характеристиках валков.
Улучшить качество обработки, выполняемой на вальцах, позволяет их оснащение системами ЧПУ, в задачи которых входит координирование всех режимов работы станка (взаимное положение валков, величина оказываемого на заготовку давления и др.).
Виды и сферы применения
Ручные
Эти модели не предполагают подключения к электрической сети. Такие вальцы, хотя и очень компактны, требуют приложения значительных физических усилий для своего использования, так как являются ручными. Применение ручных устройств сопряжено со значительными трудозатратами, помимо этого функциональность таких приспособлений находится на достаточно низком уровне.

Ручные вальцы RM-03 прокатывают металл шириной до 60 мм
С электрическим приводом
Электрический привод обеспечивает протягивание металлических изделий через систему вальцов. По сравнению с ручными моделями, такие устройства обладают большей функциональностью и значительно сокращают время выполнения работ. Вал электродвигателя при помощи цепной передачи приводит во вращение рабочие органы, а в отдельных моделях за счет электрического привода обеспечивается и подача изделий в зону обработки. Между тем эти вальцы по своей конструкции практически ничем не отличаются от ручных моделей.

Модель вальцов В-9М представляет собой оснащенную электроприводом модификацию легендарного ручного станка В-9
С гидравлическим приводом
За счет высокой мощности гидравлического привода такое оборудование успешно используется для обработки изделий сложной конфигурации, которые изготовлены из элементов, отличающихся значительной величиной параметров поперечного сечения. Использование ювелирных вальцов данного типа позволяет получать элементы со сложной конфигурацией даже за один проход через систему валков. Для приведения в действие таких устройств и придания им требуемой мощности используется энергия сжатой жидкости – воды или технического масла. Недостатками ювелирного оборудования, оснащенного приводами гидравлического типа, являются значительные габариты и масса.
С приводом комбинированного типа
Для таких вальцов характерна широкая универсальность. Следует иметь в виду, что оборудование данного типа отличается более высокой ценой, что следует обязательно учитывать при его выборе.
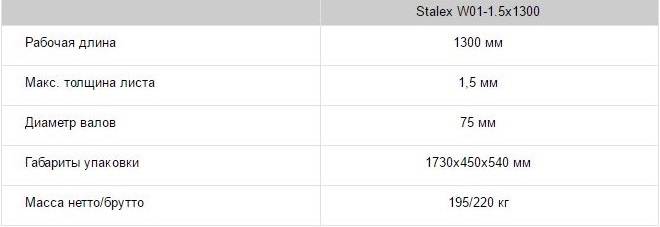
Мощные прокатные станы оснащаются дополнительными опциями, например, устройством протяжки проволоки или системой охлаждения валов
На различные категории вальцы делятся и по своему назначению. Так, модели для изготовления ювелирных изделий используются преимущественно для обработки мягких металлов, возможность пластической деформации которых не требует предварительного нагревания. Металлами, поддающимися холодной прокатке, в частности, являются медь, серебро, латунь и золото. Между тем использовать такое оборудование можно для деформирования изделий и из других металлов, но для этого заготовку придется предварительно нагреть, что часто и делают мастера ювелирного дела.
Если вы занимаетесь изготовлением ювелирных изделий и других украшений на дому и объемы вашего производства пока небольшие, можно использовать и самодельное оборудование, чертежи которого несложно найти в интернете. Однако, когда объемы вашего производства выйдут на приличный уровень, а степень сложности изделий, которые вы изготавливаете, будет достаточно высокой, лучше приобрести серийное оборудование, отличающееся высокой мощностью и широкими функциональными возможностями.
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.

Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.
Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
https://youtube.com/watch?v=67teL-t3uds
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм. При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
https://youtube.com/watch?v=Y-FZPMBf1vw
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — каркас (1), состоящий из двух стенок и рабочей поверхности, основание (2), гидравлический домкрат (3), пуансон (4) и крепеж в виде болтов (5). Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
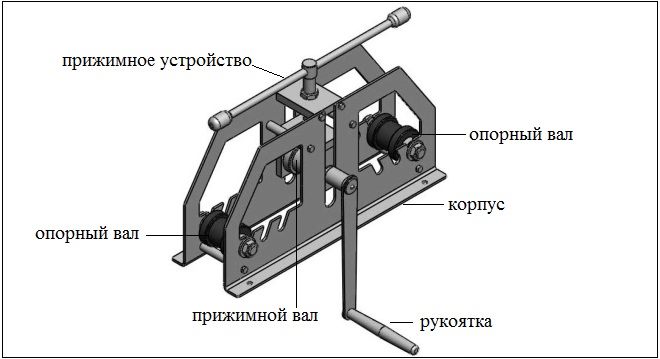
Основные части вальцов
Такой , отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
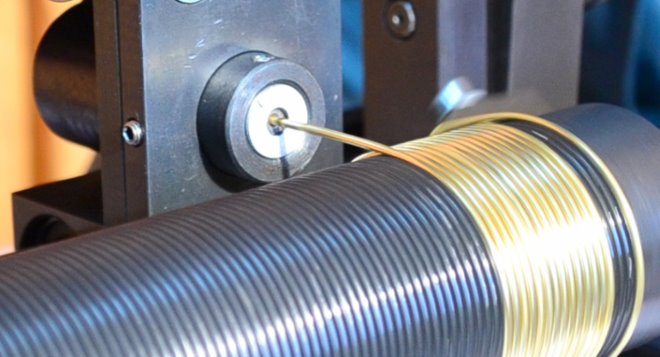
Несложный вариант самостоятельного изготовления вальцов
Анализируя простоту конструкции и работы валковой машины, многие ошибочно полагают, что собрать данное устройство собственноручно не представляется чем-то сложным. Это не совсем так. Все это потому что большую часть необходимых составляющих частей необходимо будет вытачивать самостоятельно. Если мастер имеет начальные навыки в токарном деле, можно смело пробовать собрать станок вальцовочный на ручной тяге в домашних условиях.
Для этой цели понадобиться:
- Штыри из металла разного диаметра.
- Швеллер.
- Подшипники.
- Болгарка.
- Сварочный агрегат.
- Валы.
- Токарное устройство.
Далее последует непосредственно сам процесс сборки валковой машины:
- Швеллер нужен для того, чтобы сварить из него станину – платформу для будущего вальцовочного станка.
- Рама для валкового устройства изготавливается в форме буквы «П» и тоже из швеллера. Далее к ней привариваются арматурные ограничители, отвечающие за стойку прижимного вала.
- После этого необходимо изготовить три вала, смонтировать их на подшипники и закрепить на уголки, вставлены в основание.
- Расположение вала будет изменяться с помощью штыря с резьбой, закрепленным снизу шайбой.
- Вал, что сверху должен свободно оборачиваться на подшипниках.
От длины станковых валов будут зависеть параметры детали, которую необходимо обработать. Размеры расстояния между валами, что снизу регулируется вручную.
Рекомендации при сборке вальцов для станка собственноручно:
- Нельзя допускать, чтобы появлялись трещины и царапины на металлическом профиле;
- Не следует растягивать и сжимать платформу в точке, где идет наибольшее напряжение на конструктивную составляющую;
- Не деформировать элементы перед началом работы.
На данном ручном вальцовочном устройстве, кроме металлических листов, дополнительно можно гнуть еще и трубы.
Видео: станок вальцовочный ручной настольный.
Технические характеристики трехвалковой листогибочной машины ИБ2222
| Наименование параметра | ИБ2220 | ИБ2222 | ИБ2222В |
|---|---|---|---|
| Основные параметры машины | |||
| Наибольшая толщина изгибаемого листа при бт = 250 МПа (25 кгс/мм²), мм | 10 | 16 | 16 |
| Наибольшая ширина изгибаемого листа, мм | 2000 | 2000 | 2000 |
| Максимальный угол при вершине конических обечаек, град | 20 | 20 | |
| Скорость гибки, м/мин | 9.3 | 7,7 | 8,5 |
| Наименьший радиус гибки, мм | 180 | 240 | 240 |
| Диаметр верхнего валка, мм | 215 | 270 | 270 |
| Диаметр боковых валков, мм | 195 | 260 | 260 |
| Электрооборудование и привод машины | |||
| Количество электродвигателей, кВт | 4 | 4 | 4 |
| Электродвигатель (главного) привода вращения боковых валков, кВт | 8,5 | 12,0 | 12,0 |
| Электродвигатель механизма наклона откидной опоры верхнего валка, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатели регулировки высоты боковых валков, кВт | 3,0 | 5,5 | 5,5 |
| *Электродвигатель привода механизма съема изделий (сталкивателя) (М5), кВт | 1,5 | 1,5 | 1,5 |
| *Электродвигатель привода поддерживателя обечайки (М6), кВт | 0,75 | 0,75 | 0,75 |
| Суммарная мощность электродвигателей, кВт | |||
| Габарит и масса машины | |||
| Габарит (длина х ширина х высота), мм | 3940 х 1250 х 1310 | 4040 х 1490 х 1745 | 4040 х 1590 х 2096 |
| Масса, кг | 5850 | 11495 | 8890 |
Полезные ссылки по теме
Каталог справочник листогибочных валковых машин
Паспорта листогибочных валковых машин
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Сведения о производителе трехвалковой листогибочной машины ИБ2222
Изготовитель трехвалковой листогибочной машины ИБ2222 — Славгородский завод кузнечно-прессового оборудования КПО имени 8-летия Октября.
Разработчик листогибочной машины ИБ2222 — Азовское специальное конструкторское бюро кузнечно-прессового оборудования и автоматических линий, СКБ Ко.
Машины листогибочные трехвалковые (вальцы). Общие сведения
Синонимы: ротационная валковая листогибочная машина — roll sheet bending machine, roller sheet metal bending machine.
Процесс гибки деталей из листовых заготовок осуществляется на валковых машинах, в которых гибка происходит между тремя вращающимися валками, установленными в шахматном порядке. Преимущественно используются универсальные трех- и четырехвалковые листогибочные машины, но в отдельных случаях находят применение и специализированные машины.
Основным назначением универсальных листогибочных машин является гибка цилиндрических и конических обечаек и секторов. Гибка выполняется в холодном и горячем состоянии, причем горячая гибка используется для формовки только толстостенных заготовок.
Минимально возможный радиус изгиба равен не менее пяти- десятикратной толщине заготовки; с увеличением ширины заготовки предельное значение радиуса изгиба увеличивается.
При небольшом объеме производства универсальные листогибочные машины применяются также и для проведения других технологических процессов, как-то гибки сортового проката и труб, гибки листовых заготовок на малый радиус, местной штамповки и правки листовых заготовок.
Основными преимуществами универсальных листогибочных машин являются отсутствие необходимости в сменной технологической оснастке и большая их универсальность, благодаря чему применение этих машин экономически выгодно и при индивидуальном производстве.
Формообразование изделий на валковых листогибочных машинах происходит при одновременном перемещении заготовки между деформирующими валками и при её поперечном изгибе. Валки расположены обычно горизонтально. Выпускаются трёхвалковые машины с симметричным и асимметричным расположением валков (рис., а, б) и четырёхвалковые (рис., б). На валковых листогибочных машинах изгибают заготовки толщиной от 1 до 150 мм как в холодном, так и в горячем состоянии (при толщине листов св. 50 мм); скорость гибки 3-8 м/мин.
Машины листогибочные трехвалковые и четырехвалковые















