Основные принципы ручной дуговой сварки
Содержание:
- Виды аппаратов и виды включений
- История электросварки
- Преимущества и недостатки
- Особенности, преимущества и недостатки
- Описание силикатного полуторного кирпича
- Техника ручной дуговой сварки. Как правильно варить сваркой
- Практическое определение
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Сварочный аппарат
- Особенности кладки
- Термический класс сварки
- Чем обусловлены различия в размерах мебели?
- Требования госстандартов
- Назначение
- Что собой представляет метод электродуговой сварки
- Основы безопасности процесса сварки
- Модульная конструкция
- Основные ошибки начинающих
- Безопасность работ
- Виды уплотнителей для металлических дверей по материалу изготовления
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
 Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
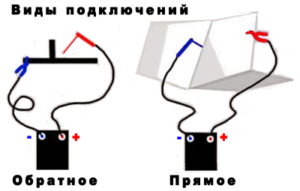
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
История электросварки
1802 год — В. В. Петров открыл явление вольтовой электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
Куваевская мануфактура (Большая ивановская мануфактура), где впервые в мире в производстве была применена электросварка
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов, которую запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
1932 год — К. К. Хреновым впервые в мире в Советском Союзе осуществлена дуговая сварка под водой.
1939 год — Е. О. Патоном разработаны технология автоматической сварки под флюсом, сварочные флюсы и головки для автоматической сварки, электросварные башни танков, электросварной мост.
Преимущества и недостатки
Что такое дуговая сварка мы рассмотрели, но все же пред тем как приступать к этому процессу, стоит узнать его положительные и негативные качества. Эта технология пользуется высокой популярностью, она прекрасно подходит для разных областей производства. При помощи нее можно производить сваривание разных видов металлов, использовать для ремонта важных металлических конструкций.
РД сварка имеет другие не менее важные положительные особенности:
Способ сварки РД требует применения недорогих и простых сварочных аппаратов тип РДС. Они обладают компактными размерами и легким применением.
Для работы нет необходимости использовать дополнительные средства защиты для сварочной зоны в виде флюса или газовых смесей. С данной функцией отлично справляются электроды.
Вид сварки РД позволяет производить работы в любых условиях — на улице, в цехах, на ветру, под плавящимся солнцем
Это имеет особую важность при проведении работ в «полевых» условиях.
Ручная сварка отлично подходит для работы с разными видами металлов. Ее можно применять для углеродистых, легированных сталей, чугуна, алюминия, меди.
Сварка может применяться для металлических изделий, толщина которых может быть 2-3 сантиметра.
Этот вид сварочного процесса обладает простой технологией, с ней может справиться даже неопытный сварщик.
Однако стоит помнить, что технология ручной дуговой сварки имеет отрицательные качества:
- Проведение ручного дугового сварочного процесса требует постоянные перерывы в работе. Они необходимы для смены расплавленного электрода на новый.
- При отсутствии опыта или во время сваривания толстых металлических изделий может наблюдаться чрезмерный расход электродов. Замена производится, когда длина электрода достигает 5 см и меньше.
- Технология ручной дуговой сварки плавящимся электродом сопровождается образованием шлака. Он оказывает положительное влияние на состояние сварочного процесса, шлак защищает область сварной ванный от кислорода. Однако после работы поверхность необходимо будет хорошо очистить, и это может вызвать некоторые сложности.
- Качество сварных соединений напрямую зависит от квалификации сварщика.
- Ручная сварка по сравнению с другими методами сваривания имеет низкий КПД и относительно невысокую производительность.
- При помощи ручной дуговой наплавки угольным электродом не получится сварить изделия из оловянной или цинковой основы, а точнее все металлы, имеющие низкую температуру плавления. Это связано с тем, что при проведении сварки электрической дугой отмечается сильное повышение коэффициента тепловложения.
7. Ручная дуговая сварка плавящимся электродом не предназначена для работы с титаном, танталом и любыми другими видами металла, которые имеют активные химические свойства. Стержневые элементы не смогут предотвратить окисление области шва.
8. Во время проведения сварки ток проходит по всей длине электрода. Если его показатели будут высокими, то стержень перегреется и сварное покрытие разрушится.
Важно! Перед тем как начинать сварочный процесс необходимо не только узнать что такое ручная дуговая сварка, но также нужно научиться пользоваться оборудованием. Желательно предварительно пройти обучение, научится выставлять правильные режимы для определенных видов металла
От этого зависит прочность и качество сварного шва.
Особенности, преимущества и недостатки
Описание силикатного полуторного кирпича
Силикатный полуторный, размеры которого характерны и для полнотелого, позволяет выполнять кладку конструкций очень быстро и легко. Причина такого удобства состоит в его малом весе. Силикатный кирпич обладает пустотами, которые могут быть сквозными или несквозными, выполненными в форме цилиндра, а также располагаться перпендикулярно основанию.
О том каков вес белого силикатного кирпича описано в статье.
Присутствие пустот способствует снижению веса изделия, а также повышает теплоизоляционные и звукоизоляционные свойства.
На фото – полуторный силикатный кирпич
Современные технологии изготовления силикатного изделия позволяет производить изделие в неокрашенном или цветном виде. Первый вид выпускается в белом цвете, а вот цветные образцы подвергаются обработке, а также на их поверхности создается необходимый узор. Силикатный кирпич служит прекрасной защитой стен от негативного влияния атмосферы. Так как искусственный камень способен «дышать», то в доме создаются оптимальные условия для проживания.
Какой кирпич лучше использовать для печи можно узнать из данной статьи.
На видео рассказывается о размерах полуторного силикатного кирпича:
О том какова стоимость керамического кирпича можно узнать из статьи.
Облицовочный силикатный сочетает в себе прекрасные внешние данный, а также надежные эксплуатационные характеристики. При возведении дома из полуторного силикатного кирпича вы сможете сократить сроки строительных работ. Также здание, выложенные из совершенно ровного камня, характеризуется современным стилем и отличным внешним дизайном, причем выполнять дополнительно отделку здесь не обязательно.
Кирпич огнеупорный ша 8 размеры и другие данные можно подчеркнуть для себя из статьи.
Для представленного материала характерны следующие преимущества:
- Материал обладает низкими показателями теплопроводности.
- Может противостоять низким показателям температуры, он выдерживает 15-50 циклов размораживания и замораживания.
- Прекрасные показатели водопоглощения, которые достигают 14-18%.
- Так как процесс производства силикатного кирпича предполагает использование только природных натуральных компонентов, то конечное изделие не влияет отрицательно на здоровье человека, ведь не выделяет в окружающую среды вредных примесей.
- Здания, выстроенные из этого материала, характеризуются отличной звукоизоляцией и приятным микроклиматом.
- Если сравнивать белый с красным, то первый облает меньшими прочностными качествами. Также белый кирпич не такой универсальный в плане своего применения. Используют его только при возведении стен и перегородок. Что кается кладки фундамента, камина, труб и цоколя, то в этом плане силикатный кирпич не поможет.
О том каковы размеры шамотного кирпича ша 8 можно узнать из статьи.
На видео – вес полуторного силикатного кирпича, его плюсы и минусы:
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.
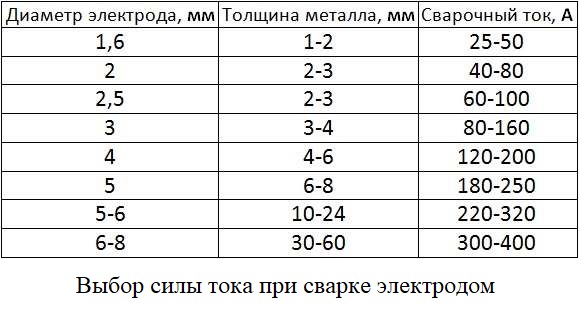
Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Сварочный аппарат
Главное снаряжение, которым пользуется сварщик, называется сварочным трансформатором. В его задачу входит снижение напряжения, которое влияет на усиление силы тока, достаточного для плавки металла.
Аппарат электродуговой сварки может быть «домашним», для применения в бытовых условиях с подключением к одной фазе, и промышленным, обладающим большой мощностью, который подключается к трем фазам. Также сварочное оборудование делится на вырабатывающее постоянный ток и на преобразующее постоянное напряжение (трансформаторы).
В домашнем быту специалисты рекомендуют иметь сварочный инвертор, который хоть и дороже обычных аппаратов, зато имеет ряд положительных сторон:
1. Небольшой вес.
2. Устойчивость к величине силы тока и выходного напряжения, что, в свою очередь, влияет на качество электрической дуги, практически не зависящее от скачков напряжений в сети.
3. Простота и легкость в работе на высоте.

Особенности кладки
Стены из белого кирпича
Особенности кладки несущих конструкций из силикатных брикетов полностью повторяет подобные технологические правила для ракушечников, газоблоков. Брикет монтируется в перевязку с предыдущим шаром. Это делается, чтобы предотвратить совпадение стыков
По завершению укладки первого шара важно укладывать углы, придерживаясь ступенчатой техники
От двух углов проводится протяжка строительной нити, по которой совершается укладка последующих блоков. Они образуют ряды будущего дома. Строительным уровнем проводится проверка всех сформированных рядов, чтобы они соответствовали горизонту. Не нужно забывать и о расшивке. Последняя проводится уплотнителем для швов, и придает необходимый эстетический вид.
Видео — Кладка силикатного кирпича. Секреты мастерства
Обшивка несущих конструкций проводится в соответствии с некоторыми правилами и способами. Первое правило – общая лента брикетов толщиной в 1⁄2 камня. Второе правило – углы несущей конструкции должны выкладываться из цельных брикетов по всей длине (именуемые выступами, а также столбиками). Чтобы обеспечить более плотную привязку кладки к несущей конструкции используют стекло сетку или проволочные петельки. Также можно провести привязку, используя крепежные детали в виде якоря. Это проводится через каждые 5 рядов.
Монтаж белого кирпича
Термический класс сварки
При помощи тепловой энергии, поверхности заготовок, деталей плавят локально. Тепло получают при помощи различных методов, ниже они рассмотрены подробно.
Дуговая сварка
Этот вид наиболее популярен. Для сварочной дуги применятся постоянный, переменный или пульсирующий ток. Дуга производится за счет мощного разряда. Электрод соприкасается с металлом, производится короткое замыкание, при этом инструмент отводится не более чем на 5 мм, за счет такого непрерывного воздействия и происходит нагрев металла. Устойчивость дугового заряда происходит за счет ускорения электродов в электромагнитном поле, затем возникает ионизация газового соединения между анода с катодом.
Газовая сварка
Газовая сварка – это вид сварки плавлением с дополнительным применением газов – кислорода, ацетилена. Тепло, выделяемое в процессе горения газов плавит поверхности вместе с присадочным материалом, тем самым формируя сварочную ванну. Подача газа регулируется с помощью редуктора на баллоне.
Электродуговая сварка
Принцип работы электрической дуговой сварки основан на расплавлении металлов под воздействием электрической дуги. Электрическая дуга образуется за счет увеличения напряжения между двумя электродами, в результате которого происходит электрический пробой. Основа технологического метода электродуговой сварки состоит в коротком замыкании, а если быть точнее, то в насыщении межатомного пространства электрически заряженными частицами. В момент соприкосновения между электродом и изделием протекает ток, возникающая электрическая дуга, температура которой достигает 7000°С, расплавляет металл и образует сварочную ванну.
Ручная дуговая сварка
Аппараты для ручной дуговой сварки широко распространены в быту из-за относительной недороговизмы аппаратов. Так же для этого метода не требуется газ или флюс, так как их функции выполняет электрод. Принцип дуговой сварки сохранен: плавление поверхностей происходит за счет касание электрода к металлическому изделию, которое образует короткое замыкание и происходит зажигание дуги.
Сварка неплавящимся электродом (TIG)
Данная технология схода с газовой сваркой, суть ее заключается в следующем: электрическая дуга зажигается в атмосфере инертного газа между электродом и материалом, таким образом расплавляя металл и присадочный материал. Электрод изготавливают из тугоплавких металлов – вольфрама, циркония, гафния. Данная технология требует высокой квалификации от специалиста.
Сварка в защитных газах
Данный вид сварки может выполняться как плавящимся электродом, так и неплавящимся. Для неплавящихся электродов нужна присадка, а плавящийся электрод сам участвует в процессе создания шва. Инертные газы применяются для обеспечения устойчивости работы дуги. Выбор газа определяет состав свариваемого изделия. Газ подается либо центрально, либо сбоку при повышенных мощностях.
Сварка под флюсом
Применения флюса необходимо для поддержания ровного горения дуги и при формировании сварного шва влияет на его химический состав. Разные составы флюса имеют разные стабилизирующие свойства. Варьируя содержание углерода, серы, марганца и других можно регулировать прочность и устойчивость к холоду.
Гипербарическая сварка
Гипербарическая сварка – это сварка в условиях повышенного давления, например, в воде, либо специально созданной сухой среде. При подводной сварке используется водонепроницаемый электрод который расплавляется и попадает на металл с помощью газового пузыря. Подводная сварка – это один из самых сложных видов работ, которая помимо всего прочего обладает повышенной опасностью поражения электрическим током.
Чем обусловлены различия в размерах мебели?
Создание комфортной обстановки для нынешнего человека – это уже не роскошь, а показатель высокого уровня жизни, хорошего вкуса и мастерства производителей предметов интерьера. Опираться на те же стандарты что были 20-50 лет назад не приходится. Компании делают все, чтоб угодить клиенту, в том числе меняют размеры мебели под все изменения, которым подвержено человечество. Последние исследования выявили, что все жители планеты Земля вытянулись на 11 сантиметров.
При этом говорить о какой-то единой общей цифре для среднестатистического роста человека в мире не приходится. У каждого государства свои усредненных показатели роста граждан, параметры столов и стульев должны вновь подстраиваться под эти стандарты. Выбор подходящего стола при этом имеет первостепенное значение, именно за ним мы проводим время с семьей, обедаем, принимаем гостей, занимаемся творчеством, работаем, не удивительно, что именно поиск правильного стола нужных размеров в условиях современной действительности имеет такое значение.
Рассмотрим, как подобрать значения высоты для мебели в зависимости от ее предназначения.
Кухонная зона
Стандартная высота столешницы для готовки исчисляется исходя из того, что основной процент манипуляций, выполняемых на кухне, производится стоя. Даже при незначительном наклоне резко увеличивается нагрузка на мышцы шеи, позвоночника, поясницы, здоровый человек от этого почувствует усталость и недомогание, а человек имеющий проблемы со здоровьем должен свести к минимуму такие наклоны. Если столешница слишком низкая или выше необходимого, в обоих случаях это приведет к усилению объема нагрузки.
Определение идеального уровня высоты начинается с подсчета роста хозяев помещения. Для роста менее 150 см, расстояние от пола до столешницы должно занимать 75-80 см. Для людей с ростом 160 – 180 см, на которых и делается основной упор, это 89-92 см, для людей от 180 см и более высокого роста – 1 м. Если выбирать столешницу из расчета на всех членов семьи, нужно сложить рост взрослых родственников к примеру 180 см – мужчина, 165 см – женщина.
(180+165): 2= 172.5
Умножаем на стандартную длину стола – 78.
Делим на среднестатистический рост человека – 165.
(172.5 х 78): 165 = 81.5
Высоты столешницы для данной семьи составляет – 81.5 см
Чтобы было легче провести параллель, в местах общепита и фастфуда высота фиксируется на уровне 65 см.
Обеденная зона: определяем правильное значение
Первое на что стоит обратить внимание при выборе обеденного стола – это параметры. Параметры зависят от типа помещения (кухонная зона, гостиная), размера помещения, индивидуальных показателей – рост клиента, возрастная категория пользователей (ребенок, подросток, взрослый), формы стола
ГОСТом введена стандартная высота обеденного стола, но так ли она удобна, если рассчитана на человека с показателями в 165 см? Комфортная высота в среднем составляет 75 см, а расстояние от стула до поверхности стола в районе 30 см. Но при расчете лучше воспользоваться специальными формулами, разработанными для такого подсчета.
Параметры роста человека умножаются на условную среднюю высоту стола в 75 см, результат делится на средний рост человека, который равняется 165 см.
К примеру, рост человека 173 см.
173 * 75: 165 = 78,6 см
Но исходя из ситуации, что родственники в семье имеют разный рост, необходимо сложить рост каждого из них и поделить на число членов этой семьи. Это будет средний показатель роста, далее следует произвести перерасчет показателей по формуле указанной выше.
Помимо этого при выборе стола необходимо отталкиваться не только от площади стола или высоты, но и от ширины посадочных мест, средняя область пространства на человека – 60 сантиметров. Это – рекомендуемая граница, при попытке ее уменьшить вы рискуете столкнуться с неудобствами, стулья должны как легко выдвигаться, так и легко задвигаться, данная граница напрямую скажется на удобстве посадки гостей.
Раскладной и квадратный стол подойдет для небольших пространств. Круглый стол – для ценителей элегантности и любителей дружеских посиделок, также он гораздо менее опасен, в связи с отсутствием острых углов, что делает его более предпочтительным при выборе в квартиры к тем, у кого есть маленькие дети.
Письменные модели в квартире
Едва ли найдется квартира, в которой бы полностью обходились без письменного стола, этот предмет мебели кочевал из одной исторической эпохи в другую, изначально обозначенный как место для ведения дел, он преобразовался в предмет роскоши, показатель вкусовых предпочтений его обладателя. Стол для письма успешно зарекомендовал свою практическую значимость, по сей день большое количество людей предпочитают иметь свое рабочее место дома.
Для людей низкого роста 150-160 см подойдет высота в 60 см, для людей с ростом от 170-185 это габариты в 70 – 85 см, для тех чей рост выше 190 см, мебель делается на заказ, начиная с параметров высоты от 85 – 90 см.
Требования госстандартов
Назначение
Что собой представляет метод электродуговой сварки
Основы электродуговой сварки были разработаны в конце 19 века русским инженером Бернадосом.
Технология электродуговой сварки основана на расплавлении примыкающих друг к другу областей двух свариваемых деталей теплом, получаемым от электрической дуги. Область расплавленного металла – так называемая сварочная ванна — перемещается вслед за электродугой. Застывая, она образует неразъемное соединение двух заготовок — сварочный шов.
Принцип электродуговой сварки
Электрическая дуга возбуждается в воздушном промежутке между деталями и электродом. Для этого применяют источник напряжения. Он выдает небольшое напряжение- 70-100 вольт, но должен развивать большой ток — сотни ампер. Чаще всего используются источники постоянного тока — они дают более стабильную дугу и меньше разбрызгивают расплавленный металл.
Особенность технологии состоит в том, что расплавленный металл, особенно цветные металлы и высоколегированные стали, активно реагирует с кислородом воздуха и с азотом. Для защиты сварочной ванны применяют различные газы:
- аргон;
- углекислый;
- гелий и другие инертные газы.
Газы образуются в процессе сгорания обмазки стержня или подаются в рабочую зону из баллона.
Схема электродуговой сварки
Электродуговая сварка может проводиться как плавящимся электродом, металл которого войдет в состав материала шва, так и неплавящимся. В этом случае флюсовые добавки насыпают вдоль линии шва в виде порошка.
Основы безопасности процесса сварки
Основные вредные факторы электродуговых работ — это:
- ультрафиолетовое излучение дуги;
- высокая температура расплавленного металла;
- вредные газы;
- поражения электрическим током.
Чтобы избежать неприятных последствий, следует
- пользоваться средствами индивидуальной защиты: маской сварщика, респиратором, защитными перчатками;
- одежа и обувь должна быть огнеупорной, плотной, не оставлять открытых участков кожи;
- перед началом работы проверять оборудование на отсутствие механических повреждений, нарушений изоляции и отсутствия утечки газов.

Меры безопасности при сварке
Нельзя также загромождать рабочую зону и работать со случайных опор.
Модульная конструкция
Основные ошибки начинающих
Первые попытки самостоятельной работы доморощенных «сварных», получающих сведения о способах ведения сварки только со страниц Интернета, сопровождаются типовыми ошибками, характерными для всех новичков:
- Неправильный выбор сварочного оборудования
В этом случае неопытному работнику не удается определиться с оптимальным режимом сварки и настроить сварочный аппарат таким образом, чтобы получить удовлетворительные результаты. Не обеспечивается нужная полярность для работы с выбранными электродами, не удается выставить ток нужной силы. Элементы конструкции либо не провариваются в нужной степени, либо прожигаются.
- Работа без пробных швов
Практика накладывания нескольких пробных швов распространена среди опытных сварщиков, чтобы проверить правильность настройки аппарата и не испортить собираемые детали. В процессе сварки пробных швов регулируют силу тока и определяются с типом и размером электрода.
- Отсутствие практических навыков, соответствующих сложности работы
Отсутствие опыта сопровождается применением электродов, не соответствующих данному виду сварки, и неправильным исполнением определенных манипуляций, сопровождающих ручную ЭС:
- вместо электродов, предназначенных для сварки переменным током, применены электроды для аппаратуры постоянного тока;
- применены электроды несоответствующего диаметра, например, вместо так называемой «двойки» (электроды диаметром 2 мм) использованы электроды диаметром 3-4 мм;
- не соблюдается правильный наклон электрода;
- не поддерживается постоянная скорость сварки;
- излишне длинная дуга;
- не обеспечивается устойчивое горение ЭД.
Безопасность работ
Перед тем как разбираться, что такое электродуговая сварка металлов и как ее выполнять, следует подумать от безопасности проведения работ со сварочным оборудованием. Большая часть новичков не обращает внимания на режим техники безопасности, что приводит к неприятным и тяжелым последствиям.
— Самым важным является электробезопасность. Необходимо следить за внешним видом силового кабеля, чтобы изоляция была в надлежащем виде. Нельзя работать во время дождя или при влажной погоде.
— При сварочных работах следует использовать индивидуальные средства предохранения. Особенно это касается глаз. Ведь электродуговая сварка выделяет много ультрафиолета, что вредно для зрения. Поэтому в работе надо использовать специальный щиток с темным стеклом.
— Одежда сварщика должна быть из плотной ткани, так как шлак и расплавленный металл, попадая на открытые участки тела, часто оставляют сильные ожоги, которые долго заживают.