Электроды для инверторной сварки
Содержание:
- Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
- Марки электродов для инверторной сварки
- Обогреватель Никатэн NT 200 керамический
- Классификация по основным признакам
- Новое на сайте
- Самые распространенные марки электродов и сфера их применения
- Полезное видео: что такое оргалит
- Виды вытяжки для ванной
- Цветной или однотонный хлопковый тюль
- Особенности выбора электродов
- Плюсы и минусы инверторной сварки
- Дополнительные характеристики
- Определение нужного диаметра
- Основные правила выбора размера унитаза: фото привлекательных санузлов
- Обогреватель с электрокамином уютный дом
- Выбор электродов
- Классификация по основным признакам
- Разновидности
- Требования СанПиН к ванным комнатам
- Это Белорусский оригинал Кварцевого обогревателя
- Подведем итог
Выбираем инструмент с умом: ТОП-10 лучших электролобзиков
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С, ОЗС 12, МР-3;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
- для меди — ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-3.
Обогреватель Никатэн NT 200 керамический
Классификация по основным признакам
Рассматриваемый расходный материал в первую очередь классифицируется по назначению. Выделяют несколько основных групп электродов:
- Предназначенные для работы с металлами, которые имеют низкую концентрацию углерода и легирующих элементов.
- Для соединения теплоустойчивых сталей с высоким показателем прочности.
- Для работы с высоколегированными сталями, к примеру, нержавейкой, в которой концентрация хрома велика.
- Варианты исполнения, предназначенные для работы с алюминием или медью.
- В отдельную группу относят электроды, предназначенные для соединения чугунных элементов.
- Для выполнения ремонтных работ и наплавки металла.
- Изделия универсального типа, которые применяются для работы с материалами неопределенного химического состава.
На металлический стержень могут наноситься самые различные химические вещества. По типу применяемой обмазки выделяют 4 группы изделий, наибольшее распространение получили только две:
- Основная. Изделия с основным покрытием получили широкое применение. Примером назовем электроды марки УОНИ 13/55. Применяются они для получения швов с высокой ударной вязкостью, механической прочностью и пластичностью. Кроме этого, основное покрытие позволяет защитить шов от возникновения кристаллизационных трещин. Выбор этого варианта исполнения проводится в том случае, если нужно получить ответственную конструкцию. Существенным недостатком можно назвать то, что перед проведением сварочных работ следует выполнить качественную очистку поверхности: масляные пятна, ржавчина, окалина могут стать причиной образования микроскопических пор.
- Рутиловое покрытие. Если нужно провести соединение низкоуглеродистой стали, то зачастую выбирают электроды рутилового типа. Наиболее распространенной маркой назовем МР-3. Второй тип характеризуется легкой отделимостью образующего шлака, устойчивостью дуги при подаче переменного или постоянного тока. В процессе сварки образуется меньшее количество брызг, получаемый шов отличается прекрасными декоративными качествами. Кроме этого, второй тип изделий подходит для работы с заготовками, которые имеют большой слой ржавчины или загрязняющих веществ на поверхности.
Два остальных типа встречаются крайне редко, так как применяются в особых случаях.
Новое на сайте
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.

- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.

Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Полезное видео: что такое оргалит
Виды вытяжки для ванной
Естественная вентиляция происходит благодаря перепадам давления и температуры различных слоев воздуха. Можно проветривать ванную, открыв дверь в нее, но влажный воздух распространится по всему жилищу.

Для многоквартирных домов вытяжки из разных квартир врезаются в общую вентиляционную шахту, а в частных домах все вентиляционные каналы продумываются и монтируются на этапе строительства дома. В интерьере ванной комнаты вытяжка обычно закрывается прямоугольной решеткой.

На многочисленных фото можно заметить, что располагается вытяжка в ванной максимально высоко от пола, в идеале вообще на потолке. Это обусловлено тем, что более теплый и насыщенный углекислотой воздух подымается вверх.


При монтаже естественной вентиляции допускается объединить несколько вытяжек на одном этаже. Рекомендуется использовать трубы для вентиляции из гладкого материала, например, пластиковые. Это будет способствовать увеличению производительности системы. Следует свести к минимуму количество углов и поворотов в вентиляции, а если они необходимы – максимально их сгладить.

Преимуществами естественной вытяжки для ванной являются отсутствие электропотребления и практически полная ее бесшумность.

Принудительная вытяжка для ванной подразумевает наличие вентилятора, обратного клапана, каких-либо электромеханических устройств. Обратный клапан препятствует проникновению в жилье воздуха из вытяжек в соседних квартирах.

Производительность такой системы выше, чем при естественной вытяжке, и монтаж ее рекомендуется, если естественная вентиляция не обеспечивает достаточной циркуляции воздуха.
В санузлах не должно быть приточной вентиляции, должна быть только вытяжная. Естественный ток воздуха происходит за счет зазора между низом двери в ванную и полом. В случае, если дверь в ванную с порогом, рекомендуется оставлять ее приоткрытой.

Наилучшим образом будет работать потолочная вытяжка для ванной, поскольку теплый влажный воздух будет беспрепятственно покидать помещение через расположенную на потолке вентиляционную шахту.

Цветной или однотонный хлопковый тюль
Особенности выбора электродов
Выбирая расходные материалы, важно правильно оценить, какие лучше соответствуют вашим задачам. Из разнообразия, представленного в продаже, подходящие изделия определяют, руководствуясь такими критериями, как вид покрытия и диаметр
Последний не должен быть больше необходимого — это уменьшит плотность тока, ухудшит провар элементов и сделает образование сварочной дуги неустойчивым. У швов увеличивается ширина, что понижает их прочность.
Диаметр и размеры
При подборе расходных материалов для сварки надо определить правильный диаметр.
Он зависит от толщины соединяемых элементов:
- Для деталей толщиной 2 мм можно выбирать электроды с диаметром 2,5 мм.
- Для изделий 3 мм — электроды 2,5 мм.
- Для толщины 4-5 мм — диаметр 3,2-4 мм.
- Для деталей 6-12 мм — стержни 4-5 мм.
- Для толщины 13 мм — диаметр расходников должен составлять 5 мм.
Кроме толщины стержней, на процесс сварки влияет правильно выбранная мощность работы оборудования.
Назначение электрода
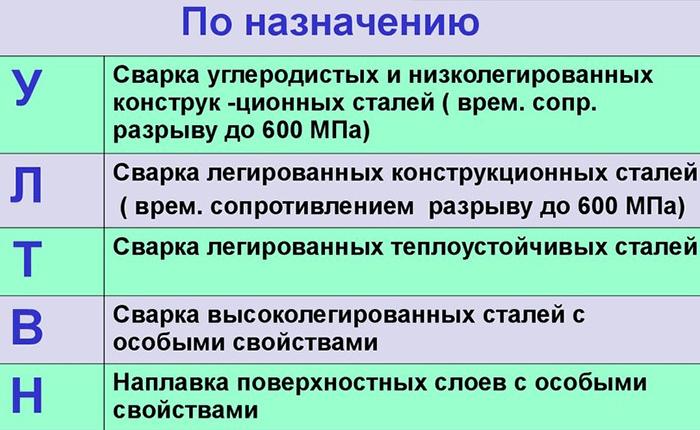
Перед тем как выбрать электроды, определите подходящее вам назначение. Для разных металлов существуют свои марки расходных материалов.
Вид подходящего для сваривания сплава определяют по букве в маркировке товара:
- У — используется для сваривания углеродистых слаболегированных сталей.
- М — для легированного материала.
- Т — для получения прочных соединений при работе с легированными сталями с повышенной теплостойкостью.
- Н — для сварки металла в области верхних слоев.
- Б — подойдет для работы с изделиями из высоколегированных сырьевых материалов особого назначения.
Разбираясь в маркировке, несложно подобрать подходящий тип продукции для обеспечения хорошего качества сварки.
Внешнее покрытие
Производители для улучшения рабочих свойств электродов наносят на них специальные смеси.
Покрытия стержней распределяются по следующим категориям:
- Ферросилицийное, ферромарганцовое (отмеченное в маркировке буквой А). Его использование усиливает плавкость сердечника, что положительно действует при выполнении сварки нижних швов.
- Рутиловое (отмечается как Р), представляет собой слой двуокиси титана с жидким стеклом. При его применении происходит повышение образования шлаков, снижается испарение легирующих компонентов. Швы обладают высокой прочностью, стойкостью к разрывам.
- Ц — целлюлозный материал с добавлением марганца, талька и целлюлозы. Преимущество материала — в возможности сформировать защитное газовое облако в области сварочной ванны. Это помогает сделать соединение более качественным. Такие электроды часто используют для работы с трубопрокатом.
- Кальциево-карбонатное основное покрытие (Б), тоже способствует образованию защитного газа. Но для создания постоянного шва материал не подходит, необходимо проводить доработку.
Прочие варианты покрытий обозначаются буквой П. В них включают легирующие компоненты, увеличивающие прочность соединений.

Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.
Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
https://www.youtube.com/watch?v=5RmnsgUOL14
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Дополнительные характеристики
 Многие другие особенности проводимой сварки определяют требования, предъявляемые к электродам. Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:
Многие другие особенности проводимой сварки определяют требования, предъявляемые к электродам. Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:
- Обратная полярность подразумевает соединение плюса с массой, а минуса с электродом.
- Прямая полярность. В этом случае плюс соединяют с массой, минус со сварочным электродом.
Обратная полярность выбирается в нижеприведенных случаях:
- Для того чтобы защитить металл от прожога, выбирается именно обратная полярность подключения. Она позволяет работать с деталями, которые имеют небольшую толщину.
- Высоколегированные стали характеризуются высокой восприимчивостью к нагреву. Именно поэтому при работе с подобным материалом выбирается метод подключения обратной полярности.
Наиболее важными параметрами сварочного процесса можно назвать:
- Диаметр применяемых электродов.
- Сила применяемого сварочного тока.
- Толщина соединяемых деталей.
Определение нужного диаметра
 Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Опытные сварщики считают, что при сварке инвертором нет особой разницы между электродами. Мнение основано на личном опыте узкоспециализированных специалистов, выполняющих работы определенного вида, к примеру, сварка однотипных труб или профилей. В их работе с использованием инвертора к шву не предъявляются серьезные требований по геометрии и эстетике, поэтому можно использовать электроды диаметром до 2 мм включительно.
Толстостенные детали требуют дольше времени для проварки, поэтому электроды для их сварки нужны большего диаметра. Сварочные электроды маленького диаметра быстро сгорают, чаще ими делаются прихватки.
Для выполнения трудных работ по длинным трассам хорошо зарекомендовали себя толстые электроды, монтаж легких конструкций с незначительными по длине швами можно выполнять стержнями диаметром до 2 мм. Именно такие электроды используются, в частности, при использовании бытовых сварочных аппаратов для инверторной сварки Ресанта 190, к примеру, при монтаже каркасов ворот и калиток, изготовлении заборов из металлических труб и профлиста.
Диаметр подбирается от толщины металла заготовок, но при тонком листе металла в пределах до 1,5 мм лучше используйте полуавтоматическую или аргонодуговую сварку.
Основные правила выбора размера унитаза: фото привлекательных санузлов
Многие при выборе сантехники не учитывают габариты унитаза, обращая внимание только на качество изготовления и другие технические возможности. Специалисты считают такой подход неправильным, потому как, если выбрать неподходящие размеры сантехники, ей будет неудобно пользоваться, что будет вызывать значительный дискомфорт
Чтобы удобно расположиться на унитазе, перед ним должно быть не меньше 60 см свободного пространства
При выборе оптимальных габаритов унитаза в первую очередь рекомендуют обращать внимание на такие моменты:
- После установки размер унитаза не должен мешать нормальному перемещению по санузлу. Требуется, чтобы прибор не становился препятствием при открытии входной двери или дверок шкафчиков.
- Для удобного расположения на унитазе перед ним должно оставаться минимум 60 см свободного пространства, но в целом этот показатель зависит от роста человека, который чаще всего пользуется сантехникой. Если расстояние будет небольшим, то коленки будут упираться либо в стену, либо в другую мебель.
- От высоты унитаза зависит, насколько удобно будет сидеть на нем. Правильной считается такая высота установки, когда в сидячем положении стопы находятся на полу, а не висят в воздухе, в противном случае спокойно расслабиться не получится, а ноги будут в постоянном напряжении.
- При выборе ширины также нужно ориентироваться на телосложение человека, который чаще других пользуется сантехническим прибором. Главное, чтобы в процессе сидения не возникало болезненных ощущений в мышцах. Так, если ободок будет слишком узким, края будут постоянно давить на ноги, если же ободок будет чересчур широким, ноги быстро занемеют.
Правильной является такая высота установки унитаза, когда в сидячем положении стопы не висят в воздухе, а находятся на полу
Не менее важным параметром считается и вес конструкции, на который влияет не только размер унитаза, но и тип материала, из которого он изготовлен. Средними параметрами считаются следующие:
- изделия из фаянса – 26-31,5 кг;
- фарфоровые унитазы – 24,5 – 29 кг;
- вес сантехники из нержавейки – 12-19 кг;
- мраморные модели считаются самыми тяжёлыми, их вес составляет 100-150 кг;
- наиболее лёгкой является сантехника из особого пластика – 10,5 кг.
Стоит отметить, что подвесные модели имеют меньший вес, чем компактные унитазы с бачком, потому как они характеризуются отсутствием ножки. В целом же на вес унитазов влияют размер и вместимость бачка, которая варьируется от 6 до 11 литров. Показатели веса изделия считаются очень актуальными, особенно при монтаже в ветхих домах старого фонда или на вторых этажах в условиях частных домов.
Обогреватель с электрокамином уютный дом
Выбор электродов
Какие выбрать электроды для сварки инвертором? Для того что б выбрать электрод нужно знать, что они имеются в двух видах: те которые имеют свойство плавится и те которые не плавятся.
Электроды, которые имеют свойство, плавится, состоят из металлического стержня со специальным покрытием, которое защищает зону сварки и увеличивает устойчивость горения дуги. Такие электроды используются для ручной дуговой сварки.
Неплавящиеся электроды используют для сварочных работ таких сталей: чугун, латунь, бронза, алюминий.
Нужно обязательно учитывать при выборе электродов для сварки с использованием инвертора то, что материал тоже оказывает воздействие на качество формирования шва. Для этого необходимо под разные материалы подбирать сварочные электроды нужного типа.
Для сварки с применением инвертора наиболее подходящие электроды таких марок:
- АНО. Электроды этой марки хорошо возгораемые, что дает возможность дополнительно их не прокаливать. С такими электродами могут работать не только профессионалы, но даже сварщики без опыта работы;
- универсальный тип МР-3. Используются такие электроды для соединения не зачищенных поверхностей;
- электроды такой марки как МР-3С применяются для швов, которые требуют повышенной внимательности к месту соединения;
- электроды марки УОНИ 13/ 55 используются для качественных сварочных швов. С таки электродами могут работать только специалисты, сварщикам без опыта работы с ними лучше не работать, до определенного навыка.
Для того чтобы выбрать электроды для работы с конструкциями разной толщины необходимо знать что:
- металл толщиной 2 мм, а электрод подойдет диаметром 2,5 мм;
- при толщине материала 3 мм, нужно брать электрод от 2,5–3 мм;
- толщина металла 4–5 мм, то электрод диаметром 3,2–4 мм;
- деталь толщиной 6–12 мм – электрод диаметром 4–5 мм;
- детали, у которых толщина больше 13 мм, то лучший брать электрода диаметром от 5 мм.
При выборе марки диаметра электрода необходимо учитывать толщину металла. Если толщина металла большая, то понадобится продолжительная проварка, значит, для такой сварки нужен электрод большого диаметра. А вот чтобы работать сварочными электродами незначительного диаметра, еще необходимо хорошо поучиться, они имеют свойство стремительно сгорать. Такими электродами в основном делают прихватки места соединения.
Классифицируются сварочные электроды на несколько подвидов:
- электроды для углеродистых и низколегированных сталей;
- для сварки высокопрочной и теплоустойчивой стали;
- электроды по нержавеющей стали (стали высоколегированные);
- по сварке алюминия и его сплавов;
- электроды для работы с медью и ее сплавами;
- электроды для чугуна;
- электроды, которые применяют для наплавки;
- электроды, подходящие для сталей неясного состава или трудно свариваемых сталей.
Сварочные инверторы производят постоянный ток, который подсоединяется к материалу двумя полярностями:
- прямая полярность – это, где плюс подсоединяется к массе, а минус к сварочному электроду;
- обратная полярность – это, где минус подсоединен к массе, а плюс к сварочному электроду.
При сварке на прямой полярности поверхно
стные соединения подвергаются существенному нагреву, чего нет при обратной полярности.
При обратной полярности осуществляют сварку тонких деталей. Такая полярность защищает металл от прожигания. Также на обратной полярности производят сварку легированных сталей, которые восприимчивы к высокой температуре.
Сварочные работы с применением инвертора включают в себя три главных составляющих, которые связаны между собой:
- сварочный ток и его сила;
- диаметральный размер;
- детали и их толщина.
Для соединения тонких сталей (меньше 1,5 мм) ручную сварку не применяют, для такой работы подойдут полуавтоматические аппараты.
Немаловажно правильно выбрать диаметр электродов, если же электрод подобран не точно, то тогда уменьшает плотность сварочного тока, что приводит к непрочным швам
Классификация по основным признакам
Рассматриваемый расходный материал в первую очередь классифицируется по назначению. Выделяют несколько основных групп электродов:
- Предназначенные для работы с металлами, которые имеют низкую концентрацию углерода и легирующих элементов.
- Для соединения теплоустойчивых сталей с высоким показателем прочности.
- Для работы с высоколегированными сталями, к примеру, нержавейкой, в которой концентрация хрома велика.
- Варианты исполнения, предназначенные для работы с алюминием или медью.
- В отдельную группу относят электроды, предназначенные для соединения чугунных элементов.
- Для выполнения ремонтных работ и наплавки металла.
- Изделия универсального типа, которые применяются для работы с материалами неопределенного химического состава.
На металлический стержень могут наноситься самые различные химические вещества. По типу применяемой обмазки выделяют 4 группы изделий, наибольшее распространение получили только две:
- Основная. Изделия с основным покрытием получили широкое применение. Примером назовем электроды марки УОНИ 13/55. Применяются они для получения швов с высокой ударной вязкостью, механической прочностью и пластичностью. Кроме этого, основное покрытие позволяет защитить шов от возникновения кристаллизационных трещин. Выбор этого варианта исполнения проводится в том случае, если нужно получить ответственную конструкцию. Существенным недостатком можно назвать то, что перед проведением сварочных работ следует выполнить качественную очистку поверхности: масляные пятна, ржавчина, окалина могут стать причиной образования микроскопических пор.
- Рутиловое покрытие. Если нужно провести соединение низкоуглеродистой стали, то зачастую выбирают электроды рутилового типа. Наиболее распространенной маркой назовем МР-3. Второй тип характеризуется легкой отделимостью образующего шлака, устойчивостью дуги при подаче переменного или постоянного тока. В процессе сварки образуется меньшее количество брызг, получаемый шов отличается прекрасными декоративными качествами. Кроме этого, второй тип изделий подходит для работы с заготовками, которые имеют большой слой ржавчины или загрязняющих веществ на поверхности.
Два остальных типа встречаются крайне редко, так как применяются в особых случаях.
Разновидности
Требования СанПиН к ванным комнатам
Это Белорусский оригинал Кварцевого обогревателя
Достоинства:
- высший класс
- встроен терморегулятор
- климат контроль
- таймер времени
- блокировка от детей
Недостатки:
- низкая цена
Подведем итог
«Космофен» – клей высокоэффективный. Это средство, способное практически мгновенно очень надежно склеить самые разнообразные материалы. В зависимости от определенных внешних факторов (например, от уровня влажности в помещении или температуры воздуха) его характеристики и эффективность могут изменяться. Кроме того, при работе с таким составом нужно придерживаться норм безопасности, чтобы не навредить здоровью, как своему, так и окружающих людей.
Клей загустел
Сообщение БЛЭК » 19 янв 2012 11:42
Сообщение Verwolf » 19 янв 2012 14:38
Сообщение Александр Белов » 19 янв 2012 14:40
БЛЭК Сколько у Вас клей то стоял? Какая температура в помещении была?
Можно попробовать развести его недорогим жидким цианакриалатом, например – ZENO-WELD, итоговая смесь будет более жидкой, ну это если он выдавливается.
Сообщение БЛЭК » 19 янв 2012 15:01
от +10 до +25 Пока выдавливается, но с трудом. Разбавлять цианакриалатом не буду, т.к. у меня его пока нет. Если завтра закажу доставку, то привезут мне его через неделю, а к этому времени клей совсем твёрдым станет Но на будущее цианакриалат иметь надо, мало ли. Ещё раз спасибо!
Читать также: Двигатель внутреннего сгорания 4 тактный
Сообщение Анатолий Цеккерштейн » 17 июн 2012 08:04