Лучшие трубогибы для профильных труб
Содержание:
- Из чего делают искусственный камень?
- Как сделать трубогиб для профильной трубы своими руками
- Востребованность полиграфических услуг в повседневной жизни
- Полезные советы “первопроходцам”
- Изготовление простейшего трубогиба шаблонного типа
- Основные техники вязания
- Гидравлический трубогиб
- Обрезка излишков обоев
- Виды трубогибов и их конструкция
- Фото форм для тротуарной плитки
- Как выполняется расчет?
- Устройство ручных кромкогибов
- Как согнуть трубу посредством трубогиба
- Поздняя готика: изменения в стиле XIV-XV веков
- CertainTeed (информация о материале)
- 2. Керамическая мозаика
- Брожение ацетата
- Полки в небольшой узкой комнате
- Как сделать? Пояснения к нашей самоделке
- Фотогалерея
Из чего делают искусственный камень?
Как сделать трубогиб для профильной трубы своими руками
Весь сортамент профильных стальных труб, их конструкционные достоинства и сферу применения мы рассматривали отдельно. Сейчас мы их попробуем согнуть своими руками по заданному радиусу конечного изделия.
При этом очень важно не допустить следующих технических дефектов:
- растрескивание; такой металлический профиль придется выбросить;
- сжатие или растяжение поверхностей в точках потенциальной нагрузки на конструктивный элемент;
- деформация исходного профиля, приводящая к нарушению стойкости металла (коррозионной и механической) в узлах гибки и излома несущей конструкции.
Если вы готовы исполнить своими руками агрегат и вальцы для подобных работ – честь вам и хвала. Самый простой кустарный трубогиб с прокатными вальцами от электропривода (годится любой электромотор с редуктором) и прижимным устройством из обыкновенной стальной трубы. Монтируется на обычный автомобильный домкрат и, судя по отзывам, дает качественную арочную продукцию.
Ценим технические находки наших «кулибиных», но рекомендуем покупать уже готовый металлический прокат любой конфигурации или делать его на заказ по своим чертежам и задумкам, особо не утруждая руки и голову.
Для качественного осуществления строительного процесса необходимо иметь полный перечень инструмента. При работе с трубами не обойтись без трубогиба – специальное устройство, с помощью которого профильной трубе можно придать правильно изогнутой формы. Но профессиональное оборудование стоит денег, поэтому рассмотрим, как можно сделать вальцы своими руками.
Востребованность полиграфических услуг в повседневной жизни
Полезные советы “первопроходцам”
Для тех, кто впервые столкнулся с гибкой профилей, рекомендуется учитывать некоторые особенности технологии обработки этого вида труб. К примеру, опытные мастера никогда не жертвуют качеством сгиба ради экономии времени.
Разумно провести несколько слабых жимов регулировочным винтом и несколько проходов по вальцам, нежели всё сделать за один раз. Такой подход полностью исключает деформацию профильной трубы и существенно снижает нагрузку на приводы (или на мышцы мастера).
Изготовленный шаблон под требуемый радиус сгиба трубы. Подобные шаблоны изготавливают и для профильных труб
Рекомендуется работать с роликами такой конфигурации, которая соответствует профилю трубы. Так, если имеется соответствие размера ширины ролика размеру поперечного сечения профиля, сгиб будет точным и аккуратным. К тому же мастеру не придётся периодически поправлять трубу, съезжающую от центра опорного ролика к его крайней границе.
Прежде чем начинать операцию сгиба профильной трубы, желательно изготовить шаблон по заданному радиусу сгиба. Если шаблон изготовить невозможно по каким-то причинам, можно ограничиться расчётом расстояния, получаемого между двумя контрольными точками после сгиба трубы. Зная расчётные цифры, заготовку можно гнуть трубогибом без периодических контрольных замеров, сокращая, таким образом, время работы.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.
Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.
Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.
Лебедка поможет расширить функциональность простейшего ручного трубогиба
Основные техники вязания
Начинающим мастерицам всегда трудно сделать первый шаг и определиться со схемой и выбором шаблона. Сначала условные обозначения напоминают китайскую грамоту, но стоит связать одну салфеточку, как такой вид рукоделия станет новым увлечением на долгие годы.
Существует огромное разнообразие техник, которые постоянно дополняются благодаря идеям мастериц. Можно связать салфеточки любой формы и размера, применяя безотрывной способ изготовления, или соединить в одно целое несколько мотивов. Особой популярностью пользуются следующие техники.
| Иллюстрация | Техника вязания крючком |
| Филейная – чередование пустых и заполненных клеток. | |
| Вологодское кружево. | |
| Брюггское кружево. | |
| Ирландское кружево. | |
| Салфетки, связанные из отдельных частей-мотивов. Это могут быть соединенные в одно нежное полотно геометрические фигуры. |
В последнее время вязание салфеток крючком стало не только любимым творчеством мастериц, но и основным источником дохода для многих. Они продают свои произведения искусства по всему миру благодаря развитой сети интернет. Изысканные вещи становятся прекрасным подарком женщинам любого возраста. Освоив разные техники вязания, можно приступать к изготовлению предметов одежды и более крупных вещей, например, тюля или накидок на мягкую мебель.
Если вас вдохновило ручное творчество, предлагаем начать вашу коллекцию с простых салфеток, а наше пошаговое руководство с фотоописанием поможет разобраться в сложных схемах.
Условные обозначения и техника провязывания основных петель
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
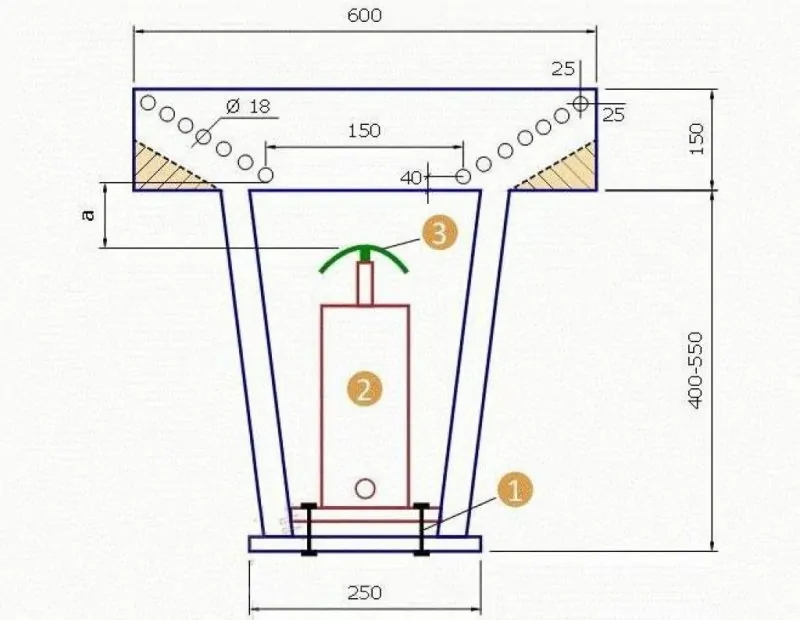 Чертеж трубогиба с домкратом
Чертеж трубогиба с домкратом
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
- Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
 Процесс гибки трубы
Процесс гибки трубы
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Обрезка излишков обоев
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
- с ведущим центральным валом;
- с подвижным крайним роликом;
- поворотный.
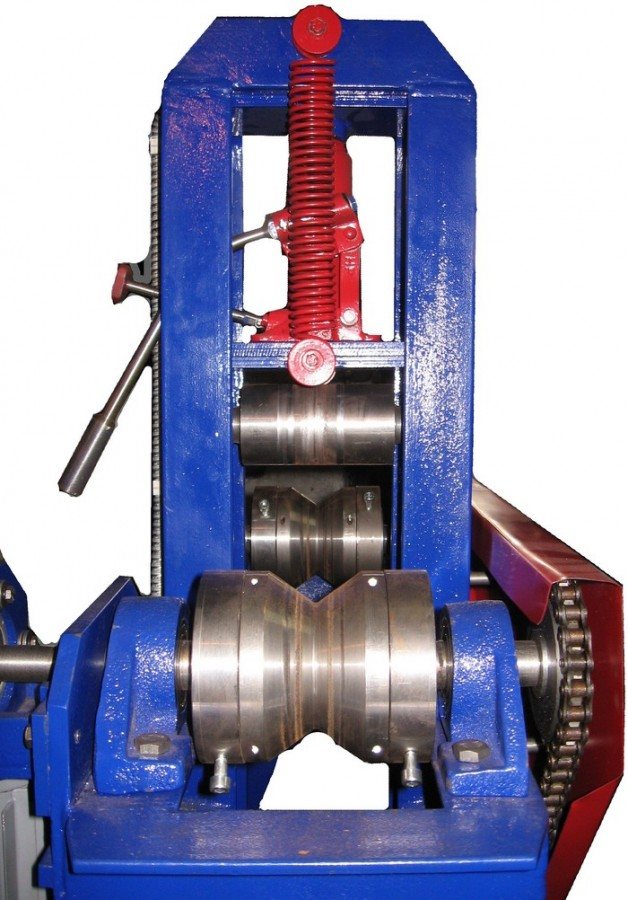
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
- намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
- обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
- вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
- выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Фото форм для тротуарной плитки
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
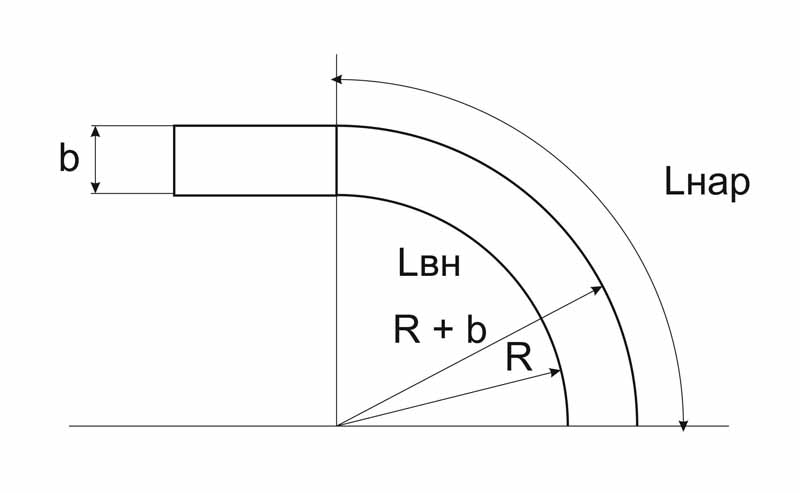
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| – | – | – | – | – | – | – |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.
- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Как согнуть трубу посредством трубогиба
1 Тип станка предназначен для радиусной гибки профильных труб.
Характеристики стандартного станка :
Максимальное сечение трубы #8212; 40 х40х2, 50х25х2 мм.
Минимальные диаметры круга:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 25000 рублей .
2 Тип станка предназначен для радиусной гибки профильных труб, круглой трубы и полосы.
Характеристики универсального станка :
Максимальное сечение трубы #8212; 40х40х2, 50х25х2 мм.
Максимальное сечение круглой трубы 32х2.8 мм.
Минимальные диаметры круга профильных труб:
- 20х20х2, 25х25х2, 15х15х1,5 –560 мм
- 30х30х2 #8212; 650 мм,
- 40х20х2 #8212; 650 мм,
- 40х40х2 #8212; 1800 мм,
- 50х25х2 #8212; 800 мм.
Максимальный диаметр дуги неограничен.
Тип привода ручной.
Ролики закаленные – все 3 шт.
Цена: 30000 рублей .
По желанию Заказчика за дополнительную плату станок комплектуется индикатором часового типа для изготовления более точных всех последующих заготовок.
За дополнительную плату станок может быть укомплектован электроприводом 220-380В
Гарантия 2 года
Саратовская обл. г. Энгельс
Профильную конструкцию можно изогнуть, предварительно прогрев место изгиба газовой горелкой или паяльной лампой. Однако данный метод имеет свои минусы: трудоемкость работы, плохой внешний вид сгиба.
Куда разумней выполнить работу с профильной конструкцией для теплицы посредством трубогиба. Изгиб происходит за счет давления валика. При этом можно контролировать угол изгиба. Трубогиб можно выполнить своими руками.
Для этого потребуются:
- Три ролика;
- Стол из металла;
- Кронштейн;
- Раствор из бетона;
- Сварочный аппарат;
- Стальные конструкции размерами от 70 до 150 мм;
- Ходовой винт;
- Швеллер.
Конструкция выполняется из двух труб из стали. Они фиксируются в плите посредством раствора, а затем прикрепляются, при помощи сварочного аппарата, к швеллеру. Между конструкциями должно быть соблюдено расстояние в 600 мм.
Ролики монтируются на осях на одной линии. Между ними должно быть не менее 50 см. Третий ролик устанавливается в середине. Монтируется он выше двух уже установленных роликов на 100 мм. Такой ролик приподнимается домкратом и отвечает за угол выполняемого изгиба.
При выполнении работы ролик крепится к столу из металла. К оси фиксируется кронштейн с прижимной осью. На нее монтируется ролик, аналогичный профилю конструкции. Сама конструкция, при работе, проходит через ролики. При этом она придерживается руками. По окончанию работы требуется проверить угол профильной трубы для теплицы, приложив ее к шаблону.
Поздняя готика: изменения в стиле XIV-XV веков
CertainTeed (информация о материале)
2. Керамическая мозаика
Брожение ацетата
Полки в небольшой узкой комнате
Как сделать? Пояснения к нашей самоделке
Первым делом мы подобрали надежное основание — толстостенный швеллер длиной 0.8м.
Верхняя часть конструкции собиралась из уголков (на фото справа). В качестве роликов приспособили отрезки толстостенной металлической трубы (на фото слева).
Лучше под рукой ничего не нашлось и в качестве осей использовались шпильки большого диаметра. Решение неудачное, поскольку на месте срезанных болгаркой витков резьбы остаются неровности, которые создают дополнительную нагрузку при вращении.
Направляющая была сформирована отрезками уголка с одной стороны. И ограничителем в виде болта вкрученного в приваренную к конструкции гайку. Профтруба длиной 6м при гибке будет немного играть винтом и возможность регулировать расстояние путем вращения болта в резьбе здесь приходится очень кстати.
Вороток смастерили из уже знакомых нам: шпильки, стальной трубки и забитого в отверстие П-образного профиля (см. фото).
На центральный ролик наварены тычки, чтобы заготовка не проскальзывала. Иногда труба буксовала и с ними. В таком случае приходилось приопускать домкрат, чтобы уменьшить натяг и делать один лишний проход.
В процессе было выполнено улучшение — приварены продольные и поперечные опоры для повышения устойчивости профилегиба. На них удобно положить прямые, еще не согнутые трубы, которые будут работать как противовес.















