Нарезка резьбы на трубах
Содержание:
- Инструмент и принцип нарезки трубной резьбы
- Как нарезать резьбу на трубе?
- Станок для нарезки желобов
- Что такое резьба на металлических трубах
- Отделка цоколя штукатуркой
- Нарезка внутренней резьбы на трубах
- Собираем подъемники для гаражных ворот самостоятельно
- Порядок нарезки внешней резьбы на водопроводной трубе
- Инструменты для нарезания резьб на трубах
- Свойства цвета
- Приспособления
- Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
- Технология нарезки
- Нарезание резьбы методы
- Рез электрическим клуппом
- Инструменты
- Домашний очаг
- Основные виды и их отличия
Инструмент и принцип нарезки трубной резьбы
Для нарезки трубной резьбы применяют специальные инструменты и приспособления. Наиболее часто используют:
- труборез;
- плашки;
- воротки;
- ручной клупп;
- шлифмашинка.
Для выполнения операции на металлических трубах нужно приложить большое механическое усилие, труба при этом должна оставаться неподвижной. Чтобы выполнить такое условие, ее зажимают в трубных тисках, в стесненных условиях для зажима используют газовый ключ.
Важно. Нарезаемый участок трубы смазывают моторным маслом или техническим вазелином
После окончания работы поверхность очищают от металлических опилок и смазки щеткой или ветошью.
Для возможности вращения плашки ее закрепляют в вороток. Это кольцо с отверстием для плашки, в котором она фиксируется стопорными винтами. Вороток имеет несколько рукояток для обеспечения вращения.
Как нарезать резьбу на трубе?
Использованием ручного инструмента подразумевает соблюдение определённой последовательности действий. Нарезка резьбы на трубах:
- Очистить рабочие поверхности от грязи, декоративных покрытий. Для этого можно воспользоваться шлифовальной машинкой, наждачной бумагой.
- Зажать трубу с помощью тисков, чтобы она находилась неподвижно.
- Смазать оливой рабочую поверхность.
- Выкрутить зажимные болты из оснастки.
- Надеть насадку на трубу. Медленно вкрутить прижимные болты.
- Направляющие закрепить на месте.
- Установить режущие части.
- Под лёгким нажимом начать крутить инструмент по часовой стрелке.
Проводить нарезку нужно плавными движениями, без рывков, чтобы не испортить резьбу. Снимается оснастка после откручивания стопорных болтов.
Существует несколько особенностей, которые нужно изучить до создания резьбового соединения:
- Трубы, которые соединены с общей системой трубопровода, должны удерживаться газовым ключом при создании соединения. Это нужно для предотвращения вращения изделия.
- Легче нарезать смазанное солидолом место. Резцы меньше тупятся после добавления смазки.
- Резцы желательно покупать той же фирмы, что и держатель. Если фирмы различаются, рабочие части могут не подойти к общей конструкции.
- Перед началом работ проверять заточку резцов. Тупые грани могут испортить поверхность металла.
- При работе можно изменять положение рабочих частей, что позволяет не снимать конструкцию до окончания работ.
- Использовать специальную охлаждающую смазку, которая не будет позволять резцам перегреваться.
После создания соединения на двух элементах трубопровода, необходимо проверить насколько подходят отдельные части друг к другу. Если произошёл перекос, трубы не смогут соединиться.
Резьбовые соединения используются до сих пор. Изготавливать их можно с помощью плашек, клуппов, токарных станков. Второй вариант считается удобнее, если сравнивать их с другими ручными инструментами
Важно выбирать качественные рабочие части, проверять их заточку перед проведением работ. Качественные резцы изготавливают из легированных сталей
Станок для нарезки желобов
В производстве часто используются специальные станки. По конструктивным особенностям они во многом напоминают станки с вертикальной ориентацией. Среди особенностей отметим:
- Показатель диаметра и шаг резьбы регулируются.
- При необходимости можно тщательно настроить количество и скорость вращения режущего элемента.
- Практически все модели характеризуются возможностью обработки наружной и внутренней поверхности.
Современные станки могут применяться даже при нарезании тонкостенных изделий. Трудности могут возникнуть только в случае, когда заготовку нельзя снять и установить вертикально.
Что такое резьба на металлических трубах
Трубная резьба – спиралевидное чередование канавок и выступов (витков) на наружной или внутренней поверхности труб. Используется она при монтаже наружных, внутренних газо- и водопроводных сетей, соединения труб в различных конструкциях.
Основными функциями резьбы на металлических трубах являются следующие:
- Соединение труб при помощи различных фитингов (муфт, сгонов, углов, тройников, крестовин).
- Герметизация, надежная фиксация соединенных труб при помощи уплотнительных материалов.
- Возможность разборки коммуникаций.
Основные параметры резьбового соединения:
- Профиль – выступы и впадины витков резьбы. В зависимости от видов резьбового соединения профиль может иметь треугольную, трапециевидную форму. К основным характеристикам профиля относится угол при его вершине, высота.
- Наружный диаметр (D) – параметр равный диаметру цилиндра описанного по вершинам выступов (для наружной резьбы) или по нижним точкам впадин (для внутренней). Выражается в миллиметрах
- Внутренний диаметр (D1) – в отличие от предыдущего параметра равен диаметру цилиндра, описанного по нижним точкам впадин, вершинам выступов. Измеряется в миллиметрах
- Направление – в зависимости от направления движения витков при закручивании резьбовая часть бывает двух видов: правая (закручивается по часовой стрелке), левая (при закручивании витки движутся против часовой стрелки);
- Шаг(P) – расстояние между одноименными сторонами соседних выступов профиля. Выражается в миллиметрах или в количестве витков (ниток) на дюйм.
- Количество заходов – число начальных (торцевых) выступов с которых начинается резьбовая часть.
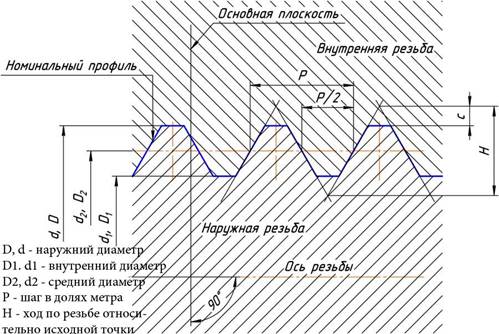
Строение резьбы
Для конусных резьбовых соединений применимы также такие параметры как конусность и угол подъема.
Отделка цоколя штукатуркой
Считается одним из самых легких способов, достаточно просто уметь накладывать раствор на поверхность. К тому же, этот способ не требует больших денежных или временных затрат. Чтобы отштукатурить участок, вам необходимо учесть некоторые нюансы.
Поверхность надо очистить от предыдущего покрытия, загрязнений, пыли и грязи. Если есть масляные пятна, обработайте их специальным растворителем. Обязательно нужно обработать очищенный участок грунтовкой, чтобы покрытие крепко держалось.
Если все сделать правильно, то работа будет радовать не только своим видом, но и защитой от осадков. Идеи, как провести штукатурную отделку фундамента, можно найти по фото в Интернете.
Нарезка внутренней резьбы на трубах
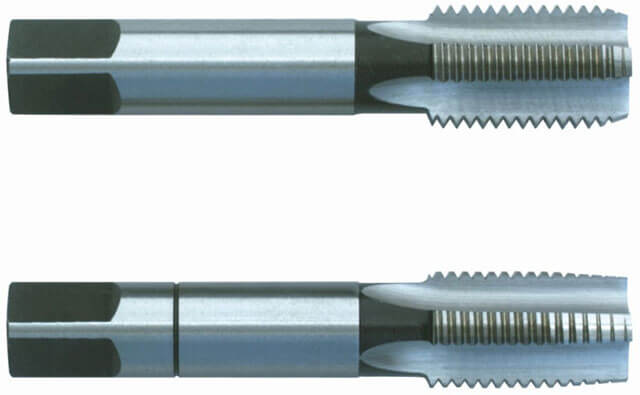
Трубка с внутренней резьбой получается при помощи двух метчиков – чернового и чистового. Черновым инструментом снимают примерно 70 % стружки, остальная часть удаляет чистовой инструмент.
Нарезка внутренней резьбы проводиться в таком порядке:
Подготовка отверстия. Отверстие, в котором проводится нарезка резьбы, нужно хорошо почистить. Шлифовальной шкуркой с его поверхности убираются все инородные покрытия и отложения.
Подборка метчика подходящего диаметра.
Установка метчика внутрь отверстия
Очень важно, чтобы нарезное приспособление находилось в строго вертикальном положении.
Начало вращательных движений. Их нужно совершать по часовой стрелке.
Водопроводные трубы с резьбой довольно нередко используется в современных бытовых коммуникациях. Своими силами оснастить трубу резьбой – вполне реальная задача. Все, что для этого нужно – приобрести нужный инструмент, и приложить старание. Резьба на трубах водопровода может быть сделана не только профессиональным мастером, но и любителем: главное, четко следовать предложенным рекомендациям, и не торопиться.
Собираем подъемники для гаражных ворот самостоятельно
Если вы обладатель довольно небольшого гаража или в вашем дворе мало места, можно воспользоваться подъемными воротами, позволяющими сэкономить приличное количество полезного пространства, так как подобные ворота открываются вверх, а не в стороны.
Существует несколько разновидностей механизмов, которые можно установить своими руками на ворота: подъемно-секционные и подъемно-поворотные.
Подъемно-поворотный механизм являет собой систему для поднятия дверного полотна и разворота его параллельно потолку.
Подъемно-секционные ворота являют собой более модифицированную конструкцию. Здесь дверное полотно состоит из нескольких секций. Они, во время поднятия, складываются в гармошку и собираются в специальный короб. Такие ворота более удобны в эксплуатации, однако самостоятельно их установить намного сложнее.
Порядок нарезки внешней резьбы на водопроводной трубе
Водопроводные трубы есть практически в каждом жилом и коммерческом помещении. Последовательность действий при нарезании резьбы следующая:
- Подготовка. На подготовительном этапе главное удалить всю грязь и возможную ржавчину, а также убрать все дефекты. В противном случае могут возникнуть трудности с проведением работы.
- Установка заготовки. Труба должна быть расположена строго вертикально, иначе плашка может сместиться в сторону.
- Нарезание. На данном этапе нужно следить за строго вертикальным расположением используемого механизма, так как даже незначительное смещение может привести к существенным проблемам.
- Проверка качества. Данный этап предусматривает навинчивание гайки, за счет чего и проверяется чистота витков и точность их расположения.
Восстановление резьбы
При применении токарного станка провести создание витков можно за один продольный проход. Однако, токарно-винторезные станки не лучшим образом подходят для рассматриваемой задачи.
Инструменты для нарезания резьб на трубах
Как нарезать резьбу на трубе? Исключая технологии механизированного нарезания (например, на токарно-винторезных станках), для нарезки резьбы на трубах применяют два типа приспособлений: плашки (лерки) и клуппы.
Ручная плашка как инструмент для нарезки трубной резьбы представляет собой устройство, состоящий из двух частей – собственно рабочей, и корпуса (плашкодержателя), снабжённого двумя рукоятками, при помощи которых производится вращение плашки по наружному диаметру трубы. Удобен в применении набор резьбы на трубах вручную, который состоит из нескольких комплектов плашек наиболее употребительных диаметров. Объясняется это тем, что для качественного соединения следует применять черновую плашку, для первичного прохода, и чистовую, того же диаметра – с целью калибровки профиля. Можно, конечно, пользоваться и одной леркой, но её износ в этом случае будет намного выше, особенно, если трубопровод изготовлен из высокоуглеродистой стали.
В отличие от лерки, клупп для нарезки представляет собой более конструктивно сложный инструмент. Он имеет трещотку, которая фиксирует резьбонарезную часть в определённом положении, пока рукоятка проворачивается на следующий оборот. Поэтому резьба получается более качественной.
Кроме ручного резьбообразующего инструмента, в практике используется и механизированный инструмент для получения трубной резьбы. Наиболее компактный и удобный в быту станок для нарезки резьбы оснащается электрическим приводом. Однако в этом случае цена вопроса оказывается значительно более высокой, поэтому электрические резьбонарезатели оправдывают себя лишь тогда, когда предстоит оформлять резьбу на длинном участке трубы.
Подготовка к нарезке
Перед тем, как нарезать резьбу на трубе, поверхность металла следует очистить. Износ инструмента возрастает, если исходная поверхность изделия не очищена от поверхностной ржавчины и окалины, имеет остатки лакокрасочного покрытия и т.п. Поэтому перед началом работ детали следует тщательно очистить. Стойкая окалина удаляется с использованием органических растворителей, а короткие детали – переходники, сгоны и т.п. – можно очищать, окуная их в горячий (не менее 60 °С) раствор буры.

Зачистка трубы
После очистки изделие осматривается для выявления поверхностных неровностей (они часто бывают на трубах б/у), а также при искривлениях оси элемента. Малейший изгиб приводит, во-первых, к искажению нарезаемого профиля, а, во-вторых, провоцирует резкое снижение стойкости, когда на один из сегментов рабочей части инструмента всегда приходится увеличенное усилие резьбообразования.
Непосредственно перед работами нужный участок трубы смазывается. Подойдут смазки со средней вязкостью, например, масло «Индустриальное 40». Густую смазку (солидол) можно нанести и на рабочий профиль плашки.
Свойства цвета
Яркая темно-розовая палитра относится к холодной части спектра. Родственные – малиновый, сиреневый и лиловый, но вместе эти тона использовать не стоит. Удивительный цветок, давший новое название в палитре, поражал воображение барышень с той поры, как прижился на подоконниках в северных широтах. В оформлении интерьера его практикуют со 2-й половиной ХХ века, когда пришла эмоциональная и беспечная послевоенная эпоха, принесшая миру арт-деко, поп-арт и диско. Яркий оттенок быстро наскучил своим поклонникам.
На волне популярности цвет фуксия в дизайне интерьера вернулся на рубеже тысячелетий – с новой стилистикой типа «Гламур» и «Барби». Сначала его применяли в детской спальне, гостиной и ванной. Но активнее всего он практикуется в декоре личного пространства молодых модниц.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
-
метчики — для внутренней (вот под них предварительно требуется делать отверстие).
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.
Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Технология нарезки
Технология нарезки резьбовых частей ручным и автоматическим способом существенно отличается.
Плашкой

Для того чтобы нарезать резьбу на водопроводной трубе своими руками плашкой, выполняют следующие операции:
- Приготовленную к нарезке трубу зажимают в тиски в горизонтальном положении.
- Болгаркой делают торец трубы ровным.
- При помощи штангенциркуля замеряют наружный диаметр трубы.
- Сверяются со специальными таблицами, узнавая необходимый (минимальный) диаметр для нарезки резьбы.
- При помощи болгарки наружную поверхность трубы зачищают до необходимого диаметра.
- Напильником снимают фаску с торца.
- Вставленную в плашкодержатель плашку одевают на трубу ее заборной частью.
- Придавливая плашку к трубе начинают вращать медленно ручки плашкодержателя до тех пор, пока гребёнки нарезного инструмента не начнут «цепляться» за металл и появится стружка.
- В дальнейшем медленно вращая плашкодержатель с плашкой по часовой стрелке, нарезают необходимую длину резьбовой части. При этом делая 2-3 оборота по часовой стрелке, чтобы сбросить стружку плашку поворачивают на 1-2 оборота против часовой стрелки.
- Для того чтобы нарезка шла с меньшим усилием и лезвия инструмента не тупились на трубу периодически наносят небольшое количество машинного масла.
После завершения резьбонарезных работ плашку очищают от стружки. Трубу вынимают из тисков и при помощи изделия с гайки или специального калибра проверяют качество проделанной работы.
Клуппом

Резьбонарезные работы клуппом производятся следующим образом:
- Трубу зажимают в тиски в горизонтальном положении.
- Производят замер наружного диаметра трубы, сверяются.
- При помощи болгарки, напильника участок для нарезки резьбы очищают от ржавчины старой краски, излишек металла.
- Трубу смазывают маслом или свиным жиром.
- Клупп вставляют в оправу с трещоткой.
- При помощи направляющей клупп устанавливают на трубе.
- Прижимая оправу с клуппом к торцу трубы, начинают вращать ручку до появления стружки и увеличения усилия.
- После того как резцы клуппа зацепились за металл, руку, прижимающую инструмент к трубе убирают и нарезают необходимую длину резьбовой части.
В ходе нарезки на каждые 2-3 оборота клуппом по часовой стрелке, делают 1-2 против – это позволяет сбрасывать образовавшуюся стружку, избегать забивания резцов инструмента.
На токарном станке

Работы на токарном станке могут производиться с помощью специальной плашки или резьбонарезного резца:
Нарезка резьбовой части на станке производится следующим образом:
- Трубу зажимают в шпиндель станка.
- Обтачивают простым резцом до необходимого диаметра.
- Торец трубы выравнивают, снимают с него фаску.
- Отключают станок, на поверхность трубы наносят масло или специальную смазку.
- Одевают на трубу заборной зафиксированную в плашкодержателе плашку.
- Включают малые обороты станка и, придерживая инструмент, медленно нарезают на трубе резьбу.
После того как резьбовая часть нарезана станок останавливают, включают реверс, на медленных обратных оборотах аккуратно снимают плашку.
Резьбонарезные работы с помощью специального резца производятся следующим образом:
- При помощи простого резца труба обтачивается до необходимого диаметра, ее торец выравнивается, с него снимается фаска.
- Резьбонарезной резец устанавливается в резцовой головке.
- При помощи специального шаблона режущая кромка инструмента выравнивается относительно установленной, после чего он надежно фиксируется в резцовой головке.
- При помощи специальных таблиц настраивают станок.
- Производят нарезку резьбовой части в 2-3 приема, углубляя ее канавки за один проход резца на 0,5-0,7 мм.
Нарезание резьбы методы
Резьбу изготавливают двумя основными методами: с помощью ручного приспособления и машинным способом. Вручную нарезают заготовки в единичном экземпляре либо в небольшом количестве. В крупносерийном производстве применяют оборудование – станки:

- Токарно-винторезного типа;
- Резьбонакатные с участием роликов и плашек плоских;
- Фрезерные, где получают крупный шаг;
- Шлифовального типа с использованием кругов заданного профиля, где получают винты с мелким шагом и высокоточные;
- Винторезного типа;
- Для устройства внутренней резьбы в гайках;
- Для нарезания вихревым способом при помощи головок с несколькими режущими кромками.
При нарезании резьбы вихревым способом в работе участвуют четыре элемента, закрепленные в головке. Сама головка вращается от отдельного привода. Вся эта конструкция установлена на токарном станке – его суппорте. Метод отличается повышенной скоростью обработки вследствие меньшего нагревания режущей оснастки (поочередный контакт с заготовкой). Также винтовая линия получается менее шероховатой и имеет более четкий профиль.
Рез электрическим клуппом
Кроме ручного инструмента получил широкое распространение и электрический. Преимуществом подобного варианта исполнения можно назвать высокую производительность. Работа при его применении имеет следующие особенности:
- Обрабатываемая часть тщательно подготавливается.
- Обеспечивается надежное крепление заготовки.
- Механизм крепится в начальной точке.
- Проверяется свободность хода направляющих и направление вращения режущей части.
- Первые витки нарезаются в толчковом режиме.
На инструменте можно установить основные параметры, к примеру, длину реза. Особенности применения зависят от его функциональности и других эксплуатационных характеристик.
Инструменты
Для осуществления работ нужно приготовить все необходимые инструменты и приспособления для нарезки. В каждом конкретном случае трубный резьбовой набор будет различаться по составу, но для ручного использования он состоит из плашек, клуппа и держателя с трещоткой. Состав набора также дополнительно комплектуется труборезом, газовым ключом, напильником, ножовкой, болгаркой, смазочными материалами и прочими инструментами. Для тех, кто не хочет работать по старинке классическим методом, существует альтернатива – электроинструмент.
Сама нарезка осуществляется с помощью плашек. Одни нарезаны только с одной стороны, другие – с обеих.
Для осуществления внутренней резьбы в состав комплекта также могут входить несколько метчиков с разными показателями глубины прорези. Одни предназначены для черновой обработки внутренней поверхности трубы, другие – для чистовой. Это оборудование представлено в виде винта со стружечными канавками. Крепится оно в воротках при помощи хвостовой части.
С помощью метчика производится внутренняя нарезка в несколько подходов. Их количество зависит от материала, с которым работают. Например, для осуществления резьбы в титановых сплавах предназначены специальные наборы из нескольких метчиков.
Плашка, прогонка или лерка используется для осуществления резьбы различных форм на трубах. Она представляет собой стальную гайку с режущей основой внутри, в которой находятся специальные отверстия – канавки для отходов. Плашки бывают трубчатые, шестигранные, круглые и квадратные. Модификация их корпуса бывает цельной, разрезной и раздвижной.
Раздвижные (призматические) модели еще называют полуплашками, они крепятся в клупп при помощи винтов и специальной прокладки – сухаря. Это необходимо для равномерного распределения давления на винт. С помощью плашек осуществляют нарезку цилиндрической, конической, круглой или метрической резьбы. Комплектующие детали плашки – специальные воротки и патроны, с помощью которых она крепится с корпусом рамки.
Клупп состоит из рамки, в которой закрепляются режущие элементы – плашки. Каждая оправка снабжена четырьмя стальными плашками. Клупп также оснащен специальной ручкой с трещоткой. В плашкодержатель можно вставить лишь одну плашку, в клупп – несколько. Режущий механизм прогонок способен осуществлять нарезку двух видов резьбы: 0,5 – 1 ¼, 1 ½ – 2 дюйма.
Ручной клупп, как правило, осуществляет нарезку труб небольшого диаметра. Они комплектуются специальной ручкой – держателем. Их также можно использовать с помощью подходящего трубного ключа. Он небольшого размера, прост и удобен в использовании.
Клупп с держателем и трещоткой – это модификация конструкции с зубчатым механизмом, предназначенным для осуществления резьбы диаметром более одного дюйма. Трещотка – незаменимый механизм. С помощью лево- и правосторонних трещоток удобно работать в труднодоступных местах, например, возле стен. При помощи рычага трещотки клупп быстро снимается с резьбы прокручиванием в обратную сторону, обеспечивая возвратно-поступательный способ нарезки резьбы.
Косым клупп называется потому, что в нем регулируется расстояние между раздвижными плашками. Это сообщает диаметр нарезки. Конструкции такого вида являются самыми простыми в использовании.
Клуппы Маевского более сложной конструкции, используются для осуществления трубной резьбы. Они содержат три комплекта сменных плашек, специализируются на диаметрах резьбы до 2 дюймов. Конструкции этого вида используются для резьбы на трубах с небольшим диаметром.
Нарезку на трубах большого диаметра осуществляют в промышленных масштабах. Например, чтобы нарезать бесшовную трубу диаметром 219 мм, необходим специальный автостанок. Обсадные трубы (колонны) нарезают только на специальных станках в особых условиях при соблюдении всех мер безопасности.
Домашний очаг
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.