Штангенциркуль. назначение, виды, характеристики и выбор
Содержание:
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.
1. Измерение валов штангенциркулем.
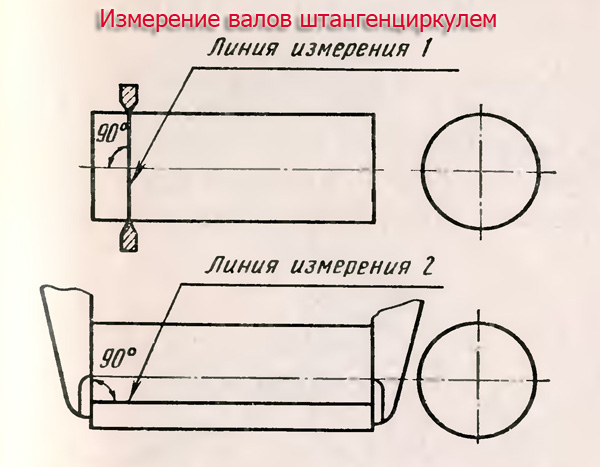
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул .
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
4.Измерение глубины линейкой глубиномера штангенциркуля.
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру):
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ!!!
С вами был Андрей !
Штангенциркуль или колумбик?
Многие из вас на производстве при измерении деталей столкнулись наверное с самым (по моему) популярным видом измерительного инструмента — штангенциркулем или как часто его называют бывалые работники колумбик. Честно я вам скажу когда я пришел на завод в 2004 году я часто слышал как его так называют да и сам стал произносить это название, чтобы не выглядеть неучем среди опытных коллег ИТР .
Шли годы и так ни кто и не спросил — А ПОЧЕМУ КОЛУМБИК????
Мне стало интересно узнать про чудное даже немного заморское название штангенциркуля и вот, что я выяснил, оказывается штангенциркуль стал называться колумбиком потому, что в советское время основным поставщиком данного мерителя была американская фирма COLUMBUS вот название и прилипло :).
А еще интересно то, что в авиационной промышленности штангенциркули называли МАУЗЕР, как вы уже догадались это и был поставщик туда измерительного инструмента.
Ну думаю было познавательно и интересно. Ну да ладно отвлеклись немного на историю Теперь по теме.
Как устроен штангенциркуль, он же колумбик, все в этом видео:
Цифровой
Штангенциркуль электронный или цифровой отличается наличием электронного табло на подвижной губке, которое показывает результат измерения с точностью до 0,01 мм.
Очень удобна функция, с которой можно установить начало отсчета с любой точки, а также менять единицы измерения и количество символов после запятой. Данные можно синхронизировать с компьютером, передавая показатели туда.
Обычно прибор дополняют клавишей выключения и обнуления результатов. Основной модуль конструкции выполняется из нержавеющего металла, корпус же из пластика.
В целом устройство считается качественным оборудованием, за исключением низкосортных продуктов из Китая
Важно чтобы аппарат имел износостойкость и отсутствовали скачки значений на табло
Качественный точный прибор существенно облегчит строительные работы, замер глубин отверстий, подбора диаметра сверла и т.д.
Колумбик Википедия
|
Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения.
Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
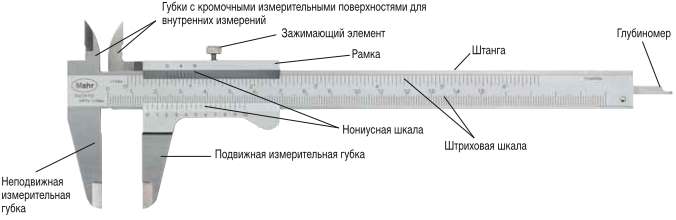
Устройство
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний
Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0.1мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
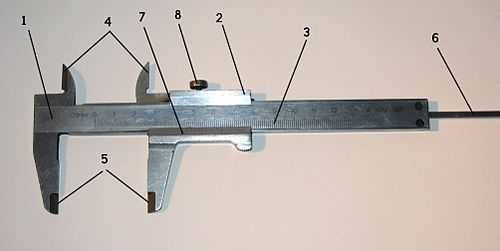
Устройство инструмента
Как научиться пользоваться штангенциркулем? Для начала – ознакомиться с его устройством. Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
- Измерительной штанги, где имеется шкала с делениями, точность которых соответствует классу инструмента.
-
Измерительной рамки, скользящей в направляющих штанги. Как пользоваться нониусом штангенциркуля? На нижней контрольной поверхности рамки нанесены деления нониуса, по которому определяется мантисса измеряемой величины: значение размера после запятой. Например, при замере длины в 13,9 мм при точности II класса, показание «13» будет снято с основной шкалы, а показание «0,9» — с нониуса. Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
- Нижних измерительных губок корпуса штанги. Они предназначены для определения внешних размеров детали или заготовки. Измерительные плоскости губок — внутренние, а их вылет определяется пределами измерений, на которые рассчитана данная модель инструмента. Согласно госстандарту, вылет нижних губок может быть от 35…42 мм до 63…125 мм, в зависимости от пределов измерений, на которые рассчитана данная модель.
- Верхних измерительных губок корпуса штанги, при помощи которых определяются размеры внешних поверхностей изделий. Контрольные плоскости верхних губок также тарированы, а их вылет, как и в предыдущем случае, определяется возможностями и типом изделия. Он составляет от 16 до 30 мм.
- Зажимного винта с рифлёной головкой, при помощи которого фиксируется текущее положение рамки.
- Глубиномера, представляющего собой плоский шлифованный штырь, скользящий в направляющих, которые расположены с противоположной стороны корпуса штанги. На рабочем торце штыря имеется конусный скос с целью снижения размеров торцевой поверхности глубиномера. Это даёт возможность оценки глубины отверстий с малыми диаметрами.
Устройство инструмента
Все контактные кромки штанги, направляющих, рамки и нониуса тщательно шлифуются в размер, с точностью, на порядок выше той, с которой действует штангенциркуль.
При особых требованиях к конструкции могут предусматриваться и другие элементы. Вспомогательные измерительные поверхности (а, следовательно, и узлы) необходимы, если выполняются разметочные операции, определение размеров уступов, ступенчатых частей конструкций и пр. Иногда в инструмент встраивается микрометрическая подача рамки.
MNT-150 Штангенциркуль-колумбик 150 мм шкала 0.02
Всем доброго времени суток.Предлагаю на Ваш суд обзор штангенциркуля от китайской компании MNT с ценой деления 0.02 мм. Зайдя в очередной раз на рынок увидел я бабушку, божий одуванчик которая торгует всякими старыми железками и лежал у нее на столе старенький колумбик, убитый мама не горюй (между губками для внутренних измерений пару мм просвета) и хотела она за него 15 баксов (по 1$ за 1 см длины штангеля) уверяя что вещь старинная, цены не малой. В магазинах цены тоже не радовали за тот же самый штангенциркуль правда уже китайского производства просили от 13$ за упакованный в пакет, до 25$ за вариант «пенал в комплекте».Так что пришлось удовлетворить потребности в измерительном инструменте за счет не совсем прямых поставок из Китая.Сначала хотел электронный, но потом подумал и решил остановиться на аналоговом, пользоваться им умею, а батарейки имеют свойство кончатся в самое неудачное время.Штангенциркуль поставляется в родном пластиковом пенале поверх которого одета картонка с обозначением того, что внутри. Поверх обертки наклеен защитный код, для проверки подлинности товара. Под картонной упаковкой скрывается сам пенал внутри которого нашлось место для самого штангеля, инструкции и картонки с датой производства. На случай если кому интересно и понимаете китайский.Инструкция подробно
Производитель не пожалел смазки, все пространство внутри пакета, вся поверхность штангеля и даже поролон под ним обильно пропитаны машинным маслом. Пенал универсальный, ибо внутри помимо углубления для самого штангеля есть еще место для чего-то похожего на пинцет и батарейку. Штангенциркуль сделан полностью из металла, качество обработки поверхностей хорошее, все отшлифовано ничего не болтается.
На конце штанги есть серийный номер. Губки измерения внешних размеров, в целом обработаны хорошо, и на первый взгляд никаких явных изъянов нет. К сожалению, при проверке их на просвет обнаружился вот такой не красивый момент в районе ножей. Я понимаю, что даже при шкале в 0.02 мм. это не очень большая проблема и вряд ли такой просвет когда-то станет преградой для точности измерений, но все равно не приятно.Губки внутренних размеров внешне тоже обработаны довольно качественно, ножи ровные ничего не цепляется.
Процесс измерений
Как пользоваться штангенциркулем? При всей своей кажущейся простоте он является высокоточным прибором. Его следует хранить и использовать в определённых условиях температуры и относительной влажности. Заявляемая точность гарантируется, если температура при которой производятся измерения, находится в пределах 20±10 °С, при относительной влажности 65±5%. Рабочие кромки не должны иметь следов загрязнения, деформации, и прочих дефектов. То же касается и рук, работающих со штангенциркулем.
Пример: перед началом измерения губки сводят до полного соприкосновения, и устанавливают степень их прилегания друг к другу: основная и нониусная отсчётные шкалы должны совпадать. При вводе изделия в зазор между губками до плотного контакта, микрометрическим винтом фиксируют рамку и считывают результат. Сначала по верхней рамке определяют основное число, а затем, по нониусу – его мантиссу.
Как пользоваться шкалой штангенциркуля? Характерная особенность нониуса – то, что количество делений на нём всегда на единицу меньше. Недостающее деление и определяет точность инструмента.
После окончания всех измерений кромки следует тщательно очистить, протереть мягкой фланелью, а, при хранении – смазать маслом малой вязкости.
Как пользоваться штангенциркулем с циферблатной отсчётной головкой? Здесь результат мантиссы считывается по показаниям стрелки, а основной – как и в предыдущем случае – по основной шкале штанги.
Как использовать электронного типа? На корпусе измерительной головки имеются две кнопки: для сброса нуля предыдущих показаний, и для начала/окончания проведения замера. Поочерёдно оперируя этими кнопками, выполняют требуемые измерения. Перед началом использования следует проверить уровень напряжения, т.к. при разряженной батарее прибор либо ничего не будет показывать, либо давать недостоверный результат.
Процедура измерения не зависит от точности нониуса: как пользоваться штангенциркулем 0,1 мм, так и применять шкалу 0,05 мм – приёмы однотипны. То же касается вопросов: как пользоваться штангенциркулем 0,05 мм, и как пользоваться штангенциркулем 0,02 мм. Главное здесь – своевременно выполнять поверки, и хранить инструмент в требуемых условиях.















