Дом из арболита (арболитовых блоков)
Содержание:
Состав
Как и любой бетон, материал содержит в себе вяжущий материал и наполнитель – исключительно органика, а также всевозможные присадки. Происхождение и характеристики компонентов оказывают большое влияние на качество готового изделия. Органические добавки придают арболиту весьма существенные звуко- и теплоизоляционные характеристики.

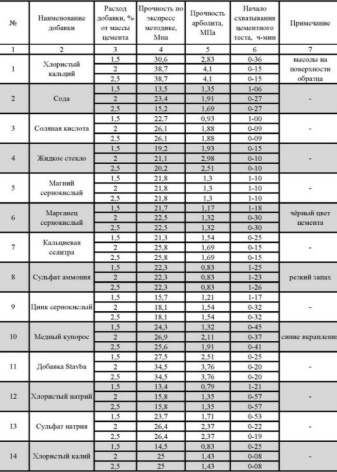
Химические добавки
Цемент имеет крайне маленькую адгезиею к древесине по причине присутствия в ней разных полисахаридов и сахаров. Полисахариды, оказавшись в щелочной среде, какой является цементная смесь, вследствие процесса разложения становятся легко растворимыми в воде сахарами, которых считают «убийцей бетона». Все растворимые сахара, оказавшись в водном растворе цемента, разрушают химические процессы затвердевания, эффектом которого должен стать целостный цементный камень.
Чем больше в воде полисахаридов, тем меньше вяжущее вещество трансформируется в камень за требуемый отрезок времени. Плодом данных действий будет не монолитный, а сыпучий камень из цемента. Не имеющий высокой прочности и не в силах связать древесную добавку в целостный материал.

Существует всего один метод противостоять этому – вымывка сахаров из древесной массы, для этого применяют составы разных реактантов в разогретой воде. К подобным реактантам причисляют:
- сернокислый алюминий;
- силикат калия и (или) натрия (стекло жидкое);
- кальция хлорид;
- гашеная известка.


Органические компоненты
В качестве древесной добавки практикуют несколько разновидностей сырья. Отнюдь не каждая щепа подходит в роли исходного сырья – не следует связывать арболит с опилкобетоном. Последний ГОСТ ясно устанавливает габариты и форму примешиваемых в деревобетон включений.
Дробленка изготавливается методом измельчения неликвидного леса – сучков, горбыля, макушек и т. п. Для создания арболита практикуют дробленку: длина – 15-20 миллиметров – не больше 40 миллиметров, ширина – 10 миллиметров и толщина в 2-3 миллиметра. В промышленном масштабе измельчение осуществляют специализированные агрегаты. Практика показывает, что для получения оптимального качества при производстве измельченная дробленка для деревобетона должна иметь конфигурацию иголок и быть поменьше в своих параметрах: длина не больше 25 миллиметров, ширина – 5-10 миллиметров, толщина – 3-5 миллиметров.


- Для дробленки подходит не каждое дерево: можно применять сосну, елку, осину, бук, березу, а вот древесина лиственницы не годится. Древесину перед употреблением в обязательном порядке дезинфицируют антисептиками, чтобы предотвратить формирование грибка либо плесени.
- Раздробленные кора и елочные иголки тоже могут употребляться. Только вот процент их ниже: коры может быть не больше 10% от веса продукта, а елочных иголок – не больше 5%.
- Сырьевым материалом также служит солома рисовая, одревесневшие части стебля канабиса и льна, а также одревесневшие стебли хлопчатника. Их дробят: длина не больше 40 миллиметров, ширина – 2-5 миллиметров. Очесы (отходы при очистке волокнистого материала) и пенька, если они попадают в смесь, не должны быть выше 5% от веса. ГОСТ 19222-84 регулирует параметры фракций, получаемых в процессе дробления различных видов сырья. И даже если в соотношении компонентов возможны отступления, отходить от стандартов сырья, запрещается.


Неорганические вещества
Цементирующими в арболите являются такие ингредиенты:
- портланд-цемент – классический материал, он особенно популярен;
- портланд-цемент с минеральными вспомогательными элементами – как правило, подобным методом увеличивают морозоустойчивость блоков;
- сульфатостойкий цемент, не считая пуццоланового, гарантирует устойчивость к агрессивным химическим веществам;
- в соответствии с условиями ГОСТа применяться может только материал марки, которая соответствует следующим условиям: не меньше, чем 300 (это касается теплоизолирующего арболита) или не меньше, чем 400 (для конструкционного).


Вода
ГОСТом регламентируется показатель очищенности воды, но на деле употребляют различную – из центрального водопровода, скважин, колодцев. Для надлежащего качества деревобетона решающим считается температура воды. В смесь она примешивается совместно со вспомогательными компонентами.


Изготовление арболитовых блоков
Если состав для них приготовлен правильно и имеет нужную консистенцию, то процесс не представляет какой-либо сложности, независимо от того, делаете ли вы их вручную или используете формовочный вибростанок. Меняются только формы для изготовления и технология формовки.
Простейшие формы можно изготовить даже из дерева, важно чтобы на выходе получались блоки с абсолютно одинаковыми размерами

Часто такие формы изнутри оббиваются линолеумом для более легкой распалубки. Металлические формы более долговечны и блоки после распалубки имеют более гладкую поверхность. В них можно лучше затрамбовать смесь ручной трамбовкой.

Процесс изготовления блоков в такой форме показан в видеоролике:
Мерный шаблон-шпатель позволяет более точно производить дозировку материала. С применением таких приспособлений можно изготавливать и блоки с офактуренной наружной поверхностью.

Для этого в верхней части формы оставляется некоторое пространство, которое после формовки заполняется:
- бетоном или полимербетоном;
- фактурной плиткой на цементно-полимерном клее;
- жестким утеплителем (пенопластом) с нанесением фактурного защитного слоя.
В 2-х последних случаях на приклеиваемый материал наносится клеевой состав для керамической плитки или пенополистирола соответственно, а можно использовать и самодельные клеевые цементно-песчаные смеси с добавлением дисперсного ПВА.
При ручном изготовлении блоков также можно делать из арболитовой смеси оконные и дверные перемычки.

На российском рынке представлено довольно много вибростанков для изготовления арболитовых блоков. Они имеют различную конструкцию и производительность, но принцип формирования блоков очень похож:
Умелый домашний мастер, обладающий навыками сварщика, без особого труда сможет изготовить подобный станок самостоятельно. Характерной особенностью большинства таких устройств является наличие дозирующей емкости, позволяющей получать блоки стабильной формы и одинаковой плотности при неизменной рецептуре приготовления смеси и однородных ингредиентах.
На таком оборудовании можно формовать блоки и из других материалов. Сушка отформованных арболитовых блоков происходит в течение 2-х недель при температуре ± 20°С.
Как изготовить арболитовые плиты своими руками
Ответ на вопрос, как сделать арболитовые блоки своими руками, интересует многих застройщиков. Для изготовления изделий следует:
- разобраться с технологией;
- выбрать проверенную рецептуру;
- приобрести необходимые компоненты;
- подготовить оборудование и инструменты;
- изготовить формовочные ящики.
Остановимся более детально на главных моментах.
Какие используются материалы и оборудование для производства блоков
Для самостоятельного изготовления арболита следует подготовить:
- исходные компоненты в необходимом количестве;
- лопаты и ведра для загрузки ингредиентов в смеситель;
- рубильный агрегат для предварительного дробления материала;
- сепаратор для очистки измельченной щепы;
- дробилку для измельчения стружки до требуемой фракции;
- бетономешалку для смешивания компонентов;
- формовочный ящик;
- трамбовку для уплотнения смеси.
Для промышленного производства арболита потребуется вибрационная площадка, позволяющая изготавливать блоки увеличенной плотности.
Подготовка щепы для производства арболитовых блоков
Состав рабочей смеси и пропорции ингредиентов
Наполнитель, в качестве которого используются деревянные опилки, стружка или ощепа, требует специальной подготовки:
- очистки от инородных включений;
- дробления до размеров не более 0,5х1х4 см;
- сушки в течение двух-трех месяцев;
- обработки известью, предотвращающей загнивание.
Известковый раствор 15-процентной концентрации вводится в количестве до 500 литров на кубометр стружки. Вымачивание отходов деревообработки осуществляется с регулярным перемешиванием материала. Процесс длится не более одной недели. За этот период падает содержание сахара, находящегося в древесине, что снижает вероятность гниения. Допускается использовать покупное сырье или измельчать древесные отходы в бытовых условиях с помощью дробилки.
Кроме щепы, для изготовления арболита также потребуется:
- цемент марки М400 или М500. Не используйте слежавшийся материал. Необходим свежий цемент, который легко рассыпается. От качества вяжущего вещества зависит прочность блоков и плит;
- специальные добавки, уменьшающие влагопоглощение и предотвращающие развитие микроорганизмов. Технология предусматривает возможность применения гашеной извести, хлорида кальция, жидкого стекла и глинозема.
Необходимая пластичность арболитовой смеси обеспечивается путем введения воды, поглощаемой наполнителем.
Арболитовые блоки своими руками
Для приготовления кубометра арболитового раствора потребуется:
- щепа в количестве от 200 до 300 кг;
- цемент, вес которого составляет 250-350 кг;
- минерализирующие добавки – 8-12 кг.
В зависимости от процентных соотношений ингредиентов меняется плотность блоков.
Как изготавливается форма для арболитовых блоков своими руками
Для заливки раствора необходима форма для арболитовых блоков. Своими руками ее изготовить несложно, используя различные материалы:
- влагостойкую фанеру;
- листовой металл;
- строганые доски.
Требования технологии при изготовлении смеси
Самостоятельное изготовление блоков сегодня популярно. Оно позволяет уменьшить объем затрат. Мастера, которые изготавливают пенобетон своими руками в домашних условиях, легко освоят и технологию производства арболита.
Она предусматривает следующие этапы:
- Сушку древесной щепы.
- Дробление древесины до нужных размеров.
- Минерализацию стружки путем замачивания.
- Взвешивание исходного сырья и загрузку в смеситель.
- Тщательное перемешивание компонентов.
- Заливку подготовленной смеси в формы.
- Уплотнение заформованных изделий.
- Отстаивание продукции на протяжении недели.
- Извлечение изделий из формовочных ящиков.
Готовую продукцию следует разложить в проветриваемом помещении и сушить в течение трех недель.
Доступная технология и несложная рецептура позволяют изготовить арболитовые плиты своими руками. Применение качественного сырья, соблюдение рецептуры и технологии позволят получить прочный арболит.
Технология производства деревобетона в домашних условиях
Производство деревобетона в домашних условиях привлекательно тем, что требует наличия материалов, которые можно приобрести по низкой цене. Но для изготовления блоков своими руками необходимо организовать мини-завод с разнообразным оборудованием. В принципе, нужные приспособления можно взять в аренду, хотя найти их не так уж легко. К тому же следует изучить состав смеси и пропорции ингредиентов, содержащихся в блоках.
Состав смеси для изделий
Деревобетон состоит из следующих компонентов:
- портландцемента (не ниже марки М400);
- органических наполнителей – древесной щепы, костры льна, конопли, стеблей хлопчатника, рисовой соломы и т. д.;
- химических добавок – гашёной извести, жидкого стекла, сульфат алюминия, хлористого калия или сернокислого кальция;
- воды.
Пропорции компонентов на 1 метр кубический
| Марка | Цемент, кг | Органический наполнитель, кг | Химические добавки, кг | Вода, л |
| 15 | 250–280 | 240–300 | 12 | 350–400 |
| 25 | 300–330 | 240–300 | 12 | 350–400 |
Чтобы не путаться в марках и не забивать голову лишней информацией, гуру строительного искусства используют следующую формулу: 3 части цемента + 3 части органического наполнителя + 4 части воды = 1 кубический метр материала.
Оборудование для производства блоков
В процессе изготовления арболита потребуется такое оборудование:
Сушка готовых блоков
- рубильная машинка для древесных опилок (цена 2500$);
- комплект трамбовок (цена 153$);
- машинка для смешивания (цена 1500$);
- формы для прессования 30 шт. (цена 1500$);
- камера для просушивания (цена 4500$);
- металлические поддоны для форм блоков (цена 400$).
На покупку оборудования и материалов в общей сложности требуется около 10000–12000$ (это, как говорится — всё по технологии). Да, дороговато, но, наличие необходимых устройств и сырья гарантирует получение 500 кубических метров раствора ежемесячно. Неплохой показатель даже для промышленных объёмов.
Технология производства сырья своими руками
Рабочий процесс по созданию блоков состоит из следующих этапов:
- загружаем в установку древесину;
- измельчаем древесную породу до приемлемого размера – длина – около 25 мм, ширина – приблизительно 5 мм;
- выдерживаем древесную щепу на свежем воздухе в течение 3 месяцев, чтобы испарилась сахароза;
- обрабатываем стружки окисью кальция;
- смачиваем древесные опилки водой;
- перемешиваем увлажнённую щепу с цементом;
- обрабатываем сырьё, воспользовавшись одной из химических добавок – известью, жидким стеклом, хлористым калием, сернокислым кальцием;
- загружаем смесь в установку для перемешивания массы (бетономешалку);
- заливаем полученную и хорошо перемешанную массу в формы, обшитые линолеумом (для предотвращения прилипания);
- встряхиваем раствор, залитый в формы, для удаления воздуха и тщательно утрамбовываем, но лучше воспользоваться вибростолом;
- оставляем сверху свободное пространство – 20–25 мм и заливаем штукатурной смесью, чтобы блоки могли похвастаться эстетичностью с лицевой стороны;
- выдерживаем смесь в формочках 72 часа;
- вынимаем блоки;
- кладём их на клеёнку и не трогаем в течение 3-х недель.
Как видите, процесс довольно длительный, требующий определённого терпения и сноровки. Как Вы поняли, здесь приведены общие технологии изготовления. Но грамотная организация производства позволит производить 80–100 блоков ежедневно. Две недели работы и Вы обеспечены строительным материалом для стен будущего дома или любого другого сооружения.
Итак, какие бы я сделал выводы? Арболит — это хороший, тёплый, экологически чистый и долговечный материал, но он дорог при изготовлении в домашних условиях (при условии закупки всего оборудования). Точнее сказать — это довольно «долгоиграющая затея». В тоже время, деревобетон, изготовленный своими руками, – залог презентабельности, комфортабельности и долговечности конструкции!
Анекдот в тему: Стpойка
Пpибегает к бpигадиpу испуганный новичок:— Я, кажется, пpоводку забыл…Hа что пpоpаб важно отвечает:— Запомни, паpень, навсегда: мы тут пpо водку никогда не забываем!. На этом всё
Надеюсь, что для кого-то восполнил белые пробелы в знаниях о строительных технологиях. Если было интересно, вступайте в наши ряды социальных групп и будете в курсе всех новинок данного блога. Удачи и тёплых стен Вашему дому. Пока!
На этом всё. Надеюсь, что для кого-то восполнил белые пробелы в знаниях о строительных технологиях. Если было интересно, вступайте в наши ряды социальных групп и будете в курсе всех новинок данного блога. Удачи и тёплых стен Вашему дому. Пока!
Цитата мудрости: Что является спасением для одного, губит другого (Даниель Дефо).
Недостатки
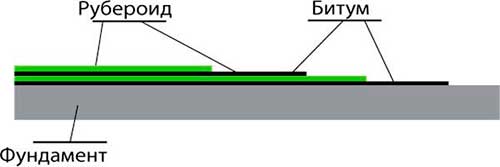
У всех строительных материалов есть слабые и сильные стороны. Арболит не исключение. Его главные минусы заключаются в повышенной влагопроницаемости и пониженной влагостойкости, что обусловлено гигроскопичностью древесины в составе материала.
Чтобы нивелировать эти недостатки при монолитном строительстве из данного материала, нужно предусмотреть ряд моментов.
- Устройство декоративно-защитного слоя на фасаде дома, чтобы защитить его от капиллярной влаги.
- Организация качественной гидроизоляции фундамента.
- Создание больших свесов, что позволяет уберечь стены от залива во время среднеинтенсивных дождей.


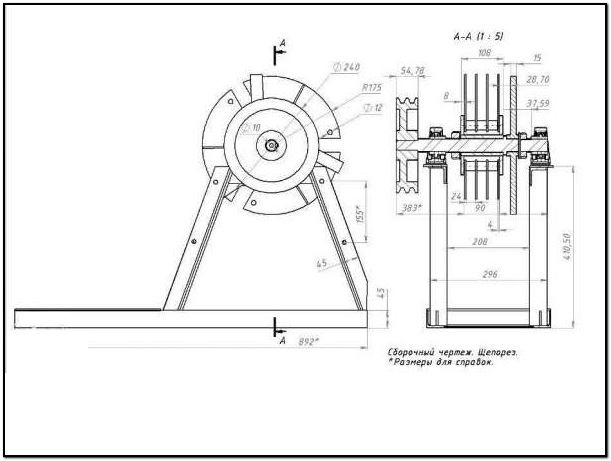
Изготавливаем щепорез для арболита своими руками
Некоторые детали, чертежи которых представлены ниже, необходимо выточить на токарном станке, остальные можно изготовить своими руками в домашних условиях.
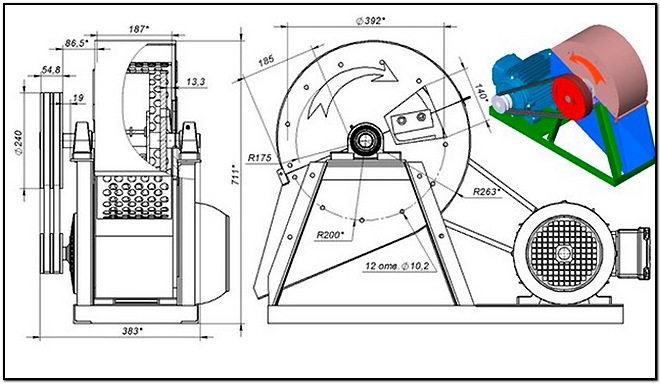 Основные размеры щепореза для арболита
Основные размеры щепореза для арболита
Диск с ножами
Диаметр диска составляет около 300-350 миллиметров, а толщина – около 20 миллиметров. Чтобы предотвратить заклинивание больших и твердых кусков древесины, диск должен работать как маховик. Поэтому его надо сделать тяжелым. Для диска берем металлическую заготовку либо вырезаем его из листовой стали; затем пропиливаем в нем одно центральное отверстие для посадки на вал (учитывая шпоночное крепление), несколько монтажных отверстий и 3 паза, через которые отрезанные части древесины попадают под вращающиеся молотки.
 Рубильный диск с ножами
Рубильный диск с ножами
Для изготовления ножей используем автомобильные рессоры. В каждом ноже делаем два отверстия с последующим их зенкованием (чтобы головки винтов были максимально утоплены) и крепим их к диску с помощью болтов с потайной головкой под шестигранник, которые обеспечивают плотное и надежное соединение, а также не позволяют болтам проворачиваться во время обжатия гаек с противоположной стороны.
Молотки
 Вал и крепление для молоточков
Вал и крепление для молоточков Молоточки и приваренный отбойник
Молоточки и приваренный отбойник
Молотки – это плоские пластины (толщиной около 5 миллиметров), которые расположены на роторе. Они осуществляют дополнительное измельчение щепы. Молоточки лучше купить готовые. Расстояние между молотками в дробилке арболита 24 мм.
 Расстояние между молотками в дробилке арболита
Расстояние между молотками в дробилке арболита
Сито для щепореза
Для изготовления сита, внутри которого будет располагаться растирочная камера, нужен металлический цилиндр Ø 300–350 мм изготавливаемый из металлического листа длиной L 942–1100 мм. В этом цилиндре пробиваются ячейки диаметром 8–12 мм. Просверливать их нежелательно – края ячеек должны быть острыми или рваными, поэтому отверстия рекомендуется проделать пробойником или керном нужного диаметра.
Защитный кожух, воронка, приемный бункер и рама
Для защитного кожуха, и воронки для приемного бункера подойдет листовое железо толщиной 8–12 мм. Листы нарезаются в размер и свариваются в конструкцию так, как указывают чертежи. Нарезаем все детали по заранее подготовленным «выкройкам» (их делаем из плотного картона) Ребра жесткости делаются из уголков, швеллеров или труб.

 Защитный кожух
Защитный кожух
Оборудование дробильного узла: цапфы вала, на которые необходимо насадить опорные подшипники, плюс била (молотки) и режущий диск. Следующий шаг по изготовлению щепореза — нужно вырезать отверстия для рабочего вала, а также входные и выходные раструбы для подачи сырья и выхода щепы.
 Рабочий вал
Рабочий вал
Приемный бункер приваривается к корпусу под углом. Механический и электрический приводы монтируются в последнюю очередь: на раму крепится электродвигатель, затем шкивы требуемого диаметра, и все узлы соединяются ременной передачей. Для этого можно использовать обычные автомобильные ремни подходящего диаметра.
 Рама
Рама
Двигатель
От вида двигателя зависят производительность щепореза и объемы затрат на эксплуатацию. Экологичный электродвигатель не очень шумит, намного легче ДВС, но менее мощный, чем его «собрат». К тому же работа щепореза на электротяге зависит от скачков напряжения в электросети.
Агрегат на бензиновом, более мощном двигателе, работает дольше, больше и он не зависит от розетки электропитания. Но ДВС очень шумит, загрязняет воздух, требует ухода и его постоянно надо заправлять.
Если собранный щепорез для арболита соответствует требованиям точности и в соосности не будет разбега, то можно применить не ременное соединение, а соосную схему — можно подключить валы через муфту.
Преимущества и недостатки арболитовых блоков
Технология изготовления и состав материала наделяет его многими полезными для строительства качествами.
- Экологическая безопасность для потребителя (блоки не выделяют в атмосферу вредных человеку и животным веществ).
- Низкая теплопроводность (ниже, чем у изделий из других видов бетона, за исключением некоторых разновидностей пенобетона).
- Отличная звукоизоляция (превышает аналогичный параметр обычного кирпича в 4 раза).
- Негорючесть.
- Достойная морозостойкость.
- Достаточная прочность, которую гарантирует крепко сцепленная между собой щепа.
- Небольшой вес материала, облегчающий процесс укладки и снижающий нагрузки на фундамент.
- Небольшая усадка (до 0,5%).
- Легкость обработки, позволяющая обрезать изделия и устанавливать в них крепеж.
- Стойкость к образованию трещин под воздействием нагрузки.
- Отсутствие необходимости в использовании штукатурной сетки при отделке стен из блоков.
Преимущества блоков
Однако необходимо учитывать и некоторые недостатки арболитовых блоков:
- высокое влагопоглощение (до 85%), с чем приходится бороться при помощи гидроизоляции;
- плохую геометрию, что требует увеличения расхода кладочного раствора и приводит к потерям тепла;
- высокую стоимость готовых изделий;
- не слишком эстетичный внешний вид материала, требующий обязательной отделки;
- при кладке в полости, являющиеся теплоизоляторами, попадает значительная часть раствора (но при этом конструкция становится крепче).
Перед приобретением продукции необходимо проверять документацию, иначе есть возможность нарваться на изделия, изготовленные “кустарным способом”, что часто привозит к снижению их качества.
Геометрия таких блоков оставляет желать лучшего
Как правило, проблемы с геометрией вызваны распалубкой блоков сразу после прессования. Упругая смесь расширяется, в результате чего отклонение в размерах может составлять до 2 см.
Ряд недостатков устраняется в новом виде продукции – арболитовом блоке с наружным слоем из пенобетона. При этом в качестве пенообразователя должно использоваться вещество на органической основе, чтобы сохранить экологическую безопасность изделий.
Блок арболитовый поризованный
Технология – основные этапы и особенности
Подготовка компонентов
Все наполнители необходимо тщательно измельчить. Максимально допустимые размеры фракций (не в ущерб качеству блоков) – 2,5 см длина и 0,5 см ширина. Задача – добиться равномерного распределения всех составляющих по объему, что обеспечивает однородность структуры и, как следствие, высокое качество продукции.
Далее (для нейтрализации сахара) древесные наполнители заливаются известковым раствором (1,5%) и перемешиваются. Выдержка – не меньше 3 часов. На 1 м³ состава понадобится примерно 200 л.
Приготовление раствора

Для получения необходимого его качества нужно «замес» производить в бетономешалке. Это позволит добиться действительно тщательного перемешивания. Если данную работу выполнять вручную, традиционным способом – лопатой – то не избежать образования комков, неоднородности структуры камня. Это ощутимо аннулирует все его преимущества перед аналогами.
При замесе не следует сразу загружать в барабан все, что приготовлено. Ингредиенты закладываются порционно, без выключения агрегата. Так же частями заливается и вода. Это значительно повысит качество конечного продукта.
Совет
В процессе приготовления нужно контролировать степень готовности раствора. Если после сжатия в кулаке небольшой порции на ладони (после распрямления пальцев) остается лежать комок (то есть масса держит форму), то арболит готов.
Получение блоков
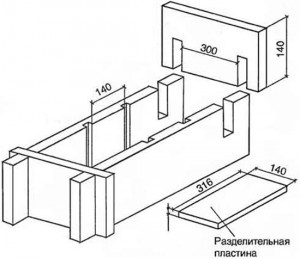
Раствор заливается в специально приготовленные формы. Их габариты выбираются в соответствие с требуемыми размерами камня. Такие «шаблоны» продаются для производства пено- или газобетона. При некотором умении в обращении с инструментом их можно изготовить самостоятельно – из гладко обработанной доски, толстой (слоеной) фанеры.
Конструкция несложная. Сбивается длинный пенал, по внутренним стенкам которого с определенным интервалом делаются выпилы. В эти пазы вставляются внутренние перегородки, которые делят пенал на ячейки с размерами будущих блоков. В них и заливается раствор. После отвердевания готовая продукция вынимается и выкладывается на подготовленную площадку. На ней изделия «доходят» до окончательной готовности.
https://youtube.com/watch?v=Q-PLQ4Y4SYk
Несколько замечаний
- древесина должна быть очищена от грязи и посторонних фракций;
- она нуждается и в дезинфекции. Для этого хорошо подходит известь гашеная;
- для повышения прочности раствор необходимо уплотнять (после заливки в опалубку или формы для блоков). Это позволит удалить из массы воздух и излишки влаги. Производится или машинками для вибропрессования, или лопатой, арматурой способом «протыкания» заливки;
- чтобы блоки не прилипали к «пеналу», необходимо внутренние стенки соответствующим образом подготовить. Они заранее отделываются пленкой, линолеумом, или обрабатываются отработанным машинным маслом перед заливкой очередной порции раствора;
- можно встретить рекомендации, что для арболита подойдет и цемент 200 или 300. Да, но если он «свежий» и блоки в дальнейшем не будут чрезмерно нагружены. Стоит учесть, что всего полгода хранения цемента снижают его основные характеристики примерно на 40 – 45%. Следовательно, «старый» М300 уже не будет таковым. Он может соответствовать по факту (зависит от условий хранения), например, М150. Поэтому рекомендация по маркам 400, 500 вполне уместна и дана не зря.
В Интернете можно встретить и много других рекомендаций по самостоятельному изготовлению арболитовых блоков, которые в основе своей схожи, а в нюансах различаются. Стоит понимать, что этот процесс – отчасти «творческий», экспериментальный. Поэтому сначала нужно попробовать готовить небольшой партией (опытной). Тогда и станет понятно, как лучше работать с ЭТИМ цементом, с ЭТИМИ опилками и так далее.