Маркировка электродов
Содержание:
- Маркировка сварочных электродов и их расшифровка
- Общее понятие электродов типа Э50А
- Назначение, характеристики
- Условное обозначение электродов МР 3 — пример полной расшифровк
- Виды электродов МР-3 и отличия друг от друга
- Отличительные особенности
- Характеристики электродов
- Производство электродов МР-3
- Известные производители
- По группе индексов
- Разновидности
- 2 Маркировка электродов и требования к ним
- Электроды МР — 3 технические характеристики
- Крепеж деревянных элементов на фасаде
- Сертификат качества
- Как обозначается вид в маркировке
- Сертификация качества
- Дальнейший уход за газоном
- Марки этого типа электродов
- Способы сваривания металлов
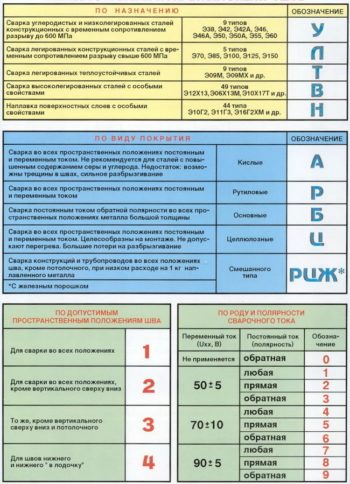
Маркировка сварочных электродов и их расшифровка
Чтобы разбираться в таком вопросе, как марка электродов, необходимо знать хотя бы несколько их значений. В каждой упаковке есть около 10-ти основных цветов с характеристиками согласно ГОСТу 9466-75. Маркировка электродов определяется по типам покрытых деталей для сварки.
Расшифровка электродов происходит по параметрам. В первую очередь необходимо смотреть на материал: высокопрочная сталь, большое количество углерода в материале, повышенный либо пониженный процент лигатура.
Кроме этого расшифровать электроды можно при помощи специально разработанной таблицы, где указывается, что электрод имеет символ «Э». После этого обозначения следуют цифры, указывающие на самое большое число допустимого напряжения при растягивании шва.
После цифр должно стоять индексирующее значение А. Оно, в свою очередь, показывает и обозначает максимальную устойчивость шва к перегрузкам, которые создаются в условиях пластичности либо ударности. К примеру, Э 52, Э 48, Э 70 и др.
Также стоит обратить внимание на термостойкий и высоколегированный материал с особо толстым покрытием, он также обозначается буквой «Э», однако ещё добавляется после цифры ещё информация, показывающая, что входит в состав материала. Маркировка сварочных электродов обозначается также и марками
Это специальное значение, которое зависит непосредственно от изготовителя детали
Маркировка сварочных электродов обозначается также и марками. Это специальное значение, которое зависит непосредственно от изготовителя детали.
Обозначения сварочных электродов.
При выборе необходимого элемента для сварочных работ стоит обращать внимание на диаметр детали, то есть толщину внутренних стенок детали. Его параметрами зачастую являются 1,5-12 миллиметров, однако в домашних условиях используются не больше 5 миллиметров
Следующим важным значением является его назначение. Существуют детали с углеродистой сталью, небольшим количеством примеси и прочностью на 60 кг/м2. Такие детали обозначаются символом «У». Те, которые имеют легированную конструкционную сталь и прочность больше 60 кг/м2 , обозначаются буквой «Л».
Детали, имеющие низкий коэффициент теплопроводимости, маркируются символом «Т». Буквой «В» обозначаются материалы с большим количеством примеси и индивидуальными особенностями, при которых процесс сварки проходит легче и быстрее.
Символ «Н» имеют назначение для наплавочных слоев, также с индивидуальными свойствами.
Обозначения толщины поверхности подразумевает взаимоотношение поверхности и внутреннего стрежня. При значении меньше 1, конструкция обозначается буквой «М», и считается тонко покрытой. Значением среднего слоя является 1-1,5 и обозначается с использованием символа «С».
Более толстые имеют значение 1,5-2 с маркировкой «Д». Самый толстый слой характеризуется соотношением больше 2-х и маркируется под символом «Г». Кроме этого в маркировке выделяют и полярность электродов.
К основным свойствам шва относят значения собственно детали, благодаря которому он был сварен, прочности, какой процент примеси находится в составе, рабочая температура шва и большое количество дополнительных показателей.
Более подробные обозначения и полный перечень особенностей можно отыскать в специализированных таблицах с предоставленной расшифровкой.
Кроме этого, выделяют смешанный вид, обозначающийся с помощью нескольких символов, в зависимости от содержания вещества.
Одной из последних маркировок является пространственной положение:
- любое направление;
- любое кроме вертикального с направлением к низу;
- нижнее с вертикальным;
- только нижнее.
Последнее обозначается от 1 до 4 в зависимости от направления.
Общее понятие электродов типа Э50А
Изделия марки Э50А предназначены для соединения плоских и профилированных деталей из конструкционных сталей и материалов с небольшим процентным содержанием легирующих элементов. Швы соответствуют повышенным требованиям по ударной вязкости и пластичности, инструмент допускает ведение сварочных работ в любом положении при подаче постоянного тока с обратной полярностью коммутации (отрицательный полюс оборудования подключен к заготовке). Не допускается сварка на вертикальных плоскостях в направлении сверху вниз.
В соответствии со стандартом требуется предварительная механическая очистка сопрягаемых кромок от налета грязи и ржавчины, следы масла необходимо смыть органическими летучими растворителями.
Сварка производится короткой дугой, для повышения качества шва рекомендуется прокалка электродов в электрической печи с термометром и регулятором нагрева на протяжении 60 минут при температуре +325°…+375°С.
Преимущества использования электродов:
- простота возбуждения и стабильное горение дугового разряда;
- сниженный уровень разбрызгивания металла (при соблюдении технологии);
- повышенная устойчивость наплавленного металла к образованию кристаллизационных трещин;
- пригодность для сварки деталей, работающих при знакопеременных циклических нагрузках;
- сниженное содержание примесей в материале шва.
Технические характеристики
Внешняя поверхность металлического стержня имеет монолитное покрытие основного типа из карбонатов и соединений на основе фтора. При горении электрической дуги внешний слой плавится и защищает расплав от проникновения газов и неметаллических соединений.
Электроды Э50А имеют монолитное покрытие из карбонатов.
Другие покрытия для электродов Э50А не используются.
Основные параметры:
- коэффициент наплавки — 9,5 г/А*ч;
- средний расход материала для получения 1 кг наплавленной стали — 1,5 кг;
- сопротивление разрыву полученного шва — 530 МПа;
- ударная вязкость при +20°С и -50°С — 140 и 34 Дж/см² соответственно.
Полученный слой наплавленного металла имеет следующий химический состав:
- углерод — не более 0,1%
- марганец — от 0,9 до 1,4%;
- кремний — от 0,25 до 0,5%;
- сера — не выше 0,03%;
- фосфор — не более 0,03%.
Производители выпускают электроды круглого сечения диаметром от 2 до 6 миллиметров, сила тока при сварке зависит от положения шва и сечения инструмента. Например, для габарита 2 мм и горизонтальной линии стыка необходимо подать 40-80 А, при потолочном расположении верхний предел снижается до 70 А (для уменьшения риска вытекания расплава из зазора между деталями). Электроды поставляются заказчикам упакованные в пачки весом от 1 до 5 кг с оболочкой из плотной бумаги, предотвращающей негативное воздействие атмосферного воздуха.
Назначение, характеристики
Электроды – наиболее важные элементы, применяемые при выполнении электродуговой сварки. Основное их предназначение – подведение тока в зону сварки. Производится огромное количество электродов, разделяемых на типы и марки, каждая из которых имеет свою узкую область применения.
При использовании электродов должны выполняться такие условия:
- стабильная дуга (или сварочное пламя), обеспечивающая создание высококачественного шва;
- равномерное плавление основания и обмазки;
- обеспечение требуемого химсостава стали в образованном шве;
- эффективность дуговой сварки при минимизации рассеивания металла;
- легкость отделения шлака;
- минимальная токсичность стержней при выполнении работ;
- сбережение химических, физических и технических параметров.
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Виды электродов МР-3 и отличия друг от друга
Электроды марки МР-3С, как и аналоги МР-3, служат для сварочных работ с созданием длинной дуги, возможностью осуществления коротких прихватов. Технический потенциал стержней обеспечивает оперативность работ, без затрат времени на предварительную подготовку обрабатываемых деталей. Заготовка может быть влажной, окисленной, грязной, с коррозийными проявлениями.
Все электроды марки МР-3мм подходят для сварки по зазорам. При этом сила рабочего тока должна быть минимальной, во избежание появления пористых участков поверхности. Кроме указанных разновидностей используется вариант МР-3М, отличительной особенностью которого является рутильно-ильменитовое напыление. Марка 3С имеет синий цвет, обработана ионизирующим составом.
Особенности конструкции стержней ориентированы на ускоренное образование сварочной дуги, возможность эксплуатации с источниками, выдающими минимальный ток.

Отличительные особенности
Сварочные электроды УОНИ-13/55 используются в ручной дуговой сварке при сооружении ответственных и особо ответственных конструкций из углеродистых и низколегированных сталей (48КС, 10ХСН2Д, 10ХСНД, 09Г2, Бст3, Ст3с и других марок). Возможно соединение толстых деталей, наплавка. В числе особенностей можно отметить следующие.
- Покрытие состоит из фтористых соединений и карбонатов – это дает легкий поджиг и высокую стабильность электродуги при сварке.
- Благодаря составу обмазки электроды обеспечивают наилучшую защиту сварочной ванны от атмосферных воздействий. Марка оптимально подходит для работы на открытом пространстве. Это делает ее особенно востребованной при сооружении и ремонте мостовых и трубных конструкций.
- Сварной шов имеет повышенную ударную вязкость и пластичность. Сваренные конструкции могут эксплуатироваться в северных широтах при низких температурах.
- В составе обмазки электродов содержится железный порошок, что позволяет компенсировать объемы разбрызганного или выгоревшего при сварке металла. Благодаря этому расход стержней этой марки в среднем на 10–15% ниже, чем у многих изделий других марок.
- Благодаря наличию в обмазке органических соединений она демонстрирует высокую стойкость к влаге и отсыреванию.
В результате сварки образуется ровный однородный шов без раковин и кристаллитных трещин, устойчивый к коррозии и механическим нагрузкам и имеющий более длительный процесс старения.
Характеристики электродов
Расходники изготавливаются из сварочной проволоки Св-08 или Св-08А (ГОСТ 2246-70). Ее длина составляет 45 см.
ГОСТ и другие требования
Необходимые технические характеристики и правила обозначения для электродов приведены в ГОСТ 9466-75 и 9467-75. Согласно этим документам, производитель обязан наносить маркировку на упаковку. Некоторые компании указывают ее и на самом изделии.
К какому металлу применяется
Расходники Э42 используются для сварки следующих видов сталей:
- углеродистой;
- низколегированной, например марок 09Г2 и 14Г2.

Расходники Э42 используются для сварки углеродистой стали.
Для работы с медью и прочими цветными металлами они не подходят.
Физические и химические свойства шва
Состав электрода и его покрытия должны обеспечить следующие показатели:
- Временное сопротивление разрыву — 42 кгс/кв. мм.
- Относительное удлинение — до 22%.
- Ударную вязкость (сопротивление хрупкому разрушению, хладноломкость) — 150 Дж/кв. см при +20°С и 35 при -40°C.
- Наплавочный коэффициент — 10 г/А*ч.
- Расход на 1 кг шва — 1,6 (кг).
Содержание химических элементов в стержне изделия:
- Углерод (C) — 0,08%.
- Марганец (Mn) — 0,7%.
- Кремний (Si) — 0,1%.
- Сера (S) — 0,035%.
- Фосфор (P) — 0,035%.

Сварочные электроды необходимы при создании конструкций из металла.
Рабочий диапазон температур — от -20°C до +20°C.
Для электродов менее 3 мм
Расход на 1 кг шва составляет 1,6 кг, а угол загиба — 150°.
Доля химических элементов в металле шва или наплавке:
- серы — не более 0,04%;
- фосфора — до 0,045%.
Временное сопротивление разрыву — 42 кгс/кв. см.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Известные производители
Крупнейшими изготовителями сварочных электродов, в т.ч. типа Э42, являются:
- ООО «НПО Спецэлектрод».
- ЛЭЗ.
- СЗСМ.
- ОАО «Лосиновский электродный завод».
- ООО «Уральский электродный завод».
- ПАО «Плазматек».
- «Хобэкс».
- Monolith.
- «Мост».
- Esab.
- Kobleco.
- Linkoln Electric.

Известные производители сварочных электродов.
История каждого предприятия насчитывает десятки лет. Ведутся научно-исследовательские работы в лабораториях, результатом которых становится появление новых, более эффективных стержней и обмазок. Постоянно обновляется парк оборудования, в т. ч. используемого для контроля качества. Благодаря этому почти 100% брака выявляется до отправки продукции в магазины.
Часть компаний, например «НПО Спецэлектрод», берутся за выполнение индивидуальных заказов с характеристиками, которые предоставит покупатель.
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Разновидности
Электроды марки УОНИ бывают четырех типов:
- 13/45
- 13/55
- 13/65
- 13/85
Электроды УОНИ 13 45 можно использовать для сварки стальных деталей. Варить можно любую сталь с любым составом. Также такие электроды подходят для работы с литьем. Получаемые швы отличаются особой прочностью и пластичностью. В отличие от других типов УОНИ в состав 13/45 входит молибден и никель.
Сварочные электроды УОНИ 13 55 — хороший выбор, если вы варите низколегированную высокоуглеродистую сталь. Варить можно в любом пространственном положении. Исключение — сварка сверху-вниз при стандартных настройках (обратная полярность + постоянный ток). Покрытие основное, поэтому дуга горит не очень устойчиво (по сравнению с рутиловым покрытием). Но несмотря на это шов получается вполне качественным, отличается особой стойкостью к образованию трещин.
Скорее всего, вы не будете варить электродами УОНИ 13/65, если вы новичок. А все потому, что они предназначены для работы с особо ответственными конструкциями. Можно варить во всех пространственных положениях. При этом качество шва все-таки лучше, чем у остальных разновидностей электродов УОНИ.
Сварка электродами УОНИ 13/85 оправдана только при работе со сверхпрочной легированной сталью. В остальных случаях эти электроды не будут ничем отличаться от остальных. Возможна сварка в любых пространственных положениях.
2 Маркировка электродов и требования к ним
Итак, электроды делятся на плавящиеся и неплавящиеся. К первому типу относятся стальные, медные, чугунные и бронзовые изделия, имеющие дополнительное покрытие. Существуют также плавящиеся непокрытые элементы, но их в основном используют только в качестве проволоки для сварочных работ с применением защитных газов. Неплавящимися видами электродов являются вольфрамовые, торированные и лантанированные.
Кроме того, разделяются они и по виду покрытия. Если маркировка электродов для сварки содержит букву А, то значит, покрытие кислое, и такое изделие не рекомендуется использовать для работ со сталями, имеющими повышенное содержание углерода и серы. Что же насчет пространственного положения, так оно допускается любое, кроме вертикального, когда подносится электрод сверху вниз. К дефектам относится чрезмерное разбрызгивание и возможность образования трещин в шве.
Оснóвное покрытие обозначается буквой Б, ими так же, как и предыдущими, запрещается варить в вертикальном положении. Аналогичный запрет по способу сварки имеют и рутиловые покрытия (Р). Буква Ц соответствует целлюлозному, такие электроды отлично себя ведут в абсолютно любом положении, но их недостатками можно назвать разбрызгивание и необходимость следить, чтобы не было перегрева. Последний тип АЦ, РБ – смешанные, нашедшие свое применение для сварки трубопроводов и различных конструкций. Запрещенным для них является потолочное положение.
Разобравшись с тем, что представляют собой данные элементы и из чего состоят, стоит немного уделить внимания и требованиям, которые предъявляются к ним. Так, сварочный электрод в обязательном порядке должен обеспечивать устойчивое горение дуги, благодаря чему металл будет плавиться равномерно. Также полученный шов должен иметь заданный химический состав, который определяется в зависимости от условий эксплуатации детали и состава металла свариваемых изделий.
Производительность должна быть максимальной, а разбрызгивание, выделение угарного газа и токсических веществ, наоборот, минимальными. Необходимо чтобы шлаковая корка легко отделялась от шва. Кроме того, должны быть достигнуты требуемые механические свойства, а также износостойкость и устойчивость к столь вредной коррозии. Теперь же рассмотрим другие особенности маркировки.
Электроды МР — 3 технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Как определить качественные электроды уони
О том как отличается качество одних и тех же электродов зависимости от производителя который прошел проверку и который просто их делает по госту.
К одним и тем же электродам предъявляются разные требования при изготовлении и использование материалов при изготовлении.
ГОСТ и аттестованные НАКС (Национальное Агентство Контроля и Сварки).
Сравним электроды очень похожие друг на друга, но с разным качеством. (Качество отличается довольно сильно как и цена)
Для сравнения цены в Яндекс магазине и по уони и уонии. Как видите разница ощутима довольно сильно.
Ссылка на доклад в pdf (Открыть)
Вам поможет страница расшифровка электродов для полного уточнения до каждой буквы и цифры УОНИИ -13.
Если остались вопросы или желаете дополнить этот материал напишите нам через форму обратной связи расположенной на странице вопросов ответов.
Если у вас есть желание купить качественные сварочные электроды это можно сделать через страницу контакты
Это интересно: Флюс для пайки — какой паяльный флюс лучше, назначение
Крепеж деревянных элементов на фасаде
Облицовка фасада дома деревом может происходить разными способами. Метод выбирается в зависимости от используемого вида обшивки, особенностей поверхности и личных предпочтений владельца. Выделяют открытый и закрытый способы.
| Закрытый | Открытый |
| Используется чаще всего. Для такого метода потребуются специальные крепежи, которые монтируются на внутреннюю часть обшивки из дерева. Наиболее распространены кляймеры, ключи и змейки. Они предварительно уже обработаны специальными составами, что исключает появление коррозии. | Используются такие метизы как гвозди, шурупы и саморезы. Крепятся они снаружи в предварительно подготовленные в дереве и заделанные шпаклевкой отверстия. Это позволит исключить дальнейшее растрескивание дерева. Шпаклевку можно заменить заглушкой из аналогичного материала. |
Сертификат качества
Законодательство РФ требует получать данный документ только на электроды, предназначенные для работ:
- На флоте. Сертификаты выдаются речным и морским регистрами.
- На опасных производствах. Бумаги выдаются Ростехнадзором.
Сертифицировать электроды общего назначения производителей не обязывают. Но многие делают это по собственной инициативе с целью убедить покупателя в высоком качестве своих изделий. Перед приобретением расходников рекомендуется поинтересоваться у продавца, оформлен ли на них сертификат. Его наличие послужит основательным аргументом в пользу приобретения данной марки.

Сертификат на электроды.
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Сертификация качества
Электроды, предназначенные для промышленного применения или для соединения ответственных конструкций, подлежат обязательной сертификации.
Электроды подлежат обязательной сертификации.
Официальный документ на территории РФ выдается Национальным Агентством Контроля Сварки (НАКС) производителям инструментов и имеет ограниченный срок действия (3 года).
В документе указываются:
- тип аттестации (первичная или периодическая);
- марка и диаметр электродов;
- методики тестирования и дополнительная информация.
При оформлении сертификата контролирующий орган получает тестовую партию электродов и проводит сварочные работы с последующим разрушающим контролем шва. Полученные результаты подтверждают соответствие продукции стандартам, при отклонении параметров свидетельство не выдается. Наличие сертификата позволяет использовать электроды для сварки ответственных конструкций, но в случае повреждения шва из-за недостаточной прочности металла шва производитель несет материальную и уголовную ответственность в соответствии с законодательством РФ.
Дальнейший уход за газоном
Марки этого типа электродов
Электроды типа Э50А включают в себя большое количество марок и модификаций. Они имеют похожие характеристики и незначительные отличия. Наиболее известными и распространенными являются электроды Э50А УОНИ 13/55.
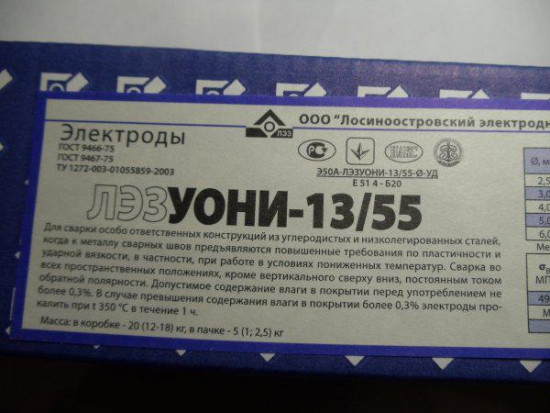
Каждая буква в аббревиатуре «УОНИ» имеет свое значение. Буква «У» означает, что это электрод универсального назначения. «О» — это обозначение основного вида покрытия электрода. «Н» означает научно-исследовательский, «И» — институт, а следующая за ними цифра «13» — это номер института. Речь идет об институте, где в сое время были разработаны эти электроды.

Этот вид электродов обладает повышенными качествами. Этому способствуют механические свойства металла образуемого шва и химический состав наплавленного металла. Все виды марок этого типа удовлетворяют требования ГОСТа 9467-75. Они находят применение в таких областях, как судостроение, энергетика, атомная промышленность.

При сварке ответственных конструкций желательно иметь оформленный официально сертификат качества. Этот документ дает гарантию, что выпускаемая продукция соответствует всем требованиям, и с помощью этого вида электродов можно получить качественный результат.
Популярными производелями таких электродов являются такие заслуженные предприятия, как «ЛЭЗ», «СпецЭлектрод», «СЗСМ».
Способы сваривания металлов
Самый распространённый вариант соединения металлических деталей — это дуговая сварка, когда скрепление происходит за счёт плавления под воздействием высокой температуры электрической дуги. По типу применяемого оборудования, условиям проведения процесса, другим техническим признакам различают следующие разновидности способов:
- степень механизации производства дуговой сварки — ручная и автоматическая;
- характер ограждения места стыковки: под флюс, в защитном газе, на открытом воздухе;
- род электрического тока — переменный или постоянный;
- оборудование: трансформаторы и сварочные инверторы;
- разновидность газа, применяемого для защиты;
- полярность — обратная или прямая;
- вид электродов для сварки: плавящиеся, несгорающие и другие.
https://youtube.com/watch?v=Rfzmj4tvw1k
Соединение посредством ручного дугового метода осуществляется стержнями разных типов и производится под флюсом, защитным газом. Особенность способа заключается в том, что сварщик по ходу работы отслеживает качество шва и имеет возможность изменить параметры: величину тока, длину дуги и другие составляющие факторы.