Ручная дуговая сварка: что такое, виды сварочных аппаратов mma, как выбрать, лучшие модели
Содержание:
- Процесс сварки
- Способы соединения проводов
- Сварка неповоротного вертикального стыка
- Понос у кроликов: причины диареи, что делать и чем лечить
- Подготовка к свариванию
- Преимущества и недостатки блоков
- 4.Как варить трубы электросваркой покрытым электродом.
- Литература
- Виды уплотнителей для металлических дверей по материалу изготовления
- Принципы классификаций, обзор
- Дуговые способы
- Результаты расчетов
- Немецкие модели Грое
- Классификация видов сварки металлов по технологическим признакам
- Как получить хороший шов без непроваров и пористости?
- Схема электропроводки в квартире: разводка электрики для разных помещений
- Принадлежности сварщика
- Характеристики электродов
- Выбор кухонного гарнитура, мебели
- Постановка задачи обогрева палатки для рыбалки зимой
- Сущность сварочного процесса
- Зажег дуги
- Виды и характеристика покрытых электродов
- Модульная конструкция
- Особенности и типы
Процесс сварки
Вне зависимости от количества видов сварки существуют 3 основных этапа процесса сварки, присущей всем технологическим разновидностям, это:
- Формирование контакта;
- Образование связи;
- Создание шва.
Формирование контакта
Формирование контакта происходит в результате доведения металла до температуры плавления или кипения, главное не перепутать сварочную ванну с плавкой железа.
Образование химической и металлической связи
Второй, наиболее важный шаг – образование сварочной ванны, она всегда выглядит одинаково вне зависимости от вида сварки. Ванна возникает в результате сплавления металла и вспомогательного материала, к примеру электрода под воздействием, температуры, на вид как белое пятно. От ширины и длины этого пятна зависит качество шва.
Создание и типы прочного соединения
Основными качественными характеристиками швов являются их ширина и высота.
По типу соединения выделяют (самые распространенные):
- стыковые – детали в одной плоскости (сваривают трубы, листы и тд).
- нахлесточные – детали располагаются параллельно, только одна идет внахлест к другой (сваривают листы, толщина которых не более 12 мм).
- торцовые – сваривают 2 торца элементов.
- угловые – элементы располагаются под углом друг к другу.
Способы соединения проводов
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ — диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов — «замковое» соединение — зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки — на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак — остыть. | |
|
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Понос у кроликов: причины диареи, что делать и чем лечить
Подготовка к свариванию
Задаваясь целью как научиться правильно варить дуговой сваркой следует понимать, что безопасность и эффективность сваривания во многом зависит от подготовительного процесса. Приступать к сварным работам следует только после подготовки сварочного аппарата:
- необходимо проверить частоту электротока и напряжение, показания в рабочем аппарате и в сети должны быть одинаковыми;
- номер электрода подбирать нужно с учетом мощности оборудования;
- клемму заземления обязательно необходимо надежно зафиксировать;
- проверить все соединения, целостность изоляции кабеля;
- электрод поместить в держатель и проверить прочность его фиксации.
Подготовить нужно также свариваемую поверхность. Ее нужно тщательно очистить от ржавчины, следов масла и других загрязнений. Если этого не сделать, то сварочный шов будет с дефектами.
На целостность проверяются и электроды
Важно чтобы покрытие было без сколов и трещин. Нередко требуется сперва прокалить или просушить электроды и только потом вставлять в держатель аппарата
Преимущества и недостатки блоков
Каждый стеновой материал отличается своими преимуществами и недостатками, которые оказывают влияние на область их использования и эксплуатационный срок здания.
Шлакоблок
Специалисты сходятся во мнении о том, что шлакоблок давно устарел и все реже используется в строительстве.
Ведь он обладает рядом недостатков:
- низкая экологичность;
- низкая морозостойкость;
- слабое водопоглощение.
Разнообразие форм и цвета шлакоблока
Они существенно сокращают срок полезной эксплуатации здания.
А преимуществами можно назвать:
- низкую цену;
- и легкий вес.
Сегодня производители предлагают его заменитель – керамзитобетонный блок, который намного превзошел шлакоблок по своим характеристикам.
Шлакоблоки: плюсы и минусы материала
Керамзитоблок
Рассмотрим преимущества, которыми обладают пеноблоки или керамзитобетонные блоки:
- Характеризуется большой прочностью в сравнении с другим сырьем, а так же большой морозостойкостью, что вместе является весьма существенным преимуществом. Ведь здание из такого строительного материала будет иметь большой срок службы и высокую надежность своей конструкции;
Добротный дом из керамзитобетонных блоков
- Имеет самый низкий показатель водопоглощения, поэтому не требует особенного ухода и довольно стоек к атмосферным осадкам;
- У подобных блоков довольно низкая цена, что существенно влияет на объем спроса на этот материал со стороны промышленного и частного строительства;
- У него абсолютно отсутствует склонность к усадке после монтажа, поэтому на таких стенах не возникают трещины и сколы. А геометрия стен стойка к изменениям;
- Помещениям из керамзитобетонных блоков не характерные резкие перепады температуры, что повышает комфорт жизни в них.
А среди недостатков можно назвать:
- неидеальную геометрию;
- и вес.
4.Как варить трубы электросваркой покрытым электродом.
1.Режимы:
- Род и полярность тока зависит от толщины стенки трубы, марки стали и марки покрытого электрода.
- Сварочный ток определяется толщиной электрода. Чтобы его рассчитать, надо диаметр электрода умножить на (30-40). Полученное число будет равняться сварочному току в амперах.
- Напряжение на дуге определяется ее дугой. Оптимальная длина дуги находится в диапазоне от половины диаметра электрода до полного диаметра электрода плюс 1.
- Скорость сварки сварщик выбирает в зависимости от геометрических размеров шва.
3.Поворотные стыки:
- При сварке стыков во вращателях скорость вращения изделия должна равняться скорости сварки.
- Положение сварочной ванны, наиболее удобное для формирования шва, находится не в самой верхней точке стыка, а в точке, отстоящей от вертикали на 30-35 градусов в сторону, противоположную вращению.
- Если применение вращателей нецелесообразно или их нет, свариваемые стыки надо поворачивать на углы 60-110 градусов. Благодаря этому, шов формируется в самом удобном, нижнем положении.
- трубы с поворотом на 180 градусов сваривают в три приема:
- сначала в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу одни или двумя слоями;
- затем переворачивают трубу на 180 градусов и сваривают оставшуюся часть стыка на всю толщину;
- затем трубу еще раз поворачивают на 180 градусов и проваривают оставшуюся разделку.
Сварка неповоротных стыков:
Вертикальные неповоротные стыки варятся в два приема. Периметр стыка условно делится вертикальной осевой линией на два участка. Каждый из них имеет три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали.
Нижним положением – участок, занимающий тоже примерно 20 градусов от верхней точки детали. Между этими положениями располагается горизонтальное положение. Сварка начинается с потолочного положения и заканчивается нижним (т. е. ведется с крайней нижней точки детали к крайней верхней).
Каждый участок варится короткой дугой, равной половине диаметра электрода. Перекрытие швов (замок) зависит от диаметра детали и может составлять от 20 до 40 мм. Начинать сварку надо «углом назад», а заканчивать «углом вперед».
Горизонтальные неповоротные стыки варятся «углом назад». Наклон электрода относительно вертикальной оси должен составлять 80-90 градусов. Варить надо средней дугой.
Литература
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
- Волченко В. Н. Сварка и свариваемые материалы т.1, 2. -M. Металлургия. 1996
- Cary, Howard B.; Helzer, Scott C. (2005), Modern Welding Technology, Upper Saddle River, New Jersey: Pearson Education, ISBN 0-13-113029-3
- Jeffus, Larry (1999), Welding: Principles and Applications (4th ed.), Albany, New York: Thomson Delmar, ISBN 0-8273-8240-5
- Lincoln Electric (1994), The Procedure Handbook of Arc Welding, Cleveland, Ohio: Lincoln Electric, ISBN 99949-25-82-2
- Weman, Klas (2003), Welding processes handbook, New York: CRC Press, ISBN 0-8493-1773-8
Виды уплотнителей для металлических дверей по материалу изготовления
Принципы классификаций, обзор
Классификация способов дуговой сварки.
Классификация видов сварки проводится по самым разным критериям, они аккуратно укладываются в смысловые рамки. Какие критерии самые важные? Пройдемся по некоторым, для начала лучше увидеть общую картинку.
Сколько видов сварки существует на сегодняшний день? Можно назвать цифру 150 со словом «около». Можно 250. Но цифры называть не советуем. Пока вы читаете эту статью, число видов может измениться – технологии на месте не стоят. А вот какая бывает сварка по материалам, физическим процессам, популярности, способам управления – говорить нужно, это как раз те самые принципы классификации, которые нам нужно понимать.
Пример простой понятной классификации по источнику энергии в сварке:
- электрический ток;
- электрическая дуга;
- трение;
- газовое пламя;
- лазерное излучение;
- электронный луч;
- ультразвук.
Еще один пример списка по типу сварочных швов. Их много, целые гроздья разных видов:
- стыковые, угловые швы – по соединению краев;
- по форме, длине – швы горизонтальные, вертикальные, кольцевые, прямолинейные, прерывистые, сплошные, длинные, короткие, средние;
- по виду используемого материала – швы для стали, цветных металлов, биметаллов, полиэтилена и др.;
- по объему наплавливаемого металла – усиленные, ослабленные, нормальные швы;
- по форме – продольные, поперечные швы;
- по количеству наложения слоев – сплошные, прерывистые, прихваточные, многослойные.
«Швейный» список можно продолжить, но нам важно понять общие принципы, поэтому заканчиваем с лирикой, двигаемся к главным способам
Дуговые способы
Выше мы разбирались с основными понятиями и физикой дуги (знаменитая РДС – ручная дуговая, абсолютный чемпион по популярности).
Но классификация способов сварки – дело строгое, поэтому представляем виды дуговой сварки отдельно взятым семейством:
Строение и свойства электрической дуги.
Ручные дуговые:
- РАД – ручная аргонодуговая неплавящимся электродом;
- РАДН – ручная аргонодуговая наплавка.
Автоматические способы дуговых:
ААД, ААДН, АЛСН, АППГН и т.д. – обширная семья способов с применением либо электродов (плавящихся и неплавящихся), либо проволок, либо порошковых проволок. Варить можно с газом и без.
Дуговые под флюсом:
- знакомая нам АФ, автоматическая дуговая под флюсом;
- различные приварки, наплавки с ленточными или проволочными электродами;
- механизированная дуговая.
Дуговые с покрытыми электродами:
- вот где правильное место для народной чемпионки РДС;
- ручная дуговая наплавка;
Механизированные дуговые:
МАДП, МПГН, МСОД и т.д. – многочисленная «механическая» семья.
Результаты расчетов
Крыша:
Угол наклона крыши: градусов.
Угол наклона подходит для данного материала.
Угол наклона для данного материала желательно увеличить!
Угол наклона для данного материала желательно уменьшить!
Площадь поверхности крыши: м2.
Примерный вес кровельного материала: кг.
Количество рулонов изоляционного материала с нахлестом 10% (1×15 м): рулонов.
Стропила:
Нагрузка на стропильную систему: кг/м2.
Длина стропил: см.
Количество стропил: шт.
Немецкие модели Грое
Популярной и востребованной является инсталляция Грое. Предлагаемая немецким производителем система представлена несколькими моделями, поэтому может выбираться инсталляция Грое в комплекте с унитазом, дополняющим устанавливаемое биде. Можно также рассмотреть такое решение, как подвесной унитаз с функцией биде, позволяющий решить проблему функциональности и максимально сэкономить место.
Инсталляция с унитазом Grohe на первый взгляд кажется замысловатой и сложной в монтаже конструкцией, но на самом деле ее установка не вызывает трудностей. При этом допускаются комбинации фирменной конструкции и унитаза или биде другой марки. Инсталляция унитаза Grohe характеризуется следующими качествами:
- Универсальность;
- Высокая прочность и длительный срок службы;
- Обеспечение экономии воды;
- Наличие миниатюрного ревизионного окошка на бачке;
- Отсутствие шума при работе.
Единственным недостатком, который имеет инсталляция для унитаза Грое, является ее высокая стоимость (в зависимости от модели цена превышает 10 тысяч рублей).
Классификация видов сварки металлов по технологическим признакам
Специалисты компании «МЕТАЛЛ-ЭНЕРГИЯ» выполняют сварку металлоконструкций всеми наиболее распространенными методами. Предлагаем следующие виды сварки металла: дуговая или электродуговая (ЭДС) и газовая.
Наиболее распространенным видом сварки является дуговая сварка в среде защитных газов. Этим методом можно соединять вручную, автоматически или полуавтоматически в различных пространственных положениях разные металлы и сплавы толщиной от десятых долей до десятков миллиметров.
Сущность способа. При дуговой сварке в зону дуги через сопло непрерывно подается специальный защитный газ. Основной металл расплавляется теплотой дуги и, если выполняют сварку плавящимся электродом, расплавляется и электродная проволока. Расплавленный металл сварочной ванны, кристаллизуясь, формирует шов. При сварке неплавящимся электродом электрод не расплавляется, а расход его вызван частичным оплавлением или испарением металла при повышенном сварочном токе.
Формирование сварочного шва происходит за счет расплавления кромок основного или дополнительно вводимого присадочного металла. Активные (кислород, водород, углекислый газ и азот), а также инертные (гелий и аргон) газы, а также их смеси (Аr+О2; Аr+Не; СО2+О2; Аr+СО2 и др.) применяют как защитные газы.
Защитный газ, по отношению к электроду, можно подавать сбоку или центрально. При больших скоростях сварки плавящимся электродом, когда при центральной защите из-за обдувания газа неподвижным воздухом надежность защиты нарушается, газ подают сбоку. При сварке качество сварного шва могут резко ухудшить ветер или сквозняки, сдувая струю защитного газа. Иногда, используют спецзащиту двумя концентрическими потоками газа, особенно при сварке вольфрамовым электродом, для получения необходимых технологических свойств дуги, и с целью экономии дорогих и дефицитных инертных газов.
Как получить хороший шов без непроваров и пористости?
Наклон и направление движения электрода влияют на пористость сварного шва. Также на пористость оказывают влияние:
• Различные технические загрязнения: масло, грязь, остатки лакокрасочных покрытий, веществ химического происхождения ржавчина и т.д.;
влажные электроды;
• Сила тока, слишком длинная дуга, скорость движения электрода.
Как нужно вести электрод, чтобы снизить пористость?
Расположите его под углом 45 градусов к плоскости детали и ведите его от себя – вперед, одновременно совершая круговые движения (по спирали или одним из указанных выше способов). Электрод прогревает изделие, образуется «правильная» сварочная ванна, которая остается чистой де-факто после остывания.
Если вести электрод на себя, то есть назад, теплопередача будет направлена не на изделие, а на ванну, соответственно, увеличивается вероятность образования дефектов.
Причины непроваров
Непроваром у сварщиком называется отсутствие сплавления кромок на некоторой глубине шва. Непровар также может быть технологическим, если невозможно обеспечить сварку определенной области соединения из-за конструктивных особенностей детали.
Какие могут быть причины данного дефекта:
• малый ток для конкретной толщины и массы;
• Нет зазора между деталями, не снята кромка (отсутствуют фаски).
Чтобы сварить металл от 4 мм и выше, нужно обязательно разделывать кромки. Если речь идет о сварке труб с толщиной стенки выше 4 мм, нужно делать V-образную разделку для получения полного провара и небольшой зазор (достаточно, чтобы вставлялась спичка).
Читайте статью «Как варить трубы электросваркой»
И в заключение хотелось бы отметить, что мастерство сварщика состоит в том, чтобы соблюдать нормы производства и производить качественные сварочные соединения путем плавления.
Так как рекомендации написаны для неопытных сварщиков, мы не стали заострять внимание на вопросах предварительной подготовки материалов, деталей и изделий, а так же на том, как учитывать деформации в шве, хотя это очень важно знать. Изучите государственные стандарты Российской Федерации и Европейского Союза, которые указаны в разделе «» данной статьи, они Вам очень помогут в работе!
Изучите государственные стандарты Российской Федерации и Европейского Союза, которые указаны в разделе «» данной статьи, они Вам очень помогут в работе!
Схема электропроводки в квартире: разводка электрики для разных помещений
Принадлежности сварщика
Молоток для отбивания шлака — такой себе небольшой молоточек, лёгкий и удобный в работе, с одной стороны которого имеется заостренный конец. Как раз острым концом и удобно отбивать шлак с металла во время сварки, особенно, если его очень много.

Щетка по металлу — куда же без щетки по металлу, поверхность которого должна быть очищена от грязи и ржавчины перед сваркой. От правильности подготовки металлических поверхностей, зависит качество сварочного шва и успех проделанной работы.
Шаблон сварщика УШС — предназначен для контроля над различными элементами электросварки, например, измерения глубины дефектов, высоты сварочного шва, а также многого другого.
Болгарка — угловая шлифовальная машина не относится к инструментам сварщика, однако, мало какой сварщик, способен обойтись в работе без неё. Резка металла, удаление окалин и шлифовка сварных швов, вот только малый перечень тех работ, которые выполняет сварщик с помощью болгарки.
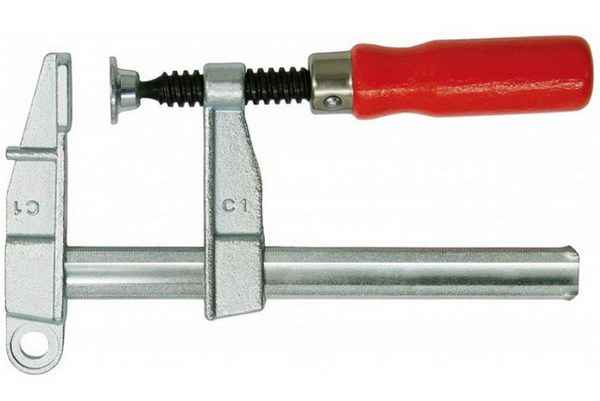
Струбцины — тут все понятно, и струбцины используются сварщиками для того, чтобы зафиксировать, какие-либо элементы металлоконструкции при сварке. Не у всех сварщиков есть помощники, поэтому струбцины являются незаменимым инструментом во время проведения сварочных работ.
Характеристики электродов
Для электродов подбирают специальные материалы стержня и обмазочного слоя, содержащего шлакообразующие, стабилизирующие и другие вещества.

Назначения покрытия следующие.
- Производство шлака, который обволакивает сварочную ванну и расплавленные капли металла, предохраняя их от окисления кислородом воздуха и влияния паров воды.
- Образование защитного газа, образующегося при сгорании органической составляющей покрытия.
- Выполнение раскисления металла шва. Кроме того, в обмазке могут находиться легирующие добавки, переходящие из шлака в капли металла.
Электроды для ручной дуговой сварки имеют определенный тип, соответствующий заданным механическим характеристикам наплавленного металла. Буква Э с числом в обозначении его типа указывает на величину временного сопротивления (кг/мм2). Наличие буквы А характеризует высокие пластичность и ударную вязкость.
Выбор кухонного гарнитура, мебели
Постановка задачи обогрева палатки для рыбалки зимой
Сущность сварочного процесса
От правильности действий и умений человека непосредственно зависит, насколько надежным и качественным будет сварное металлоизделие. Поэтому в первую очередь следует изучить основы дуговой сварки.

Место, в котором происходит соединение электрода с металлом называют сварочной ванной. Перед тем как варить дуговой сваркой необходимо знать параметры ванны. Стандартные размеры следующие:
- 5-6 мм — глубина;
- 10-32 мм — длина;
- 7-15 мм — ширина.
Это условные параметры, конкретные размеры зависят от формы кромок соединяемых элементов, режима сварки, скорости движения электрода и других факторов.
Чтобы четко понимать, как правильно варить дуговой сваркой начинающим мастерам сперва необходимо досконально разобраться в происходящих при сваривании процессах:
- электрическая дуга возникает в момент, когда электрод соприкасается с металлической поверхностью;
- металл вместе образования дуги расплавляется;
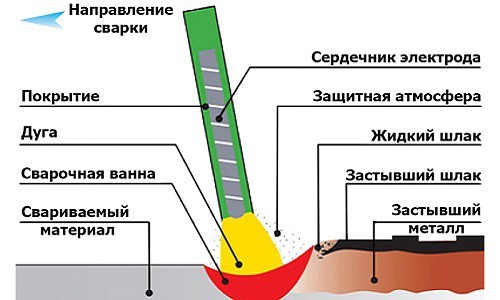
- одновременно с металлом сам электрод также плавится и при этом расплавившиеся частички перемещаются в сварную ванну;
- плавке подвергается и защитное покрытие электрода. Оно образует газовое облако, которое защищает ванну от воздействия кислорода и обеспечивает поддержание необходимой для плавления металла температуры в месте сварки;
- в процессе сварки образуется шлак, который также способствует подержанию оптимального температурного режима и не допускает перегревания сварной ванны;
- сварочный шов образуется в результате движения электрода и перемещения ванны;
- после остывания металла на соединении остается шлаковая корочка, которую с помощью молотка необходимо аккуратно отбить.
Если вы никогда ранее не видели держатель электрода и общие понятия сварочного процесса вам незнакомы, то следует пройти уроки дуговой сварки, которые в открытом доступе есть в интернете на многих сайтах.
Обратите внимание! Только при наличии двух проводящих ток элементов с противоположными зарядами возможно возникновение электрической дуги. Такими элементами являются металл и электрод
Начинающим мастерам лучше всего использовать стандартный электрод, у которого центральный элемент выполнен из металла.
Зажег дуги
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ — чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.
Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка — оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
Виды и характеристика покрытых электродов
Элемент имеет вид металлического стержня с покрытием. Для обмазки его поверхности используют порошок из смеси разных составляющих. Технологические качества покрытого электрода зависят от состава покрытия и качества его нанесения.
Стержни классифицируют по нескольким признакам.
По назначению:
- У – для соединения углеродистых и низколегированных сталей.
- Л – конструкционных сталей с легирующими добавками.
- Т – легированных теплоустойчивых сталей.
- В – высоколегированных сталей со специфическими свойствами.
По толщине обмазки: тонкая, средняя, толстая и особо толстая.
По видам покрытия:
- А – кислое;
- Б – основное;
- Ц – целлюлозное;
- Р – рутиловое.
Кислые (А)
Содержат:
- руды и материалы с большим содержанием кислорода (гранит, гематит) – обеспечивают шлаковую защиту;
- ферросплавы – восстанавливают железо из оксидов и удаляют кислород;
- примеси органической природы (декстрин, крахмал) – газовая защита.
Не применяется в стесненных условиях.
Основные (Б)
В состав обмазки входят:
- ферросплавы;
- фтористокальциевые соединения.
Основные электроды используют для сварки конструкций ответственного назначения из легированных и низкоуглеродистых сталей и деталей с большим сечением.
Содержат:
- оксицеллюлозу;
- ферросплавы;
- рутил.
Их часто применяют для соединения стыков трубопроводов.
Рутиловые (Р)
В состав входят:
- рутиловый концентрат (оксид титана);
- карбонаты кальция (мусковит, мрамор, тальк, магнезит, целлюлоза, ферросплавы).
Модульная конструкция
Особенности и типы
Сварка — процесс получения неразъемных соединений. Достигают этого, нагревая металл посредством электрического тока. Выделяются такие типы электродуговой сварки:
- Ручная.
- Автоматическая.
- Полуавтоматическая.
Первый вариант наиболее распространенный. Сварщиком подбирается необходимый рабочий режим, весь процесс контролируется им самостоятельно. Если используется полуавтомат, сварочную проволоку подает специальное устройство. Автоматизация соединения металла позволяет получить высококачественные изделия. Все процессы выполняются сварочным аппаратом. Материалы расплавляются под действием высоких температур на поверхность. Во многих случаях она достигает 5000 градусов Цельсия. В зависимости от источников тока сварка производится посредством как постоянного, так и переменного тока с прямой или обратной полярностью.
Обязательный атрибут подобных работ — аппарат для сварки. В последнее время все чаще используются агрегаты инверторного типа. Они отличаются компактностью и простотой использования. В отдельных случаях пользуются трансформаторами и выпрямителями. Для ручной электродуговой сварки (как и любой другой) понадобятся электроды или проволока. Они могут быть плавящимися либо неплавящимися. Процесс происходит таким образом, чтобы работник мог видеть процесс горения дуги, и лишь в отдельных случаях процесс будет полностью закрытым. Цветные металлы такие как медь и алюминий соединяют, используя защитные газы (речь идет преимущественно об аргоне и углекислом газе).
https://youtube.com/watch?v=0LpV4CBdbaM
Ручная электродуговая сварка
Трубы преимущественно соединяются в ручном режиме. Материалы плавятся под воздействием дуги, образованной между электродом и изделиями. Технология электродуговой сварки определяется в зависимости от опыта сотрудника. Решающее значение отводится подготовительному этапу. Начинают с организации рабочего места (поста). Там размещают сам агрегат вместе с дополнительными материалами и инструментами. Недалеко от поста — источник тока. Перед началом работ приступают к подготовке металлических поверхностей.
Необходимо провести комплексную очистку. Делают ее, используя ветошь и металлическую щетку
Важно правильно подобрать комплект электродов и настроить режим работы. Рекомендуется приобрести комплект со специальным покрытием для получения действительно надежных швов
Толщину подбирают в зависимости от характеристик металла — если его толщина составляет 1−2 мм, то у электрода должно быть 2−3 мм и так далее.
Сама технология отличается простотой: электрическую дугу зажигают сразу после того как электрод прикоснулся к поверхности изделия. Затем быстро отводят рукоять назад на пару миллиметров. Передвижения совершают в зависимости от того, какие швы необходимо получить (вертикальные, горизонтальные, по окружности — при работах с трубопроводами). Если требуется вертикальный шов, рукоять ведут снизу до верхней части, не оставляя при этом непроваренных мест. Стоит совершать небольшие колебательные движения по сторонам.
В идеале дуга должна гореть постоянно, а перерывы — только для смены электрода. Ближе к концу шва потребуется задержка на считаные секунды для предотвращения появления дефектов (трещин) в кратерной зоне.
С применением полуавтоматов
Данной тип занимает особое место среди подобных работ. Может применяться защитный газ. Если его нет, пользуются специальной флюсовой проволокой. Она постепенно плавится, и в зону работ попадает содержимое. Результат плавления флюса — формирование газового облака, препятствующего окислению металлов. Главное достоинство — нет необходимости покупать газовые баллоны.
Защитные газы гарантируют надежность швов, дают возможность отслеживать процесс. Устройство полуавтомата составлено из таких элементов как:
- Горелка.
- Устройство, отвечающее за подачу проволоки.
- Редуктор.
- Шланг.
Перед началом обязательно проводят очистку поверхностей. Затем сварщик занимается организацией заземления, после проверяет напряжение электросети. Далее — настройка режима, который зависит от типа металла и его толщины.
Нельзя забывать о технике безопасности. Вне зависимости от разновидности работ сотрудник должен пользоваться защитной маской либо щитком. Оборудование нельзя переносить, придерживая только за шланг. Под ногами помещают диэлектрические коврики для предотвращения поражения током.















