Типы сварочных аппаратов
Содержание:
- Тонкости выбора
- Необходимые инструменты
- Описание видов
- Выбираем производителя
- Использование термина в ролевых играх
- Назначение виброплит
- Автоматические способы
- Лучший бюджетный сварочный аппарат инверторного типа Wert SWI 190 (TIG, MMA)
- Чем отличаются сварочные полуавтоматы от других аппаратов
- На что ориентироваться
- Как выбрать и установить видеодомофон для частного дома
- Виды
- Трансформаторные сварочные аппараты и кто сейчас ими пользуется
- Проблемы при использовании сварочных инверторов. Как их решить
- Инверторы
- Цены на модельный ряд наливных полов Старатели
- Полуавтоматическая сварка: принцип работы, видовое разнообразие
- По данным портала ЗАЧЕСТНЫЙБИЗНЕСОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «УБРИР-ЛИЗИНГ»По данным портала ЗАЧЕСТНЫЙБИЗНЕС6672151837
- Проходной выключатель: схема подключения устройства из разных мест
- Как передать показания счетчиков в Санкт-Петербурге
Тонкости выбора
На какие характеристики следует ориентироваться при выборе пластиковых кабель- каналов? Сперва необходимо определиться с размерами изделий. Стоит учесть, что провода должны располагаться внутри специальных емкостей достаточно свободно. Также не стоит забывать о небольшом запасе, который, возможно, будет полезен в будущем.
Важно! Если прокладка осуществляется вдоль потолка, стоит сделать короб большего размера. Вертикальные отводы к выключателям и розеткам должны быть меньше
При выборе длины кабель- канала стоит не только соотнести ее с показателями на схеме здания, но и добавить 20%. Это необходимо для того, чтобы при возможной порче изделий не докупать недостающие элементы.
Особенности выбора кабель- канала по размеру:
- Не имеет смысла монтировать кабель- канал большего сечения, чем необходим для размещения определенных проводов. Также не рекомендуется использовать чехол небольшого размера при монтаже десятка кабелей. Идеально, если будет оставлен небольшой запас для 2- 3 проводов.
- Чтобы коробки имели более эстетичный вид, короба должны иметь больший размер, чем отводы на розетки (если они не находятся непосредственно на пути канала).
Перед выбором цвета кабель- канала стоит присмотреться к дизайну помещений, в которых он будет проложен. Современные изделия отлично сочетаются с любыми стилями интерьера. Широкий цветовой ряд и богатый выбор оформления позволяют купить цветные кабель- каналы для различных решений. Часто выбор падает на черный цвет.
Если короб выбирается для электропроводки, следует позаботиться о приобретении необходимой фурнитуры, которая прилагаются к коробам. В этом случае монтаж окажется достаточно простым. Также за счет этого можно повысить внешнюю привлекательность трассы. Декоративные кабель- каналы можно приобрести в любом специализированном магазине.
Совет! Крышка кабель- канала должна легко закрываться. Если для этой цели понадобится применять специальные инструменты, пластик можно легко повредить.
Необходимые инструменты
Описание видов
Выбираем производителя
На внутреннем рынке РФ аппаратура для сварочных работ пользуется повышенным спросом, особенно мобильные и облегченные модели
Выбирая страну-производителя нужно обращать внимание на индивидуальные особенности и преимущества

Китайские модели
Многие пользователи заблуждаются, думая, что все изделия с логотипом Сделано в КНР — это подделка, ведущие инженеры из Европы и России разрабатывают весьма надежные схемы, а на заводах КНР приборы только собирают, причем в ОТК проверку перед отправкой готовой продукции на склад, осуществляют представители компаний.
Например, китайские инверторы имеют ряд преимуществ:
- Дешевая рабочая сила позволяет реализовать продукцию по низкой стоимости.
- Малая масса и надежная вентиляция блоков управления, что увеличивает время постоянной работы.
- Ассортимент дополнительного функционала.
- Диапазон изменения напряжения питания и защита от возможных скачков этого параметра.
- Большой срок гарантии (до 5 лет безремонтного использования).
Недорогие аппараты для сварки пользуются спросом у любителей и профессионалов.
Российские инверторы
Такую аппаратуру выбирают для длительного использования, при этом надо обращать внимание на такие параметры:
- Максимальная сила тока — чем она выше, тем больше запас прочности аппарата.
- Коэффициент продолжительности включения (ПВ) показывает надежность силовой части изделия. Другими словами — это процентное соотношение максимума времени работы при полном токе к периоду охлаждения: например, аппарат с ПВ в 60% гораздо надежнее, чем аналог с показателем ПВ в 40%.
- Наличие дополнительных функций — такая техника не только удобна в работе, но и исключает негативные перегрузки.
- Универсальность, например, полуавтоматический аппарат с дополнительным режимом MMA стоит ненамного дороже простого изделия, но обеспечивает сварку толстого металла с углублённым проваром, а также позволяет использовать электрод в качестве резака.
Российские изделия отличаются удачным сочетанием качества-стоимости, но уступают европейским аппаратам по первому параметру.
Использование термина в ролевых играх
Назначение виброплит
Виброплитой называют механизм, предназначенный для уплотнения рыхлых грунтов и насыпных строительных материалов. Кроме этого, такой механизм широко используют для вибрационной обработки полусухих бетонных смесей и асфальта при устройстве полов и тротуарных покрытий. Применение подобного инструмента является весьма эффективным в случае работы на небольшой площади приусадебного участка и в тесных помещениях.
Самодельная электрическая виброплита.
Устройство тротуаров, садовых дорожек, проездов и стоянок возле частного дома с помощью виброплиты выполняется намного быстрее, обеспечивая при этом высокое качество работ. Уплотнение дна траншей при прокладке инженерных коммуникаций исключает их возможное повреждение в случае просадки рыхлого грунта. Эти и другие преимущества побуждают многих домашних мастеров самостоятельно сделать такое оборудование и использовать его при выполнении строительных работ.
Автоматические способы
Классификация способов сварки с помощью автоматизации:
- Электродуговая технология.
- Газоэлектрическая, электрическая дуга защищена газом, чаще всего – инертным типа аргона или гелия.
- Электрошлаковая технология.
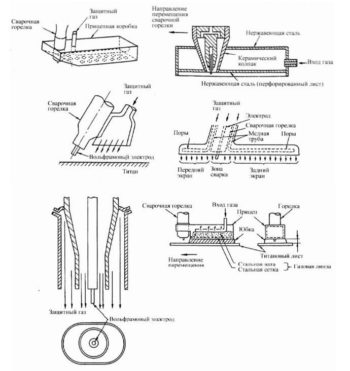
Сварка вольфрамом – схемы применения.
Электродуговой способ: близкая родственница ручной дуговой – автоматическая сварка под флюсом или АФ – разновидность дугового способа с великолепными показателями производительности. Здесь тоже используется плавящийся электрод, вся работа проводится под специальным защитным слоем флюса. В ручном дуговом способе серьезный риск горения в воздухе самой дуги, поэтому сила подаваемого тока ограничена.
При АФ дуга защищена слоем флюса, риска горения нет. Сила сварочного тока никак не ограничена. Это делает возможным глубокое проплавление металла, в результате чего получается шов отличного качества. Слой флюса предотвращает разбрызгивание металла, его потери в процессе. Полная механизация метода позволяет допускать к АФ менее квалифицированных сварщиков. В итоге производительность способа АФ выше ручного дугового в 5 – 10 раз. Будем честными и представим недостатки АФ, их немного:
- флюсы стоят недешево;
- имеется вредное воздействие на оператора;
- работать можно только в ограниченном пространстве.
Преимущества бездуговой технологии:
- качественные плотные швы;
- швы сложной формы;
- отсутствие деформаций, особенно угловых;
- не нужно обрабатывать кромки;
- простота выполнения
- автоматизация труда, минимальное участие человека
Метод применяется в основном для крупногабаритных конструкций.
Лучший бюджетный сварочный аппарат инверторного типа Wert SWI 190 (TIG, MMA)
- два типа сваривания;
- Hotstart;
- защита от электродного залипания.
Универсальный инструмент лидирует в рейтинге лучших бюджетных моделей инверторного типа. Агрегат работает по TIG и MMA технологии. Мощность невелика – 3,5 кВт, но и стоит инструмент недорого – меньше 3000 рублей. Наибольшая токовая сила – 190 А.
Благодаря компактности, легкости (масса меньше 2,5 кг) ценится монтажниками, выполняющими высотные работы. Среди полезных опций – хот-старт, защита от залипания электрода, возможность регулировки форсирования дуги.
Малогабаритный прибор подойдет для сваривания на весу, на высоте.
Чем отличаются сварочные полуавтоматы от других аппаратов
 Схема сварочного аппарата с тиристорным управлением.
Схема сварочного аппарата с тиристорным управлением.
В отличие от ручных дуговых аппаратов в инверторных сварочных полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.
- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
На что ориентироваться
Требования к частным котельным прописаны в специальном документе от 01.07.2003 (речь идет о СНиПе 42-01-2002). Этот документ должен служить ориентиром во время обустройства топочной. Знание нормативов дает определенные преимущества, хотя процедура разработки проекта обычно реализуется специалистами. Это позволяет заранее просчитывать вероятность использования различных видов оборудования, а также приблизительный объем монтажных работ.
Как результат, еще на этапе строительства жилища намеченное под бойлерную помещение можно подогнать под требования СНиП. Если возникают затруднения или спорные моменты, желательно их решать с проектным отделом газоснабжающей организации. Для каждого конкретного здания характерно наличие своих нюансов: они решаются только в привязке к плану дома.
Как выбрать и установить видеодомофон для частного дома
Виды
Трансформатор
 Электросварочный трансформатор – это силовое оборудование, работающее на частоте 50 Гц. К первичной обмотке поступает сетевой ток, а со вторичной снимается уже подходящий для сварки. Ток регулируется передвижением вторичной обмотки по отношению к закрепленной статично первичной.
Электросварочный трансформатор – это силовое оборудование, работающее на частоте 50 Гц. К первичной обмотке поступает сетевой ток, а со вторичной снимается уже подходящий для сварки. Ток регулируется передвижением вторичной обмотки по отношению к закрепленной статично первичной.
Трансформатор используется только для ручного сваривания расплавляющимися электродами, так как на выходе он способен выдавать только переменный ток. Дуга его неустойчива, качество шва зависит от опыта и мастерства сварщика.
Выпрямители для сварки
В аппаратах этого типа, кроме трансформатора, присутствует и выпрямитель, генерирующий постоянный ток со стабильными характеристиками.
Выпрямительные сварочные аппараты для дома используются в целях соединения элементов из черных и большей части цветных металлов. Качество получаемого шва лучше, чем у трансформаторов.
Инверторы
В современных моделях сварочников установлен инверторный источник тока в сочетании с выпрямителем и высокочастотным трансформатором. Электронный блок упрощает настройку и обеспечивает получение на выходе тока с оптимальными параметрами.
Сварочный инвертор для дома и дачи позволяет сваривать переменным током черные и цветные металлы и сплавы, даже с трудом поддающиеся свариванию. Большая часть бытовых моделей используется для аргонодуговой сварки при условии подключения дополнительных аксессуаров.
Выбор

Сомнений по поводу того, какой из аппаратов более хорош, у опытных сварщиков не возникает. Конечно же, лучше выбрать инвертор, чем трансформатор. Преимущества таких домашних приборов заключаются в следующем:
- качество шва;
- меньшие в разы вес и размеры;
- точная настройка и регулировка;
- экономичность.
Единственным недостатком инверторов является высокая стоимость. В рейтинге моделей можно подобрать аппарат, не подходящий для профессионального использования, но вполне пригодный для домашних или дачных работ.
Автоматы и полуавтоматы
Сложные приборы, производительность которых на порядок выше. Кроме стандартного оснащения, в автоматах имеется устройство для подачи проволоки, горелка и блок управления.
Процесс сварки протекает в среде защитного газа, соединение осуществляется при помощи присадочной проволоки, благодаря чему возможна сварка тонкостенных изделий и деталей из цветных металлов.
Важно! По причине недостаточной производительности такие устройства не годятся для сварки элементов значительной толщины. В этом случае лучше выбрать приборы для электродуговой ручной сварки.
Генераторы
Сложные аппараты, объединяющие в себе источник тока и жидкотопливный генератор. Сварка выполняется как от переменного, так и от постоянного тока.
Генераторы можно назвать оптимальным решением для не электрифицированных стройплощадок или при частых перебоях с электричеством.
TIG

При работе со штучными электродами на поверхности шва образуется окалина
Конструкция их аналогична инверторным агрегатам, но функциональность выше. К некоторым моделям подключается горелка.
MIG/MAG
Полуавтоматы такого типа оснащены механизмом ввода проволоки, выступающей одновременно как электрод и присадочный материал. Горелка передвигается оператором по линии образуемого шва.
Устройства способны работать в двух режимах:
- MIG. Сваривание выполняется в газовой среде, в нержавеющих сталях при этом сохраняются легирующие добавки.
- MAG. В область расплавления добавляются активные газы, предохраняющие металл от контакта с содержащимся в воздухе кислородом.
Для алюминия
Алюминий обладает низкой температурой расплавления, а изделия из него – небольшой толщиной. Потому для соединения алюминиевых деталей ручная сварка в большинстве случаев неприемлема – требуется большой опыт для образования качественного шва.
Для таких работ используется сварка в защитной газовой среде (полуавтоматы MIG) либо аргонодугового аппарата (TIG-сварка).
Трансформаторные сварочные аппараты и кто сейчас ими пользуется
Самым древним представителем сварочных устройств является трансформаторный вид. Сегодня встречаются такие устройства все реже, но некоторые пользуются ими по сегодняшний день. Выясним, почему же трансформаторные аппараты отходят на свалку истории, так как используются ими сегодня все реже.
Главная особенность таковых устройств в том, что они имеют простую и примитивную конструкцию, состоящую из трансформатора — стального сердечника с двумя катушками. Посредством трансформатора происходит изменение величины сварочного тока, посредством которого происходит плавление металла. Для изменения сварочного тока, в трансформаторе происходит снижение напряжения. Именно поэтому трансформатор на таких аппаратах называется понижающим. Конструкция трансформаторной сварки представлена на фото ниже.
Одна из катушек трансформатора является первичной, а вторая вторичная. На первую подается напряжение из сети, а вторая обеспечивает понижение напряжения. Изменение тока в сторону снижения способствует формированию более устойчивой сварочной дуги. На выходе трансформаторного аппарата, как и на входе, получается переменный ток, который отрицательно отражается на качестве сварочных швов. Переменный ток способствует возникновению активного разбрызгивания металла, поэтому для снижения такого отрицательного эффекта, при работе с трансформаторными аппаратами применяются рутиловые и фтористо-кальциевые электроды. Причем сечение этих электродов должно быть в пределах 1,5-2,5 мм.
Трансформаторный аппарат отличается своими большими габаритами, но еще больший минус этого устройства в его значительном весе. Это делает инструмент неподвижным, а применяется он преимущественно в редких случаях с целью транспортировки. При таком недостатке надо отметить достаточно высокий показатель уровня КПД, составляющего 90%
Однако часть из этого значения полезной энергии израсходуется на нагрев, поэтому немаловажно применять аппарат совместно с охлаждающими вентиляторами
Нынешний спрос на трансформаторные аппараты обусловлен следующими преимуществами:
- Невысокая стоимость — несмотря на большие габариты и вес, стоят трансформаторные варианты ниже всех прочих моделей
- Надежность — обеспечивается за счет простой конструкции. Устройства, которые были изготовлены во времена СССР, продолжают активно использоваться мастерами, и не требуют при этом ремонта
- Долговечность — служат инструменты действительно очень долго, а в случае их выхода из строя, необходимо попросту заменить обмотку или сердечник
Рассматриваемый вид устройств подходит лучше всего для работы с низколегированными типами сталей. Перед тем, как вы решите отдать предпочтение трансформаторной сварке, рекомендуем взвесить их недостатки:
- Большие габариты и вес
- Большое потребление электрической энергии
- Зависимость от величины входного напряжения. Малейшие скачки входного напряжения отражаются на качестве сварочного шва
Теперь еще один немаловажный момент — несмотря на простоту конструкции, далеко не каждый сможет работать трансформаторной сваркой. Для работы с этим инструментом понадобятся навыки и опыт. Однако даже у профессионалов не всегда удается получить качественный шов, и настроить стабильность дуги.
Это интересно! Делаем краткий вывод о возможности приобретения трансформаторных сварочных устройств — это не лучший вариант для новичков, а подходят они для тех, кто знает, что такое трансформаторная сварка, и при этом не хочет тратиться на более дорогие и альтернативные варианты сварочных устройств.
https://youtube.com/watch?v=iNks1lFX34c
Проблемы при использовании сварочных инверторов. Как их решить
Несмотря на то, что выбор сварочного инвертора значительно упрощает многие виды работ, всегда есть вероятность столкнуться с неполадками. Зная, как самостоятельно решить проблему, можно не только предотвратить серьезную поломку дорогостоящего оборудования, но и сэкономить время. Приводим примеры наиболее распространенных неисправностей и способов их устранения.
При продолжительной сварке аппарат отключился. Такое явление не стоит считать неполадкой, так как прекращение работы в этом случае – результат перегрева. Как правило, после непродолжительного перерыва техника снова готова к использованию.
Инвертор не включается. Необходимо проверить сетевое напряжение. Скорее всего, оно недостаточно высокое для проведения сварочных работ.
Сварочная дуга периодически гаснет или же расплавленный электрод разбрызгивается
Обратите пристальное внимание на разновидность и величину электрода, подберите оптимальную скорость сваривания
Если производитель не разместил рекомендаций на упаковке, то пригодность расходного материала можно вычислить самостоятельно: на каждый миллиметр поперечного сечения электрода должно приходиться 20-40 А. Чем меньше скорость сварки, тем меньшая величина тока потребуется.
При рабочем состоянии индикаторов сваривание произвести невозможно. В таком случае стоит проверить правильность присоединения проводов и их целостность либо подождать 20-30 минут: возможно, произошел перегрев оборудования.
Прилипание электрода к основному металлу. Чтобы его избежать, стоит следить за тем, чтобы напряжение в сети было не ниже нормы, модули прибора контактировали с панельными гнездами. Кабель сетевого удлинителя должен иметь сечение, превышающее 2,5 квадратных миллиметра, а протяженность удлинителя составлять не более 40 метров. Наконец, стоит исключить коррозию контактов в электрической цепи и более тщательно подготовить металлические поверхности к соединению.
Если же перечисленные манипуляции не помогли, аппарат начал издавать запах гари или из корпуса пошел дым – оборудование стоит отвезти в сервисный центр.
Инверторы
Отличие сварочных аппаратов инверторного типа заключается в более высокой частоте. Данная модель была разработана для сварки в условиях постоянного напряжения, обеспечиваемого присутствием электрогенератора и соединительных проводов.
Плюсы:
- высокий КПД;
- малогабаритность;
- лёгкий вес;
- удобство эксплуатации;
- высокий уровень качества работы;
- высокая устойчивость электродуги;
- изначально ровная поверхность стыков;
- возможность работы в значительном диапазоне тока;
- устойчивость к перегрузкам;
- возможность использовать новичкам;
- универсальность в отношении электродов.
Цены на модельный ряд наливных полов Старатели
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
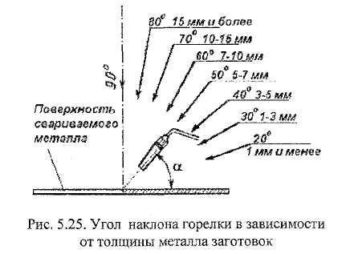 Зависимость угла наклона горелки от толщины заготовки.
Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
-
Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. -
Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматомкаких правил придерживаться, какие расходные материалы использовать
По данным портала ЗАЧЕСТНЫЙБИЗНЕСОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «УБРИР-ЛИЗИНГ»По данным портала ЗАЧЕСТНЫЙБИЗНЕС6672151837
Проходной выключатель: схема подключения устройства из разных мест
Как передать показания счетчиков в Санкт-Петербурге
Передача показаний счетчиков воды
В Санкт-Петербурге передать показания счетчика воды через интернет можно на государственном сайте kvartplata.info, принадлежащем предприятию ГУП ВЦКП «Жилищное хозяйство», которое специализируется на расчетах в сфере ЖКХ.