Контактная сварка своими руками
Содержание:
- Основные элементы самодельного устройства
- Точечная сварка из микроволновки
- Выбор основных элементов
- Принцип работы конструкции
- Принцип работы
- Особенности многофункциональной комнаты
- Точечная сварка для литиевых аккумуляторов своими руками: особенности работы
- Общие принципы работы
- Где применяется точечная контактная сварка
- Изготовление контактной сварки из микроволновки
- Изготовление
- Разновидности контактной сварки
- Плюсы и минусы
- 3 Цепь управления – из чего состоит и как работает?
- Общая информация
- Струйные насосы
- Схемы
- Контактная сварка из сварочного аппарата своими руками
- Варианты точечной сварки
- Аккумуляторы 18650 и их сварка
- Как работает контактная сварка
- Related Posts via Categories
- Обозначения точечной сварки на чертежах по ГОСТ
- Конструкция аппарата и необходимые детали
Основные элементы самодельного устройства
Точечная сварка из микроволновки
Не секрет, что покупные модели стоят очень дорого, поэтому есть смысл отдать предпочтение самодельным решениям. Для изготовления продуктивной установки можно применить микроволновую печь с большими размерами. Именно габариты определяют мощность будущего устройства.
Если вы не располагаете микроволновкой, попробуйте поискать её на барахолке или купить у соседей. Подобное приобретение не станет большим вложением. В дальнейшем остаётся разобрать микроволновку и извлечь из неё высоковольтный трансформатор.
Будьте внимательны, т. к. даже в разобранном состоянии без прямого подключения к электрической сети отдельные узлы оборудования могут «биться» током.
Основные части трансформатора представлены сердечником и двумя видами обмотки — первичным и вторичным. Чтобы соединить сердечник, можно использовать два сварочных шва с небольшой толщиной. Заранее избавьтесь от них, что можно сделать посредством молотка и ножовки. Также вы можете применить болгарку, что позволит добраться до трансформаторных обмоток, не повредив их. Чтобы извлечь вторичную обмотку, достаточно аккуратными движениями разрезать вторичную.
В конечном итоге вам будет открыт доступ к сердечнику от трансформатора, который состоит из двух частей.
На следующем этапе следует провести вторичную обмотку трансформаторной детали. Здесь понадобится воспользоваться медным кабелем с таким же сечением, как трансформаторная прорезь. Необходимо намотать около двух витков. Используя стандартную двухкомпонентную эпоксидную смолу, осуществите соединение двух половин сердечника между собой. Чтобы процесс был выполнен по-особому успешно, попробуйте зафиксировать их в тисках.
Не забудьте проверить уровень напряжения на выходе из трансформаторного механизма. Оно не должно превышать отметку в 2 вольта. При этом минимальное значение силы тока варьируется в пределе 850 А.
Затем необходимо приступить к изготовлению корпуса сварочного материала. На данном этапе можно воспользоваться деревом или высокопрочным пластиком. На задней панели размещается несколько отверстий. Одно из них отвечает за электрическое снабжение, а второе — за включение и выключение системы.
Выбор основных элементов
Питающий блок сварочного агрегата состоит из сердечника и обмоток. Первый можно приобрести в готовом виде или собрать самостоятельно.
Сердечник для сварочника
Основной компонент аппарата изготавливается из стальных профилей. Сделать его самостоятельно сложно. Проще найти готовую деталь на заводах, в пунктах сбора металла. Конструкция имеет вид прямоугольника площадью более 55 см². При сборке устанавливают болт, с использованием которого задают положение подвижной вторичной обмотки по отношению к стационарной первичной.
Обмотка проводов и особенности намотки
На первом этапе формируется первичная часть. Для этого накладывают 210-215 витков. Поверх устанавливают текстолитовую планку, на которой болтами фиксируют концы провода. После этого приступают к формированию вторичной обмотки. Она состоит из 70 витков. Концы также прикрепляют к текстолитовой пластине.
Принцип работы конструкции
Для того, чтобы начать собирать сварку подобного типа своими руками, необходимо ознакомиться с принципом его работы. Весь процесс условно можно разделить на несколько ключевых моментов:
- Механическое соединение поверхностей ли деталей, которые следует скрепить.
- Механическая фиксация деталей при помощи щипцов или губ, в центре которых расположена площадка подачи электрического тока.
- Подача электрического разряда с последующим скреплением смежных поверхностей.
Принцип работы достаточно прост, и является единым для всех моделей точечных сварочных аппаратов. На практике могут быть модифицированы только наружные контуры конструкции (ручка для мастера, формы зажимов, корпуса).
Принцип работы
Технологический процесс точечной сварки достаточно простой. Металлические детали плотно прижимают друг к другу, и через небольшие расстояния на них при помощи электродов подаётся ток высокого напряжения. В результате, осуществляется быстрый нагрев металла в точке соприкосновения, и образуется расплавленное ядро. Поскольку соединяемые детали плотно сжаты, происходит процесс диффузии, после прекращения подачи тока место контакта электродов остывает, и материал кристаллизуется. Соединение получается настолько прочным, что при попытке разрыва лопается металл рядом с ним, а точка приложения сварки остаётся в целостности.
Сваривание происходит за счёт разогрева металла от проходящего через него мощного электроимпульсаФОТО: svarka74.ru
Устройство аппарата контактной сварки
Любое оборудование для контактной сварки, промышленное или бытовое, состоит из двух основных (механического и электрического) и одного вспомогательного блоков.
Механический узел включает в себя:
- электроды (в аппаратах точечной сварки — зажимные клещи, в шовной — ролики);
- устройство сжатия;
- привод вращения (в шовных агрегатах);
- устройство сжатия и осадки (стыковая сварка).
Электрический блок состоит из:
- силового трансформатора;
- регулятора выходного напряжения;
- вторичного контура;
- прерывателя первичной цепи;
- регулятора сварочных циклов.
Вспомогательные блоки:
- пневмогидравлика, содержащая специальные фильтры, устройства смазки подвижных узлов, систему подачи сжатого воздуха и регулировки давления;
- водяное охлаждение.
Устройство самодельного аппарата для контактной сваркиФОТО: electrikmaster.ru
Для получения необходимого мощного разряда при малом напряжении необходим трансформатор индукционного типа. Правильное соотношение обмоток (первичной и вторичной) даёт электрический импульс, обладающий мощностью, достаточной для плавления металла в точке контакта электродов.
Зажимные клещи представляют собой два графитовых или медных контакта, закреплённых на разных рычагах и приводимых в действие прижимным устройством. Механизмы для зажима могут иметь разный привод:
- Механический. Устройство состоит из рычага и мощной пружины, а сжатие свариваемых заготовок осуществляется благодаря применению мускульной силы оператора. Используется в бытовых заводских и самодельных агрегатах, однако не позволяет контролировать силу сжатия и имеет низкую производительность.
- Пневматический. Чаще всего используется в переносных устройствах, имеет лёгкую настройку посредством регулировки давления в системе подачи сжатого воздуха. Среди недостатков отмечают медленное срабатывание и невозможность изменения давления в процессе сварки.
- Гидравлический. Непопулярный вариант, медленный, как и пневматический привод, однако имеет широкий диапазон настроек, которые реализуются благодаря использованию регулируемых перепускных клапанов.
- Электромагнитный. Используется как на больших промышленных, так и на ручных бытовых агрегатах. Отличается высокой скоростью срабатывания, имеется регулировка сжатия заготовок во время рабочего процесса, что позволяет добиться хорошей проварки металла.
Сварочник с механическим приводомФОТО: info.zhratsushi.ru
Статья по теме:
Особенности многофункциональной комнаты
Точечная сварка для литиевых аккумуляторов своими руками: особенности работы
Довольно часто возникает ситуация, когда к литиевым аккумуляторам нужно прикрепить тонкую металлическую пластину. А они очень боятся перегрева от воздействия высоких температур. Помочь в этой ситуации поможет сделанная своими руками точечная сварка для аккумуляторов. Особенность такого оборудования заключается в том, что управление процессом происходит автоматически. Ниже мы рассмотрим, как работает сварочный аппарат для литиевых батарей.
| Иллюстрация | Описание действия |
| Вот так выглядит в сборе аппарат для точечной сварки аккумуляторов, сделанный из трансформатора от микроволновки. Корпус взят от старого блока питания для ПК | |
| Сварочник состоит из переделанного трансформатора от СВЧ, платы управления первичной обмоткой и дополнительного блока питания для неё | |
| Также имеется входящая схема с предохранителем | |
| На корпус выведены ручки регулировки длительности электроимпульса и мощности самого сварочника | |
| Также установлен микровыключатель от всё той же старой микроволновки | |
| Непосредственно провода вторичной обмотки с электродами, сделанными из жал от электропаяльника. Они между собой заизолированы, впрочем, как и места соединений | |
| Теперь берём металлическую пластину толщиной 0,2 мм и литиевый аккумулятор. Выставляем длительность импульса на 8-11 микросекунд (параметр подбирался опытным путём) | |
| Устанавливаем пластину на аккумулятор, а на неё контакты. Включаем микровыключатель, и происходит сваривание наших деталей | |
| Получилось вот такое соединение. Так что сделанная своими руками контактная сварка для аккумуляторов вполне нормально работает |
Общие принципы работы
Алгоритм действий по сборке сварочного агрегата включает следующие этапы:
- Изъятие трансформатора. Деталь берут из старой СВЧ-печи. Она нужна не полностью, для изготовления аппарата потребуются первичная обмотка и магнитопровод. Остальные детали аккуратно удаляют за ненадобностью.
- Формирование новой вторичной обмотки. Для этого используют медный кабель сечением не менее 100 мм². Прочную резиновую изоляцию заменяют текстильной. Для создания мощного сварочного аппарата применяют 2 трансформатора с общей обмоткой.
- Установка управляющего блока, обеспечивающего бесперебойное течение процесса сварки контактным методом.
- Изготовление и подключение электродов, тип и диаметр которых выбирают с учетом свойств свариваемых металлов.
- Сборка корпуса. Основные блоки аппарата должны быть надежно защищены от внешних воздействий. На этом этапе можно использовать корпус от старой микроволновой печи или собрать конструкцию самостоятельно из листов металла.
Где применяется точечная контактная сварка
Технология подразумевает соединение заготовок или приваривания отдельных деталей к металлоконструкциям без создания электрической дуги.
Метод применяется в следующих условиях:
- На производственных предприятиях. Точечная сварка используется при изготовлении и ремонте автомобилей, самолетов, сложных технических средств. Метод помогает создавать прочные долговечные соединения, не имеющие признаков деформации или иных дефектов.
- В домашних условиях. Для выполнения простых сварочных операций подойдет изготовленный своими руками аппарат. Он поможет приварить элементы забора или трубопровода, отремонтировать машину или мотоцикл.
Изготовление контактной сварки из микроволновки
Если вы решили сделать контактную сварку своими руками, то для этих целей подойдет старая микроволновая печь.
Чтобы все было сделано правильно, стоит обратить внимание на несколько рекомендаций:
- печь разбирается и из нее извлекается высоковольтный трансформатор. Он должен быть в рабочем состоянии;
- трансформатор состоит из сердечника и двух видов обмотки — первичной и вторичной. Для соединения сердечника могут применяться два сварочных шва с небольшой толщиной;
- далее выполняется вторичная обмотка трансформатора. Для этого применяется медная проволока с таким же сечением, как и трансформаторная прорезь;
- для соединения двух частей сердечника потребуется эпоксидная смола. При склеивании части следует плотно прижимать;
- в конце изготавливается корпусная часть. Ее можно сделать из прочного дерева или пластика.
Если все сделать правильно, то можно будет получить качественное оборудование с отличной мощностью. Также стоит предварительно стоит узнать, как варить точечной сваркой, особенно если вам до этого не приходилось работать с данными приборами. Технология достаточно простая, она не требует наличия большого опыта и навыков. Главное нужно правильно настроить оборудование и соблюдать безопасность при проведении сварки.
Изготовление
Качественный точечный сварочный аппарат можно изготовить самостоятельно. Для этого можно использовать источник сварочного импульса, который использует принцип разряда конденсатора. Схема такого источника достаточно проста.
Сварочные аппараты для сварки с таким типом питания могут сваривать тонкие листы металла (до 0,5мм).
На выходе вторичной обмотки выделяется необходимая сила тока. На первичную обмотку происходит разряд конденсаторов, что способствует возникновению нужного сигнала. Конденсаторные разряды управляются тиристорами. Накопление заряда происходит от включенной вспомогательной цепи трансформатора. Необходимо использовать диоды, которые выпрямляют электрический сигнал.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Плюсы и минусы
Контактная сварка металлов применяется в различных областях промышленности, множество преимуществ объясняет ее популярность.
- Высокая скорость работы, если сравнивать с другими методами сварки, контактная создает более прочный шов.
- Создание одной сварочной точки происходит минимум за 0.1 секунды. Опытный сварщик за одну минуту может сделать до 600 соединений.
- Достаточно экономичный способ, так как для создания контактного соединения не требуются вспомогательные элементы – электроды, проволока для присадки, флюсы и т. д.
- Деформация металла незначительная и проявляется только в местах соединения.
- Несложный процесс, с которым справится новичок и сварщик средней квалификации.
- Контактные электроды имеют долгий срок эксплуатации и не изнашиваются длительное время.
- Самый безопасный метод сварки, так как риск возгорания сведен к минимуму.
- Контактная сварка экологически чистая – она не влияет на здоровье человека и окружающую среду.
- Благодаря высокой скорости подачи тока тепло формируется только в самом металле – это исключает нагрев всей заготовки, а также тепловые потери в процессе работы.
- Оборудование для сварки также облегчает процесс – когда ток подходит к деталям, яркая вспышка не образуется, не нужно тратить средства на оборудование для зоны обработки.
- Контактная сварка может применяться на заводском производстве конвейерным способом, когда работа происходит непрерывно.
Не обошлось и без недостатков, о которых необходимо помнить во время работы.
- Аппараты для контактной сварки стоят дорого, не каждый пользователь может их приобрести.
- Действие электрического тока должно быть минимум 1000 ампер. Питание от источника должно быть достаточно мощным.
- Швы, полученные методом контактной сварки, не такие герметичные, как при использовании технологии с применением электродов.
- Сварщику нужно обязательно следить за поступающим напряжением в области сварки – оно не должно соответствовать заданным параметрам.
- Есть ограничения, касающиеся размеров свариваемых деталей.
- Для шва большого размера необходима большая сила и мощность электрического тока.
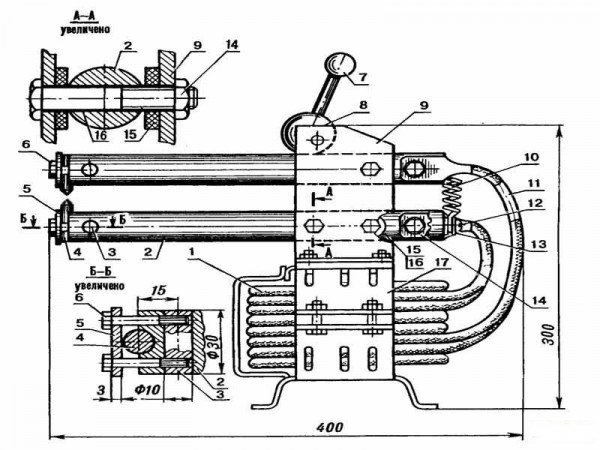
3 Цепь управления – из чего состоит и как работает?
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали. Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами. При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания (на Рис.1 – это только C1), R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей. Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.
Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс. Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить. Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
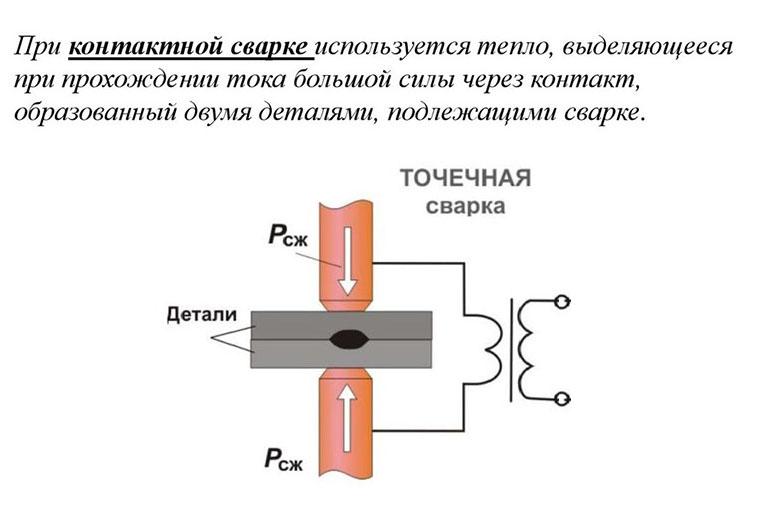
Общая информация
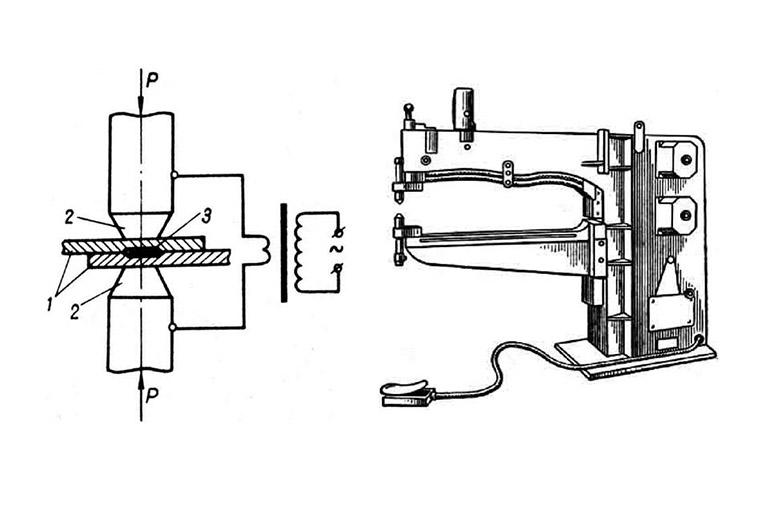
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды)
Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования
Струйные насосы
Схемы
Ещё один важнейший пункт монтажа потолочного светильника – правильно подсоединить провода. Обычно в осветительных системах используются три провода: фаза, заземление и ноль. Отлично, если они отличаются цветом изоляции – тогда вам не нужно гадать, где какой. Коричневого (или чёрного) цвета изоляцию имеет «фаза», по жёлтой оплётке можно идентифицировать заземление, а «ноль», как правило, синий. В качественных моделях люстр провода всегда помаркованы разными цветами, чтобы не было необходимости «прозванивать» где фаза, где ноль. Тогда Ваша задача сводится к соединению проводки с кабелями светильника — по цветам. Если на вид все три кабели одинаковые — придётся опытным путём определять, где находится «фаза». Её можно выявить, поднеся индикаторную отвёртку по очереди к каждому проводу. Когда лампочка загорится – этот кабель и является «фазой». Хотя этот популярный в народе способ далеко не безопасный – лучше воспользоваться специальным тестером. Чтобы не запутаться пометьте кабели разноцветным маркером или изолентой.
Когда предусматривается установка светильника с самым простым управлением – достаточно одноклавишного выключателя. Схема сборки осветительной цепи следующая:
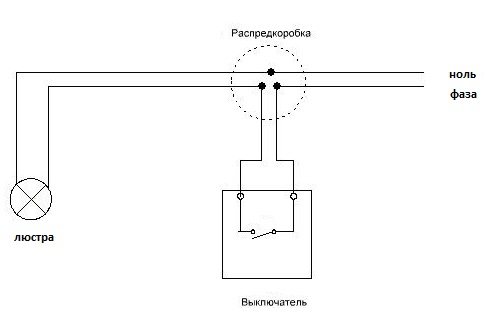
Одинарный включатель
Если вы хотите иметь возможность включать каждую лампу по отдельности (или все вместе) – ставьте двухклавишный выключатель. Тогда схема подключения будет выглядеть так (для примера взята люстра, имеющая три лампочки).
Двойной включатель
По аналогии устанавливается выключатель на три клавиши. Перед скруткой (или клеммным соединением) зачистите 3-4 см провода от изоляции. Делайте это аккуратно, чтобы не повредить отдельные проводки. Лучше для этого воспользоваться специальным инструментом для снятия изоляции. Теперь можно подсоединять светильник, правильно будет сначала соединить «нулевые», а потом «фазные». Если у вас в цепи три провода (т.е. дополнительно проложено заземление) – тогда соответствующие кабели с жёлтой изоляцией также просто соединяются попарно.
Тщательно изучите последовательность и особенности проведения работ, и тогда у вас не будет возникать вопросов, вроде как повесить люстру на крюк? И тогда даже хлопотная подвеска лампы на натяжной потолок не будет вызывать у вас проблем.
Контактная сварка из сварочного аппарата своими руками
Процесс сборки оборудования для точечной сварки своими руками из сварочного аппарата, необходимые для этого комплектующие практически аналогичны варианту с трансформатором от СВЧ. Однако есть некоторые нюансы. Делать контактную сварку из инвертора своими руками нецелесообразно, поскольку для работы не требуется постоянный ток, поэтому берем трансформатор от агрегата переменного тока.
Чтобы рассчитать нужное количество витков обмотки пользуемся формулой:
N = 50/S,
где:
- N — количество витков;
- S — площадь сердечника (мм²).
Главная особенность изготовления своими руками контактной сварки из инвертора состоит в том, что, в первую очередь, необходимо определить характеристики «первички», выполнить расчёты и после этого приступать к созданию «вторичной» обмотки. Также нужно обязательно и качественно выполнить заземление обеих катушек, поскольку сила тока в подобных агрегатах довольно значительная.
Главное, правильно рассчитать сечение и количество витков вторичной обмоткиФОТО: chipmaker.ru
Варианты точечной сварки
Основными элементами при создании аппарата для точечной сварки обычно являются трансформатор довольно большой мощности (не менее 1 кВт) и самодельного устройства прижима, состоящее из двух рычагов с электродами.
В качестве первого элемента могут быть выбраны, например, трансформатор от микроволновой печи или сварочный трансформатор. Оба этих типа трансформатора требуют перемотки вторичной обмотки.
В сварочном инверторе силовой трансформатор 50 Гц, преобразующий сетевое напряжение 220 В, как правило, отсутствует. В таком устройстве сетевое напряжение выпрямляется и подается на генератор высокой частоты (50-80 кГц), в схеме которого имеется понижающий трансформатор, предназначенный для работы с повышенной частотой. Работа с такой частотой позволяет резко уменьшить вес и габариты сварочного инвертора. На выходе понижающего трансформатора напряжение снижается до 60-70 В, причем выходной ток может достигать 130 А.
Использовать высокочастотный трансформатор от инвертора отдельно в сети 50 Гц (как это делается в других случаях) невозможно. В принципе, для получения необходимого режима можно перемотать вторичную обмотку трансформатора. Но этот трансформатор имеет малые габариты и часто намотан на сердечнике тороидальной формы, что делает такую переделку трудновыполнимой. Возможен вариант с подключением дополнительного понижающего трансформатора. Он также будет работать на высокой частоте и иметь небольшие габариты. Еще один вариант – использование инвертора в качестве устройства для зарядки конденсаторов в дополнительном конденсаторном блоке.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Как работает контактная сварка
Перед тем как сделать контактную сварку своими руками стоит рассмотреть ее главные особенности. Этот метод относится к термомеханическому типу, во время которого применяется электрический ток. Он распространяется на всю область шва двух свариваемых элементов, и затем формирует дугу, которая вызывает расплавление металла.
Чтобы поверхности металлических элементов разогрелись и начали быстро расплавляться, на них подается ток с большой силой. Этот импульс вызывает быстрое расплавление металлов. Длительность его подачи зависит от видов соединяемых металлов. В среднем его продолжительность составляет от 0,01 до 0,1 секунды.
Расплавленная металлическая структура образует сварочную каплю, которая со временем застывает. Для этого свариваемые элементы следует удерживать в сдавленном состоянии в течение определенного времени. В этот момент капля переходит в состояние кристаллической решетки.
Стоит отметить! Во время сваривания обязательно подается сильное давление, оно выполняет важные функции — предотвращает растекание расплавленной капли по площади деталей. Она скрепляется в определенной точке. Силу сдавления постепенно уменьшают, это улучшает схватывание сварки.
Related Posts via Categories
- Сварка аустенитных сталей – обо всех тонкостях процесса понятно и просто
- Ресанта САИ 160 – для сварки в бытовых условиях
- Электроды МР-3 – все характеристики самых распространенных электродов
- Сварочная проволока – надежное соединение металлов
- Ресанта САИ 250ПРОФ – инвертор для профессиональной сварки
- Сварочный полуавтомат инверторного типа – сварка без затруднений
- Сварочный аппарат своими руками – возможно ли такое?
- Как варить сварочным инвертором – все по-настоящему просто!
- Сварка легированных сталей – просто и понятно об особенностях процесса
- Форсаж 161 – российский инвертор для качественной электродуговой сварки
Обозначения точечной сварки на чертежах по ГОСТ
Конструкция аппарата и необходимые детали
Любой сварочный агрегат контактного типа состоит из 2 узлов:
- блока питания (трансформатора);
- прижимных клещей.
Для получения мощного электрического разряда при минимальном напряжении применяют индукционный трансформатор.
Правильное соотношение обмоток позволяет генерировать ток, силы которого достаточно для плавления металла. Конструкция клещей включает графитовые или медные контакты, устанавливаемые на разные рычаги, фиксирующие механизм.
Существуют следующие типы прижимов:
- Механические. Включают мощную пружину и рычаг. Для сжатия металлов применяется мышечная сила сварщика. Прижимы такого типа устанавливают в бытовые аппараты, используемые для простых операций.
- Пневматические. Устанавливаются в портативные ручные аппараты. Настраиваются путем изменения давления в воздушном канале. Недостатком считают низкую производительность, невозможность регулировки параметров функционирования во время сварки.
- Гидравлические. Прижимы также отличаются небольшой скоростью работы, однако набор настроек у них шире, чем у предыдущего типа.
- Электромагнитные. Отличаются самой высокой производительностью, устанавливаются как в ручные, так и в стационарные агрегаты. Электромагнитные прижимы позволяют регулировать силу сжатия деталей при сварке. Это снижает вероятность возникновения непроваров и наплывов металла.
При сборке самодельного аппарата для точечной сварки мастеру потребуются следующие детали и материалы:
- доработанный трансформатор от старой микроволновой печи или автомобильного аккумулятора;
- толстый медный провод или жгут кабелей небольшого сечения;
- рычаги, используемые для сборки зажимов;
- основание для установки блоков агрегата;
- прижимные струбцины;
- провода;
- изоляционные материалы;
- медные электроды, необходимые для выполнения сварки;
- клавиша управления.