Холодная ковка: как выполнить в домашних условиях
Содержание:
- Технологии металлических дел
- Сборка устройства
- Скамейки, оградки, лавочки из профильной трубы своими руками. Чертежи, фото, как сделать.
- Коротко о главном
- Понадобится
- Делаем улитку с рычагом
- Домашняя мастерская – оборудование, оснащение, размещение
- Процесс холодной ковки
- Уличная камера видео наблюдения. Муляж из Китая.
- Изготовление сварного забора из профильной трубы своими руками
- Как построить завиток?
- С чего начать
- Другое оборудование: универсальное, шаблоны, лекала и прочее
- Заключение
Технологии металлических дел
Для создания изделий из металла в домашних условиях используются следующие технологии:
- Литье – это техника изготовления вещей из расплавленного металла путем заливания его в разборные формы. Метод грубый. Не позволяет получить изделия с высокой точностью. Поверхности шероховатые. Используется для и производства предметов обихода и ювелирных изделий.
- Горячая ковка – высокотемпературное воздействие на металлическую заготовку, с последующей механической обработкой. Металл становится пластичным. Заготовке можно придать любую форму. Процесс трудоемкий и энергозатратный, требует специальных знаний по свойствам металлов. Получают декоративные металлические детали, собранные в изделия с помощью хомутов или сварки.
- Холодная ковка – воздействие на металл изгибанием и опрессовыванием. Отдельные элементы рисунка соединяют с помощью сварки. Можно изготовить мелкие и крупные элементы декора помещений, дачных участков, дворов.
- Арт-сварка – вид искусства создания металлических скульптур, украшений и декоративных деталей с помощью газовой сварки. Нагрев используется также для раскрашивания изделия цветами побежалости.
- Гнутье (гибка) – придание изогнутой формы листовому металлу, профилю, трубе, проволоки при холодной штамповке. Ручная гибка применяется для формирования металлических каркасов самоделок, например, из старых труб.
- Дифовка или выколотка – осуществляется ударами молотка по холодному тонкому листу металла (2 мм) для его вытягивания, усаживания и загибания. С ее помощью можно получить украшения, посуду, латы.
- Филигрань и скань – ювелирные техники, позволяющие получить ажурные узоры из витой проволоки или напаивают ее на металлическую поверхность.
- Чеканка – вид нанесения рисунка на поверхность путем удара молотком, при этом между ним и металлической пластиной, толщиной до 1 мм находится инструмент, придающий нужную форму. Такой техникой декорируют посуду, ювелирные украшения и монеты.

Все приведенные техники распространены среди мастеров-любителей. Но особого внимания заслуживают 3 основных метода: холодная и горячая ковки, а также арт-сварка.
Сборка устройства
Рекомендуем все элементы на предварительном этапе подсоединять на не очень прочные крепления (не нужно сразу работать сваркой), поскольку при проектировании могли быть допущены ошибки. Начните с болтов, а затем проведите тестовый запуск. Если вас полностью устраивает конструкция, то можно произвести финальную сборку с наиболее крепкими соединениями, в том числе с использованием сварочного аппарата.
Соединение и покраска деталей
Внутренняя часть улитки, которая имеет постоянный контакт с заготовками, не должна быть окрашена, а только тщательно отполирована – без зацепок и ржавчины. Остальные части могут быть покрыты любым ЛКП.
Как обойти камень
Итак, вопрос – делать самому или покупать уже готовую аппаратуру? Если вам нужна высокая производительность и точность, то лучше заказать заводской агрегат. В случае, когда вам нужно загнуть одну-две заготовки, то можно сделать самый простой «гнутик».
Скамейки, оградки, лавочки из профильной трубы своими руками. Чертежи, фото, как сделать.
Профильная труба ― востребованный стройматериал из углеродистой стали с полой структурой и сечением в форме овала, многоугольника, квадрата или прямоугольника. Преимущества металлопроката ― малый вес, простота монтажа, невысокая стоимость.
Изделия из профильной трубы
Для работы с материалом нужны: болгарка, дрель, сварочный аппарат, напильник, трубогиб для трубы, ножовка, молоток, метр, плоскогубцы. Для защиты от влаги и образования ржавчины, профиль обрабатывается антикоррозийными составами. При использовании в конструкциях древесины нужна морилка и лак для защиты материала от грибков, плесени, механических повреждений.
Простая скамейка из профильной трубы своими руками
Вам понадобятся:
- Профиль― длиной 8 метров с сечением 25 на 25 мм.
- Деревянная доска ― на сиденье толщиной 30 мм, для спинки ― 25 мм. Длина рассчитывается по металлическому каркасу.
- Крепёж ― болты с гайками ― 24 шт.
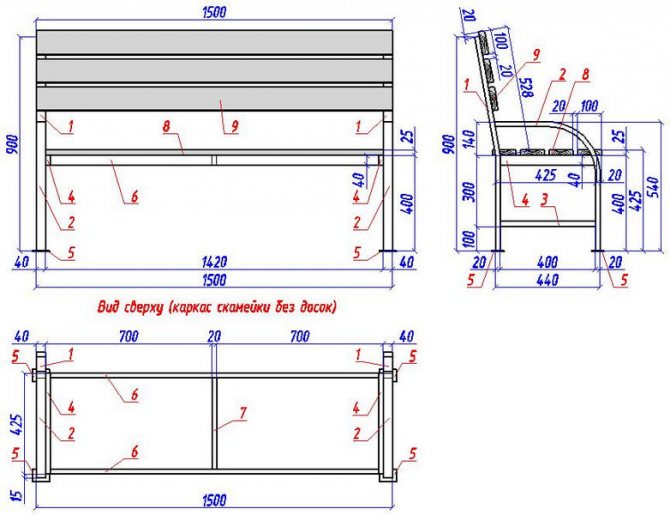
Помогут лучше познакомиться с процессом изготовления конструкций чертежи для скамейки из профильной трубы. Традиционно скамейки изготавливаются из металлического каркаса. Сиденье и спинка делаются из дерева.

Каркас
Труба длиной 1,55 м на перекладину между опорами.
- Гнутые отрезки 10 см, длиной (d) 78 см на спинку.
- Пара прямых отрезков длиной 35 см на сиденье. Еще 2 штуки длиной 39 см для формирования передних опор и пара штук для усиления последних длиной 20 см.
- Четыре пластины из металла 40 на 40 мм для производства подставки, устанавливающейся на опоры.
- Пара гнутых планок 45 см длиной для крепления между собой опор.
Сиденье и спинка
Доска ― 3 шт. длиной 160 см, шириной 6 см и толщиной 3 см для дна сидения и три с аналогичными параметрами на спинку. Болты и гайки ― 24 шт.
Сборка
Сначала соединяют перекладину, идущую поперек, и пару отрезков длиной по 35 см. Перекладина устанавливается по центру отрезков, строго перпендикулярно последним. Теперь понадобится сварочный аппарат для присоединения к конструкции пары гнутых отрезков длиной по 78 см. Чтобы сварить элементы правильно, делайте это на участке сгиба профиля. Затем к каркасу приваривают передние элементы опор. Соединение располагается на расстоянии девяти сантиметров от основания сиденья. Для усиления конструкции передние опоры соединяют отдельной трубой, выполняющей роль перекладины. Затем между опорами приваривают гнутые дуги и закрепляют их на ножках. Места сварки шлифуют. Металлические детали грунтуют и покрывают ЛКМ. Дерево обрабатывают морилкой и лаком. Доски крепят к металлическому каркасу на болты.

Лавочка своими руками
Для изготовления самой простой конструкции понадобятся:
- Профильная труба для каркаса ― лучше выбрать прямоугольное или квадратное сечение, 30 на 30,мм, длиной одиннадцать метров. Понадобится пара отрезков по 2,3 м, шесть по 0,6 м, шесть по 0,45 м.
- Деревянная доска толщиной 35 см (на сидение). Понадобится восемь прямоугольной формы брусков шириной 6 см.
- Метизы ― болты и гайки 24 шт.
Конструкция изготавливается по такой же технологии, что и скамья.
Оградки на могилу из профильной трубы
Размеры конструкции определяются параметрами участка. Традиционно он имеет площадь 2 х3 м. Основание можно сделать из трубы квадратного сечения (размер 2,5х2,5; 3х3; 4х4 см), секции каркаса изготовить из металлопроката (2х2; 2,5х2,5 см). Понадобится также труба на калитку и декоративные элементы.
Для изготовления столбов нарезают отрезки длиной 1 м. На верхние торцы приваривают пластины 10х10 см. Опоры вкапывают в грунт на глубину 40 см и заливают бетоном. Для верхнего и нижнего пояса секций нужны два отрезка трубы длиной 1 м. Для изготовления каркасных стоек используйте профиль 40-50 см. С помощью сварки детали соединяются между собой. Получившуюся конструкцию крепят к опорным столбам. Для монтажа калитки на оградку приваривают петли. Затем вешают дверцу. Готовое изделие покрывают антикоррозийной пропиткой и красят эмалью.
Беседка из профильной трубы
Для изготовления конструкции понадобится чертеж и список материалов. Каркас может быть квадратным, прямоугольным, восьмигранным, шестиугольным, круглым. Традиционно его собирают отдельными секциями с помощью сварочного аппарата. При установке конструкции вертикальные опоры заглубляются в грунт и бетонируются. Затем к стоякам крепится остальные части сооружения. Настилают деревянный пол или покрывают поверхность тротуарной плиткой. Секции каркаса соединяют между собой с помощью сварки или на болты, если требуется изготовление сборно-разборной конструкции. Сверху крепится лёгкая кровля.

vsedlyastroiki.ru
Коротко о главном
Простая и одновременно доступная технология холодной ковки сегодня находит сегодня все большее количество поклонников. И как показывает практика, многие мастера не только создают свои неординарные по замыслу элементы ковки, но и необычные устройства и приспособления для работы.
Мастерами успешно создаются как простые приспособления для выполнения одной операции, например, создания элемента улитка, веретено, спираль, навивка, скрутка, с применением физической силы мастера. Так и более сложные, с использованием механических редукторов и электроприводов. Однако, для создания небольшой мастерской многие советую обязательно собрать станок для завивки улитки и гнутик, для получения правильных геометрических форм. Именно эти приспособления и будут основой для развития в дальнейшем мастерской холодной ковки.
Но как бы там ни было, в разработке станков и приспособлений для холодной ковки одним из самых интересных моментов стоит вопрос создания универсального станка для большого количества операций.
Понадобится
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре
К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице
Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
Улитка простая статичная
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Домашняя мастерская – оборудование, оснащение, размещение
Ковка дома, если речь не идёт о создании только красивого мангала или подставки под цветы рано или поздно потребует создания особых условий для комфортной работы. Даже для занятия ковкой как хобби потребуется большое, хорошо освещённое помещение, где кроме станков нужно будет предусмотреть место и под монтажный стол, и под покрасочный модуль, а также подобрать минимальный набор инструментов для работы.
Набор инструментов для мастерской холодной ковкиИсточник instagram.com
Аргументов выделить просторное помещение много, но при планировании размещения стоит взять во внимание:
- холодная ковка профильной трубы требует сначала сделать прокат профиля, для того, чтобы можно было легче придать форму завитка или улитки. Для этого вальцы должны размещаться так, чтобы длина помещения была в 2,1-2,5 раза больше отрезка трубы.
- станок улитка должен иметь доступ со всех сторон;
- для объёмных работ, например, для сборки оград или въездных ворот монтажный стол стоит делать таким, чтобы он был больше конструкции на 0,2-0,3 метра;
- станки обязательно должны иметь массивную станину и надёжное крепление к полу, а вот монтажный стол можно сделать по принципу трансформера – они должны быть мобильными и быстро складываться.
Немаловажной деталью оборудования домашней мастерской является и то, каким набором шаблонов будут оснащаться станки. Для начального уровня мастерской улитка для ковки должна иметь 2-4 шаблона, от маленького 10-12 см в диаметре до максимального в 18-20 см
Станок для скручивания профильной трубы, кроме самого ходового размера трубы 25х25 мм, стоит дополнить шаблонами для труб большого диаметра до 40х40 мм включительно.
Самодельный станок-твистер для изготовления фонариков и кручения профильной трубыИсточник pinimg.com
Вальцы для проката, кроме обычной плоской формы должны иметь валы и для работы и с профильной, и с обычной трубой круглого сечения. Для пресса необходимо иметь несколько пресс-форм для работы с листовым металлом. Здесь понадобятся формы для штамповки листьев, лепестков, полусфер и оформления концов профилей.
Процесс холодной ковки
С работ по холодной ковке обычно новички начинают обучаться обработке металла, так как этот процесс довольно безопасный и простой, поскольку в данном случае вам не нужно будет сталкиваться с высокими температурами, как при остальных видах ковки.
Для данного процесса, как правило, применяют готовый шаблон, а именно, заготовки изделий. Естественно, у холодной ковки существуют и свои нюансы, обычно они состоят в том, что деталь во время работы легко деформировать или повредить: кованые изделия часто ломаются, и исправить это положение уже никак не получится, потому выполнять ковку необходимо очень аккуратно.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
Самое главное здесь – правильно установить настройки, чтобы во время работы станка детали не деформировались и не повредились, так как исправить это уже не получится.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Но перед тем как приступать к холодной ковке, вам, естественно, будет необходимо изготовить станок, который для этого требуется. Станок «Улитка» — самое популярное приспособление для изготовления металлических узоров с помощью холодной ковки.
Уличная камера видео наблюдения. Муляж из Китая.
Изготовление сварного забора из профильной трубы своими руками
Пошаговый процесс установки ограды начинают с разработки проекта. Кроме самой изгороди в нем указывают размеры ворот и калитки, если их придется делать своими руками. По чертежу определяют, сколько материала нужно для сварки забора из профильной трубы.
Выбираем профтрубы
Прочность сварного ограждения во многом зависит от правильного выбора материала. Для строительства забора необходимо запастись:
- профильной трубой сечением 200×200×6 — 8 мм для столбов под ворота;
- размером 100×100×5 — 6 мм для промежуточных опор;
- профилем 40×40 или 50×50 с толщиной стенки 3 мм для ненесущих стоек, устанавливаемых по вертикали;
- трубами сечением 25×25 или 30×30 со стенкой 3 мм, из которых делают горизонтальные лаги;
- профилем 10×10×1,5 — 2 мм для декоративного оформления пространства между опорами.
Делаем чертеж
Проект разрабатывают самостоятельно или берут готовый из свободного доступа в сети, адаптируя его к своим условиям. На чертеже отмечают размеры всего сварного забора с учетом рельефа и отдельных частей. Указывают длину и сечение профильных труб, глубину закладки фундамента и опор.
Поскольку секции одинаковы, достаточно сделать эскиз только одной. Если размеры крайних модулей отличаются от остальных, для них составляют отдельный чертеж. Внешний вид, размеры ворот и калитки с опорами для них указываются также отдельно.
Сделать эскиз можно самостоятельно или взять готовый из интернета и подогнать под свои условия
Сварка секций
Чтобы сварить каркас для каждой секции, нужно:
- нарезать заготовки из профильных труб в соответствии с размерами на чертеже;
- абразивным инструментом удалить заусенцы с разрезов;
- обварить каркас по периметру, потом внутренние детали;
- приварить декоративные элементы или установить их на готовый забор перед окрашиванием;
- очистить сварные швы от шлака, затем зашлифовать вровень с металлом.
В такой же последовательности делают калитку и ворота из профильной трубы.
Монтаж фундамента и опорных столбов
В зависимости от веса ограждения и особенностей грунта фундамент делают столбчатым, ленточным, столбчато-ленточным. Разметку периметра забора выполняют в следующем порядке:
- по углам вбивают колышки;
- натягивают между ними шнур;
- по ширине секций отмечают колышками места установки опор с добавлением 2 см для креплений.
Под столбы выкапывают или пробуривают ямки размером на 10 см больше сечения профильных труб на глубину промерзания почвы. В зависимости от региона она бывает 0,8 — 1,5 м. На дно насыпают слой песчано-гравийной смеси толщиной 10 см. Вертикальное положение опор выставляется по отвесу и фиксируется распорками.
Под фундамент между столбами выкапывают траншею шириной 30 и глубиной 50 см. Опалубку устанавливают на 10 см выше уровня почвы. На дно насыпают подушку из песчано-гравийной смеси толщиной 20 см. В качестве арматуры на высоте 5 см от подушки укладывают строительную сетку, подкладывая кусочки кирпича. Полотна связывают между собой проволокой. На высоте 15 см от первого кладут второй слой сетки.
Траншею и ямы с выставленными столбами заливают бетоном без длительных перерывов. Чтобы в фундаменте не остались пустоты массу уплотняют вибратором. Дальнейшие работы выполняют через семь дней, когда бетон отвердеет.
Установка секций
Для крепления секций на опоры приваривают кронштейны. Монтаж забора выполняют на болтах диаметром 10 — 12 мм или сваркой. Отверстия в кронштейнах лучше просверливать по месту. Для упрощения выравнивания на секциях делают пазы длиной 3 диаметра болта. В последнюю очередь устанавливают калитку, ворота. Чтобы внутрь не попадала влага, торцы труб закрывают пластиковыми заглушками.
Антикоррозийная обработка
Чтобы металлический забор не ржавел, поверхность покрывают защитными составами:
- Битумную мастику наносят на участки столбов, погружаемых в почву.
- Битумным лаком защищают металл от коррозии и применяют в качестве грунтовки. Если цвет устраивает, оставляют как финишное покрытие.
- Окрашивание масляной краской обойдется недорого, но на жаре покрытие отслаивается. Поэтому лучше красить акриловыми эмалями, которые нечувствительны к высокой температуре и ультрафиолету.
Как построить завиток?
Эскизов завитков для художественной ковки в интернете достаточно, но при попытках подогнать их размеры к требуемым для себя нередко оказывается, что изделие зрелищно проигрывает из-за вроде бы незначительного нарушения пропорций. Поэтому желательно также уметь строить ковочные шаблоны завитков, заведомо обладающие эстетическими достоинствами.
Шаблоны для холодной ковки художественных завитков – волют – строятся на основе математических спиралей. Чаще всего используется логарифмическая спираль; это одна из широко распространенных естественных форм, выражающая фундаментальные законы природы. Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.
Построение образующих шаблонов для холодной ковки на основе спиралей
Принцип построения логарифмической спирали по точкам заключается в том, что при повороте образующего ее радиуса, начиная с некоего начального R0, на фиксированный угол ?, его длина умножается на показатель расхождения спирали p. Для волют p берут, как правило, не более 1,2, т.к. логарифмическая спираль расходится (раскручивается) очень быстро; на поз. В рис. для примера показана логарифмическая спираль с p = 1,25. Чтобы попроще построить спираль по точкам с достаточной для кузнечных работ точностью, принимают ? = 45 градусов.
В случае, когда требуется более плотная арифметическая спираль, при повороте образующего ее радиуса на те же 45 градусов к предыдущему радиусу прибавляется 1/8 шага спирали S, поз. Б. В том и другом случае R0 берут равным или большим поперечника d заготовки равномерного сечения, поз А. Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Осталось определиться, как уложить зрительно гармоничную спираль с заданный для нее размер проема a. Чтобы решить эту задачу аналитически, т.е. по формулам с любой заданной наперед точностью, придется решать уравнения кубические и высших степеней. Компьютерных программ для численного технического расчета волют в интернете что-то не обнаруживается, поэтому воспользуемся приближенным методом, позволяющим обойтись одним рабочим и, возможно, одним проверочным графическим построением. В его основе лежит предположение, что при небольших р суммы R2+R6 и R4+R8 сильно не различаются. Пошаговый алгоритм построения волюты для ковочного шаблона отсюда следует такой:
- исходя из наличного материала определяем R0;
- количество витков волюты w берем по принципу: как бог положит на душу левой задней лапы любимого кота;
- пользуясь данными таблицы на рис., рассчитываем поперечник волюты b такой, чтобы он был немного меньше ширины проема под нее a, см. поз. Г;
- рассчитываем рабочий начальный радиус R по формуле на поз. Г;
- строим по точкам профиль волюты в масштабе;
- при необходимости точно подгоняем R по той же формуле и строим профиль рабочего шаблона окончательно.
С чего начать
Автор совершал свои первые шаги без полноценной подготовки, приобретая все необходимое в процессе. Видеоролик посвящен людям, задумывающимся об освоении ремесла холодной ковки и открытии собственного бизнеса. Речь пойдет о необходимости обзавестись отдельным помещением, приобрести набор «помощников» – болгарку, полуавтоматический сварочный аппарат, стол, электрический трубогиб, тиски, устройства для нанесения краски. Рассказано насколько важен каждый из них, что и чем можно заменить, почему на некоторых вещах экономить невыгодно. В завершении мастер скажет пару слов о том, стоит ли рассчитывать на большой заработок.
Другое оборудование: универсальное, шаблоны, лекала и прочее
Приспособления для холодной ковки используются для сгибания по дуге, под углом или скручивания. Ниже приведены основные разновидности оборудования.
К станкам также можно отнести:
- Штамповый пресс. При помощи этого устройства на металл наносят определённый рисунок путём отпечатывания его с шаблонов под давлением.
- Механический узел. Устройство, помогающее выгибать прут в форму круга с разным диаметром.
- Приспособления для ковки, к которым относятся шаблоны, оправки, кондукторы используются индивидуальными мастерами, которые не гонятся за количеством произведенных элементов.
- Ручные инструменты: клещи, вилки, тяжелый молоток или кувалда также чаще используются индивидуальными мастерами.
К сведению! Шаблоны, кондукторы и лекала для холодной ковки могут быть разнообразными, каждый мастер изготавливает их самостоятельно для получения эксклюзивной формы материала. Самые распространённые виды перечислены выше, их можно сделать своими руками в домашних условиях.
Разметка и монтаж «навесного» оборудования
Пожалуй, самый творческий этап работы. Своими руками можно сделать все. Но как, с учетом перспективы или ограничившись производством однотипных образцов?
Вариант 1. Самый простой. Смысл операции в том, что на столешнице прорисовывается контур спирали.
По сути, это эскиз будущих фигурных деталей, к примеру, из прутка. После этого достаточно из толстого полосового железа, согнутого по радиусу, вырезать несколько сегментов. Они привариваются к столешнице, и механизм для изгиба в основе своей готов.
Кому-то более привлекательным покажется такое исполнение – с цельной полосой.
Но практика показывает, что с такой улиткой работать сложнее. Например, при выемке из нее готового изделия возникнут определенные трудности.
Вариант 2. То же, но прорисовывается несколько контуров. Вдоль каждого высверливаются отверстия, в которых нарезается резьба. Остается лишь заготовить шаблоны для сегментов-упоров. Своими руками их делают, как правило, из плотного картона или фанеры.
По ним из металла изготовляются накладки, в которых после очередной разметки также высверливаются отверстия, совпадающие с посадочными «гнездами» в плите. Такая конструкция позволит на одном столе организовать производство спиралевидных заготовок с различными радиусами. Придется лишь, в зависимости от формы изгиба, устанавливать соответствующие сегменты в определенных местах. Их крепление к основе – болтовое. Можно поступить и по-другому. Вместо таких упоров ставить цилиндрические.
Для фиксации они притягиваются болтами (снизу плиты) или изготавливаются сразу с ножками (+ резьба) и вкручиваются в столешницу. С ними гораздо удобнее. А если есть собственный токарный мини-станок, то выточить своими руками – дело на пару часов.
Вариант 3. Приготовить несколько съемных модулей, которые менять по мере необходимости.