Какие бывают виды фрез по дереву для ручного фрезера
Содержание:
- Советы по выбору фрезера
- Фрезы пазовые
- Фрезы комбинированные
- Как выбрать?
- Как ими работать?
- Дополнительные критерии, по которым классифицируют концевые фрезы
- Приспособления для ручного фрезера
- Фрезы пазовые
- Критерии выбора режущего инструмента по дереву
- Какими бывают насадки?
- Особенности
- Фрезы фигирейные
- Проекты домов, коттеджей, дуплексов, бань и гаражей бесплатно.
- Критерии качества
- Технические характеристики
- Как выбрать?
- Проблемы[править | править код]
- Особенности насадок
- См. также
- Обзор видов
- Как сделать треугольный ловец снов?
- Разновидности диаметра хвостовика
Советы по выбору фрезера
Надеемся, что ваш багаж знаний о фрезерах, благодаря нашим стараниям, существенно пополнился
Но достаточно ли прояснился для вас вопрос, какой ручной фрезер по дереву выбрать? Если по-прежнему нет, позвольте дать вам несколько практических рекомендаций, чтобы вы поняли, на каких критериях стоит заострить особое внимание
Совет # 1. Выбирая фрезер большой мощности, вы выбираете высокую производительность и возможность работать продолжительное время при значительных нагрузках. Однако не стоит бездумно гнаться за большим значением этого показателя. Помните, что одновременно с мощностью возрастает и вес агрегата – работать им будет уже не так легко и комфортно. Следует сопоставить преимущества от высокой мощности с недостатками от использования тяжелого инструмента для выполнения мелкой работы. Впрочем, если планируется использовать фрезер в стационарном положении (фрезерная стойка или фрезерный стол), высокая мощность будет несомненным плюсом.
Совет # 2
Обратите внимание на наличие у выбранного вами фрезера возможности регулировать скорость вращения шпинделя. Переключатель скорости у идеального инструмента должен перемещаться ступенчато или, по крайней мере, довольно туго и находиться в таком месте, где вероятность задеть и сместить его случайно сведена к минимуму
Совет # 3. Обязательно проверьте реальную глубину погружения фрезы, которая может сильно варьироваться в зависимости от конструктивных особенностей используемого цангового зажима. Замечательно, если цанга доходит до низа опорной платформы, однако в идеале она должна выступать за основание. Эта характеристика сильно влияет на функциональность инструмента, но в паспортах «вылет» за подошву, увы, не указывается – узнать его величину вы сможете, лишь подержав фрезер в руках.
Совет # 4. Протестируйте работу штангового механизма. Голова инструмента должна ходить свободно и без перекосов, а вертикальный упор надежно фиксироваться в заданном положении. Убедитесь, что точность установки глубины погружения удовлетворяет вашим требованиям.
Совет # 5. Узнайте, оснастку какого диаметра и геометрии можно будет использовать с данным фрезером. Для этого нужно сопоставить размер фрезы с диаметром проема в подошве, а также во вспомогательных приспособлениях (копировальная втулка, линейка-циркуль и т.д.). Не забудьте сравнить диаметр хвостовиков фрез, которые вы предполагаете использовать, с посадочным размером цанги.
Совет # 6. Оцените эргономику инструмента
Важно подобрать наиболее удобный именно для вас тип рукоятки. Вариантов не так уж и много – пистолетные и грибовидные
Мнения опытных пользователей относительно расположения органов управления, в частности стопора глубины погружения, разделились – одни считают, что на рукоятках никаких кнопок быть не должно, другие, напротив, предпочитают иметь переключатели в максимально доступном месте, чтобы при необходимости воспользоваться ими, не прерывая работу.
С нашей точки зрения самое подходящее место для рычага стопора – около рукоятки, в зоне доступа пальцев, но не на самой ручке. Впрочем, прислушиваться к чьим бы то ни было советам относительно удобства не имеет смысла: то, что удобно одному, может абсолютно не подходить другому. Стоит подержать понравившуюся по другим параметрам модель в руках и оценить удобство расположения органов управления
Уделите также внимание длине электрокабеля – короткий сетевой шнур вызывает массу неудобств в процессе работы
Совет # 7. Если вы планируете часто работать без направляющих, очень важен будет хороший обзор рабочей зоны. Она же зависит от размера проема в подошве, расположения патрубка для пылеудаления, наличия светодиодной подсветки.
Совет # 8. Узнайте, насколько доступны вспомогательные элементы для выбранной вами модели, возможна ли замена их аналогами от других производителей.
Совет # 9. Если есть такая возможность, протестируйте выбранный фрезер на холостом ходу и под нагрузкой. Посторонние шумы и повышенная вибрация являются признаком некачественной сборки или неполадок.
Совет # 10. Несомненно, важным критерием выбора электрофрезера для многих является цена. Здесь мы не можем давать каких-либо советов. Надо понимать, что хороший инструмент не может быть дешевым. Если ваш бюджет ограничен, постарайтесь оценить, за какие функции вы готовы заплатить, а какие для вас не особо важны.
Фрезы пазовые
Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо́льшую по диаметру.
Пазовые прямые
Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.
Пазовые галтельные
Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» – в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом.
Пазовые галтельные V образные
Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов.
Пазовые конструкционные (Т образные и ласточкин хвост)
В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится.
Пазовые фасонные
Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы.
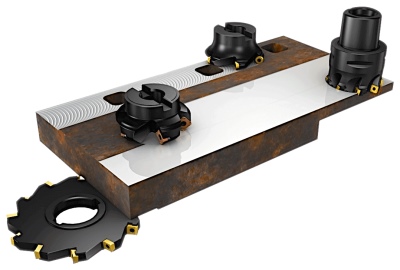
Фрезы комбинированные
Изделие представляется собой конструкцию из нескольких видов фрез, собранных на одном хвостовике. При этом можно менять их положение, с помощью втулок, прокладок увеличивать/уменьшать расстояние между ними. Технология позволяет получать заданные по чертежу профили, сделать нужную форму с учетом габаритов заготовки.
Сборка не занимает много времени, важно правильно по размерам подобрать комплектующие, поскольку изменить расстояние от оси вращения до крайней точки устройства нельзя. Пользоваться для выполнения сложного рисунка можно и базовыми фрезами, но в этом случае нужно делать несколько проходов, каждый раз настраивая оборудования
Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми
Пользоваться для выполнения сложного рисунка можно и базовыми фрезами, но в этом случае нужно делать несколько проходов, каждый раз настраивая оборудования. Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми.
Как выбрать?
При выборе фрезы в первую очередь необходимо определиться с разновидностью режущего основания, формой лезвия, наличием подшипника и другими конструкционными особенностями
Именно поэтому важно заранее представлять, для каких типов работ необходим инструмент, каков объем работ, и насколько твердый материал будет обрабатываться. Обязательно потребуйте у продавца сертификат соответствия требованиям ГОСТ, так как в наши дни рынок наводнили дешевые подделки из стран Юго-Восточной Азии
Они отличаются низким качеством обработки и малым периодом использования. Если вам отказывают в предоставлении документов, сделайте покупку в другом месте. Предложение на рынке в наши дни настолько велико, что отыскать образец, соответствующий вашим требованиям, никакой сложности не составит.
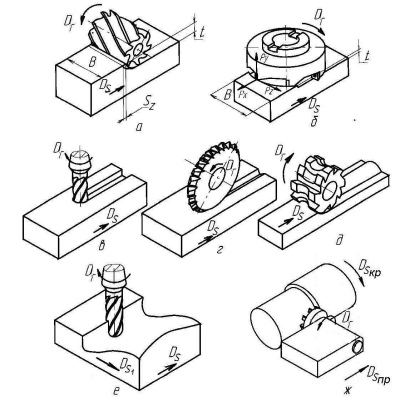
В целом выбор обычно производится по следующей схеме:
- для грубой обдирки – торцовые и концевые фрезы;
- для чистовой плоскостной обработки – цилиндрические;
- для формирования канавок – дисковые, торцевые;
- для обработки углов и кромок – угловые, фигурные;
- для выборки шпоночных углублений – шпоночные;
- для вырезки сквозных пазов – Т-образные, фигурные.
Как ими работать?
Чтобы превратить простую дрель во фрезер, достаточно лишь установить насадку в посадочное отверстие инструмента. Теперь следует определить, каким образом вы хотите эксплуатировать полученный аппарат. Способов применения встречается несколько.
- Использовать в качестве компактного ручного фрезера без каких-либо опорок. Такое устройство можно применять только для прорезки пазов в деревянных изделиях, если точность не имеет особого значения.
- Применять как ручной фрезеровочный аппарат с некоторыми конструктивными изменениями (на такие дрели устанавливают специальные каркасы с регулятором угла, чтобы можно было просто прислонить инструмент к древесине и не бояться неточностей, которые могут возникнуть при работе руками), способными уменьшить силовую нагрузку на остов дрели и увеличить износостойкость устройства.
- Собрать компактный фрезерный станок, представляющий собой столик для детали и держатель для дрели с насадкой.
Второй вариант встречается у мастеров-самодельщиков куда чаще, чем остальные два. Обусловлено это тем, что в конфигурации с дополнительными опорками дрель не теряет своей компактности, – переносить её с места на место всё так же легко. Чтобы работать с такой дрелью, необходимо купить или сделать самому специальный каркас, который поможет работать быстро, уверенно и точно, почти как на станке. Каркасы встречаются нескольких видов.
- Обычные арматурные опоры, закрепляющиеся в основании патрона дрели. Такой вариант редко имеет какие-либо регуляторы угла и предназначен лишь для упрощения работы с инструментом. Изготавливается мастерами самостоятельно, не самая подходящая вариация для большого объёма работы.
- Каркас с дополнительным защитным щитком. Это более «промышленный» вариант, его можно встретить даже в магазинах. Зачастую имеется возможность менять угол наклона щитка, который выполняет сразу две роли: защищает от попадания древесного мусора внутрь дрели и на её владельца, а также является опорным элементом всей конструкции.
Третий вариант более трудозатратный по изготовлению, но и более мультизадачный. После сборки или покупки такого станка внутрь вставляется дрель с насадкой и надёжно там фиксируется. Фиксация осуществляется благодаря пластиковым или металлическим хомутам. Чтобы работать с таким станком, берут деревянную заготовку и перемещают по поверхности фрезеровочного столика. Чтобы пользоваться инструментом было удобно, следует предусмотреть в конструкции станка возможность изменять высоту дрели над изделием.
Для последнего варианта нужно использовать лишь дрели хорошего качества с высоким порогом мощности, ведь нагрузка на инструмент будет очень высокой. Крепление должно быть максимально тугим, чтобы предотвратить поломку патрона или фрезерной насадки.
Дополнительные критерии, по которым классифицируют концевые фрезы
Самые важные — это:
-
тип хвостовика;
-
конструкция;
-
размер зубьев;
-
количество режущих кромок;
-
направление отведения стружки.
Тип хвостовика
Для металлообработки используют концевые фрезы с цилиндрическими и коническими хвостовиками. Приспособления первого типа предназначены для установки в ручные электроинструменты.
Концевые фрезы с коническими хвостовиками закрепляют в патронах специальных станков.

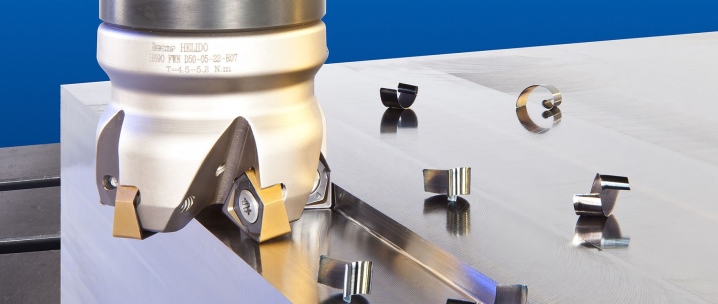
Фотография №9: концевая фреза с коническим хвостовиком
Конструкция
По конструкции инструменты делят на 2 основных типа.
-
Цельные концевые фрезы.
-
Приспособления со специальными твердосплавными напайками/пластинами.
Фрезы первого типа изготавливают в зависимости от назначения из инструментальных и быстрорежущих сталей, а также твердых сплавов. Цельные инструменты имеют стабильные параметры и высокую жесткость. Применяются для большинства операций.
Концевые фрезы с твердосплавными напайками используют при специальных режимах резания, а также при обработке изделий и заготовок из сплавов титана, нержавеющей стали и иных труднообрабатываемых материалов.

Фотография №10: концевая фреза с твердосплавными пластинами
Размер зубьев
Существуют крупнозубые и мелкозубые концевые фрезы. Первые применяют для черновых работ по металлу, вторые — для чистового фрезерования.
Количество режущих кромок
Этот параметр определяет, сколько слоев металла снимается за один оборот фрезы. Чем больше количество режущих кромок, тем чище обработка. По этому критерию концевые фрезы делятся на одно-, двух-, трех- (и т. д.) заходные.
Направление отведения стружки
Этот критерий также имеет важное значение. Стружка может отводиться вверх и вниз.. Первый способ является традиционным, но имеет следующие недостатки.
Первый способ является традиционным, но имеет следующие недостатки.
-
Часть стружки под действием силы тяжести падает вниз и вновь попадает в зону резания. В результате обработка затрудняется.
-
Стружка накапливается. Появляется лишняя операция — удаление отходов.
-
На верхних гранях реза образуется «ворс». В некоторых случаях это недопустимо.
Концевые фрезы с удалением стружки вниз называют компрессионными. Эти инструменты лишены вышеуказанных недостатков.
Приспособления для ручного фрезера
Основная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Параллельный упор
Данное приспособления имеется в стандартной комплектации любого фрезера.
Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина.
Направляющая шина
Шина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок.
Циркуль
Данное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей.
Выборка пазов
Для выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке.
Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником.
Копир
Для перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы).
Работает копир следующим образом:
- заготовка укладывается под установленный в пантографе агрегат;
- на нужном расстоянии от копира размещается орнамент или узор, который необходимо скопировать;
- указка пантографа устанавливается в начальную позицию, после чего включается двигатель агрегата;
- все движения указки по рисунку с точностью передаются на фрезер, и он вырезает на заготовке копию требуемого узора.
Копировальные кольца и шаблон
Копировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.
Обработка тел вращения
Данное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины).
Шипорезное приспособление
Чтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление.
Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом.
Приспособление шип-паз
Соединение шип-паз является самым распространенным в столярном деле.
Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами.
Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете.
Стол для фрезера
Устанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.
Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм.
Приспособление для филенок
Если вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей.
Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов.
Фрезы пазовые
Предназначены для выборки паза необходимой ширины и глубины в середине детали или от ее края и к центру. Чаще всего применяется при создании соединения типа шип-паз. При необходимости, если позволяет конструкция упора фрезерной машины, то ширина паза может регулироваться без замены фрезы на бо́льшую по диаметру.
Пазовые прямые
Простейший инструмент цилиндрической формы, после использования которого в заготовке остается прямоугольный в сечении паз. Преимущественно используется с погружными фрезеровальными машинами, хотя возможно и применение их с другими моделями.
Пазовые галтельные
Их режущая головка имеет закругленную форму, благодаря чему в разрезе паз напоминает литеру «U» — в зависимости от глубины реза стенки закругляются сразу же от поверхности заготовки или сначала некоторое время идут от нее под прямым углом.
Пазовые галтельные V образные
Хотя по определению «галтель» это именно полукруглая выемка, к галтельным относится и фреза, дающая в разрезе «V»-образный паз. Если работа предполагает изготовление пазов с разными углами наклона стенок, то надо иметь соответствующий комплект инструментов.
Пазовые конструкционные (Т образные и ласточкин хвост)
В сечении полученные пазы образуют перевернутую букву «Т», основание которой выходит на поверхность или правильную трапецию, большая сторона которой обращена к центру заготовки. Это одно из самых надежных соединений, заготовки задвигаются одна в другую и другим способом разъединить их не получится.
Пазовые фасонные
Наряду с галтельными используется для получения фигурной резьбы и обработки кромок. В сечении пазы напоминают фигурные скобки. Фрезеровать можно как пазы в центре заготовки или снимать кромки с ее краев. Если изготавливается сложный рисунок, то предварительно по его контуру рекомендовано пройти прямой пазовой фрезой – это упростит последующую центровку и уменьшит нагрузку на фрезеровочную машину при применении фасонной фрезы.
Критерии выбора режущего инструмента по дереву
При выборе фрез по дереву для ручного агрегата, следует уделить внимание следующим параметрам оснастки
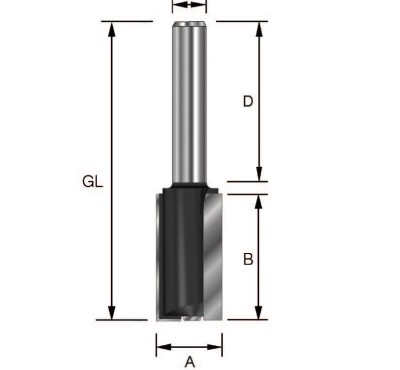
Диаметр и размер хвостовика
Следует учитывать, что некоторые зарубежные производители фрез могут указывать диаметр хвостовика в дюймах. В большинстве случаев, если на агрегате установлен цанговый зажим, то проблем с установкой оснастки не будет, конечно же, при условии, что диаметр цанги соответствует диаметру хвостовика.
Важно знать, что цанга ручного агрегата – это не кулачковый патрон дрели, в который можно зажимать инструмент разного диаметра. Внутренний диаметр цанги должен строго соответствовать диаметру хвостовика оснастки
Трудности могут возникнуть, если купить оснастку с хвостовиком 1/2ʺ (12,7 мм) и попытаться ее вставить в цангу с диаметром 12 мм. В то же время, хвостовик с диаметром 6 мм без проблем зажмется в цанге на 1,4ʺ (6,35 мм).
Длина хвостовика оснастки также имеет большое значение. Не вся она имеет удлиненные хвостовики, и порой их размеров не хватает, чтобы использовать инструмент, например, при расширении глубоких пазов. Также длинные хвостовики оснастки могут понадобиться при закреплении агрегата под столом. В таком случае принято использовать удлинитель фрезы, который зажимается в цанге агрегата.

Материал лезвий
Это важный критерий при выборе оснастки. Изделие может быть изготовлено из быстрорежущей стали (HSS) или из твердосплавной (HM). Лезвия из быстрорежущей стали без труда справляются с мягкими породами древесины невысокой плотности. Но для обработки твердых пород дерева данные резаки не подойдут. В таком случае их можно заменить оснасткой с твердосплавными лезвиями.
Расположение режущих элементов
Лезвия на инструменте могут располагаться вертикально, то есть параллельно оси хвостовика, либо под определенным углом к ней. Вертикально расположенные лезвия работают по принципу рубанка и в большей мере рубят древесину, чем ее режут. Поэтому, если лезвия немного затупились, они будут оставлять следы на обработанной ими поверхности, которые придется вышлифовывать.
Лезвия, расположенные под углом к оси инструмента, работают намного чище и не образовывают сколов.
Какими бывают насадки?
Фрезерные насадки бывают нескольких видов.
- Насадные. Предназначены для работы на специальном стационарном станке, имеют большой диаметр посадочного разъема.
- Концевые. Подобные фрезы предназначены не только для работы на громоздких станках, но и для обычных электрических дрелей.
В свою очередь, концевые насадки, а именно они вам и понадобятся, подразделяются еще на несколько видов.
Калевочные. Предназначены для обработки древесных изделий, придают им более округлую форму.
Каждый из приведенных выше видов фрез может помочь в выполнении той или иной работы по дереву с различным уровнем сложности. По этой причине они очень часто продаются наборами по несколько штук (для упрощения сбора полного комплекта). Стоит отметить, что, помимо делений по принципу «предназначения», насадки классифицируются ещё по размеру.
35 мм и меньше — для «ювелирной» обработки древесины. Такие фрезы помогают создавать аккуратные канавки, пазы или узоры в изделиях небольшого размера.
Особенности
Необходимость использовать инструменты для слэбов неуклонно нарастает. Именно такие спилы дерева становятся все более популярными в мебельной отрасли.
Но слэб невозможно подготовить должным образом вручную. Здесь потребуются качественные фрезы для выравнивания поверхности. Только они позволят добиться оптимальной чистоты древесины.
Ручной фрезер удобен и эффективен. С его помощью, используя дополнительную оснастку, можно:
- работать с фасонными пиломатериалами;
- приводить в порядок плоские поверхности;
- готовить разнообразные технологические выемки.
Целевое предназначение ручных фрез по дереву может заключаться в:
- кромочной обработке (сращивании за счет методики шип-паз);
- врезке петель;
- врезке остальной фурнитуры;
- декоративной обработке (получении поверхностных объемных форм);
- производстве конфигурированных деревянных заготовок.
Фрезы фигирейные
Специальный вид изделия для изготовления филенок и похожих на них деталей. Бывают односторонние и двухсторонние. Глубокий заход в тело заготовки создает сложности в работе. Режущая кромка в процессе обработки захватывает большую массу древесины.
Фреза вязнет, либо начинает вибрировать. Опытные мастера проходят сначала деталь кромочным, пазовым аналогом, оставляя небольшой припуск. Чистовую обработку делают затем фигирейной фрезой, которая легко справляется с подавленной задачей. Двухсторонние модели данного изделия могут создавать рисунок различной формы на лицевой и обратной стороне заготовки.
Проекты домов, коттеджей, дуплексов, бань и гаражей бесплатно.
Критерии качества
При выборе набора деревообрабатывающих насадок следует обращать внимание на следующее:
- Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке. Особенно это актуально, если заготовкой служат изделия из граба, груши, дуба и других твердых пород древесины.
- В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком.
- Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200 — 250ºС. Инструмент после такой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм.
- Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Применение такой оснастки недопустимо.
Важный параметр — твердость материалов, из которых изготавливаются фрезы. Чаще, это касается монолитных образцов. Проверку можно выполнить и в домашних условиях. Для этого рекомендуется использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твердости 58 — 62 HRC.
Долговечность инструмента определяется интенсивностью его применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущей стали обладают наилучшей стойкостью, а монолитные, выполненные из инструментальной стали – наименьшей.
Приобретение подходящего деревообрабатывающего станка не решит всех проблем. Для осуществления полноценной обработки изделий, потребуется подобрать качественную оснастку. Рассмотренные в обзоре виды фрез по дереву помогут определиться и доукомплектовать ваш ручной фрезер. Ведь, в выполнении каждой конкретной операции, участвует определенная конфигурация приспособлений.
Технические характеристики
Производство сифона происходит из разнообразных материалов, помимо отличия в этом, они разнообразны по форме и размерами.
Материалы и цвета
Материалы для изготовления отличаются разнообразием. Часто сифоны скрыты от глаз человека за тумбой или стеной, но бывают случаи, когда это невозможно сделать, и стоить придумать такие варианты, при котором не придется покупать дополнительную деталь в интерьере.
Латунный – изделия из латуни с хромированным покрытием чаще применяются для раковин из стекла, где необходимо сохранить общую дизайнерскую мысль. Это модель прекрасно сочетается с другими похожими металлическими деталями интерьера. Однако они требуют особого ухода для сохранения их внешнего вида.
- Из цветных металлов – в основном на рынке встречаются бронзовые, никелированные и медные сифоны. Уход за ними – очень кропотливая работа, которая требует времени и специальных средств. Чаще их применяют для сохранения общей стилистики интерьера. Медь является самым дорогим материалом для изготовления сифонов, но по длительности службы не уступает нержавеющей стали.
- Стальной – основным преимуществом является прочность материала, со временем сифоны не протекают. В основном они все покрыты хромом, что обеспечивает износостойкость конструкции. Недостатком при хромировании стали является стоимость сифона, но при этом качество обеспечено, если покрытие было выполнено правильно. Для установки такой модели необходимо точные замеры, и выполнение работы по монтажу сантехником. Хромированные сифоны отлично сочетаются с глянцевыми смесителями, полотенцедержателями и другими деталями в ванной комнате.
- Чугунный – предпочтения дается такому сифону при установлении напольных унитазов.
- Пластиковый – самый часто встречаемый вид сифона, изготовлен из полипропилена, за счет чего низкая цена изделия, но не само качество. Главные преимущества такого сифона, помимо низкой стоимости, – это простота и легкость сборки, стойкость материала к химическим средствам, простота в уходе, при загрязнениях возможно прочистить специальными средствами. Необходимо помнить, что возможна его порча под действием термического фактора (кипяток).
Формы
Форму сифона необходимо подбирать, если используется открытый тип раковины, для сохранения эстетичного вида. В таких случаях чаще это S- или U-образные, плоские, квадратные. В других случаях, когда сифон спрятан от глаз, то стоит раздумывать больше над качеством, чем над формой.
Размеры
Тут стоит исходить из той площади, которой обладаете под раковиной. Если не уверенны, какие брать, короткие или длинные, есть такие виды, где можно регулировать сам сифон: как удлинять, так и укорачивать его.
Как выбрать?
В первую очередь, следует заранее выяснить, какие виды режущего инструмента нужны, их тип, форма кромки, наличие подшипника и прочие особенности. При покупке следует определиться, для каких целей нужен режущий инструмент, какие объемы работ планируется выполнить, и насколько твердую и плотную древесину надо обрабатывать.
Исходя из этих факторов выбирают тот или иной вид фрез. Если требуется купить дорогой образец, рекомендуется попросить у продавца сертификат соответствия, поскольку на рынке имеется большое количество подделок из стран Юго-Восточной Азии.
Если с предоставлением документов случаются какие-то проблемы, следует поискать нужные фрезы в другом месте. Количество инструмента на рынке огромно, отыскать качественный образец не составит сложности.
Проблемы[править | править код]
Особенности насадок
Как и у других инструментов, у фрезерных насадок есть ряд особенностей, отличающих одни виды от других. К таким отличиям можно отнести тип изготовления фрез и их материал. Они могут быть цельными (вся насадка производится из цельного куска инструментальной стали) либо же сборными (корпус такого типа изготавливается из обычной стали, а режущая поверхность – из твердосплавного композитного металла). Второй тип является более крепким и прослужит вам значительно дольше первого.
Помимо этого, фрезы различаются по типу режущей поверхности. Вне зависимости от геометрической формы, предназначения, размера или других параметров насадки все они имеют основную часть и режущую поверхность, которая может быть:
- заостренной — эти фрезы изготавливаются на заводе таким образом, что после домашней заточки геометрические показатели и диаметр лезвия остаются практически неизменными;
- затылованной — менее удобный вид, ведь после домашней переточки значительно уменьшается диаметр режущей поверхности.
См. также
Обзор видов
Торцевая фреза – инструмент, классифицирующийся по исполнению конструкции и типу крепления, по материалу разрезающей части и методу закрепления в патроне фрезеровального станка. На практике применяют торцевые резаки диаметром от 40 до 100 мм. На производстве размер (диаметр рабочей части) доходит до нескольких сотен миллиметров, в зависимости от решаемой задачи.

По типу конструкции
Конструкция разных торцевых фрез отличается:
направлением разрезающих зубьев – по часовой или против часовой стрелки;



Плоскоторцевые фрезы применяются в выборке, раскраивании и черновой обточки деталей. Конец фрезы в продольном разрезе представляет собой П-образную конструкцию. Хвостовик обладает диаметром порядка нескольких миллиметров – толщина «хвоста» достаточна, чтобы расходник в целом выдержал продольно-поперечные, динамические нагрузки, возникающие в начале и по окончании обточки.
Рабочая часть выступает на 0,2 и более миллиметров. Угловое скругление обладает радиусом до полумиллиметра. Зубьев – от 1 до 6. Витки направлены вправо (стружка выводится вверх) и влево (она же попадает вниз). У прямого направления витков стружка движется в направлении, совпадающем с основным вектором движения. Гибридная фреза обладает направлением всех витков, кроме последнего, вправо. Последний виток у гибридной фрезы направлен влево.

По материалу режущей части
Материал для режущих кромок фрезы выбирается исходя из материала обрабатываемых деталей и скорости вращения расходника. Работа на небольшой скорости и замедленной подаче заготовок требует легированной и быстрорежущей стали марок Р18, ХГ, ХВ9, 9ХС, ХВГ, ХВ5. Фрезерование жаростойких и жаропрочных сталей, нержавейки (последняя очень вязкая и усложнена в обточке) требует другие быстрорежущие (инструментальные) марки сталей Р9К5, Р9К10, Р18Ф2, Р18К5Ф2.
Повышение ударности при фрезеровании потребует стали марки Р10К5Ф5. Фреза, обрабатывающая стекло, керамику, закалённую сталь и другие особо твёрдые материалы, возможно, потребует победитовые кромки или алмазное напыление. Заводам промышленные алмазы как раз по карману – их приобретение быстро окупается значительными партиями производимых изделий. Но алмазные фрезы доступны далеко не всем пользователям – даже фреза малого диаметра может стоить не одну тысячу рублей.


Чистовая обработка потребует кобальтосодержащую сталь с повышенным процентом карбидов и пониженным количеством самого кобальта (как для свёрл). Марки этих сталей – ВК2, ВК3 Т15К6 и несколько похожих. Черновая и получистовая же обработка влечёт использование фрезы, чья сталь лучше обогащена кобальтом. Дело в том, что кобальт повышает пластичность (и уменьшает ломкость) стали, позволяя рабочему применить режим повышенной ударности на станке, не теряя в качестве обточки. Эти марки – ВК8, ВК10, Т5К10 и т. д.


По способу крепления
Насадочная фреза с механическим удержанием пластин на торце крутящей оси предусматривает расположение технологических шипов и пазов – равномерное, по ходу кольцевой канавки, идущей между внешним и внутренним периметрами самого расходника. Конструкция здесь сменная: хвостовик может проработать с несколькими насадками, либо одна и та же насадка – с несколькими хвостовиками. Обычно и то и другое меняют, когда технологические зубцы-зацепы хвостовика (или фрезерной коронки) начинают стираться.
Торцово-концевые фрезы, в отличие от насадных, являясь своеобразным гибридом концевого и торцевого типов, обладают собственным несъёмным хвостовиком. Они вставляются в патрон или в удлинитель-переходник и предназначены для более тяжёлых фрезеровочных работ. Технологический угол достигает 75 градусов. Они пригодны для закрепления непосредственно в патроне дрели или в переделанных под фрезер самодельных (либо универсальных) дрелях и перфораторах.
Как сделать треугольный ловец снов?
Разновидности диаметра хвостовика
Первое, на что нужно обратить внимание, это — совместимость основного инструмента и оснастки. В специализированных магазинах широкий выбор сменных фрез различной конструкции, и при покупке нужно уточнить диаметр хвостовика
Для этого стоит посмотреть в паспорте изделия стандарт, по которому он сделан.
Обычно в комплекте предусмотрено два вида крепления. В метрической системе это размеры 6,8 и 12 мм. Почти все отечественные производители предлагают этот стандарт. Импортные изделия часто имеют дюймовые комплектующие. Цанги имеют размеры 6,35 и 12,7 мм. Оснастку разных стандартов менять нельзя. Рабочий ход цанги всего несколько десятых миллиметра.















