Что такое анодированный алюминиевый профиль и для чего он нужен?
Содержание:
- Способы анодирования алюминия
- Почему важно правильно выбирать топливо?
- Анодирование алюминия компанией Alanod®
- Для чего анодировать алюминий?
- Что понадобится для изготовления
- Что такое анодированный алюминий
- Разновидности анодирования
- Высверливание отверстий
- Материалы и инструменты
- Операция анодирования и ее специфика
- Светотехническое применение анодированного алюминия
- Штамповка
- Типичные ошибки при анодировании
- Методы
- Технология анодирования металла и ее особенности
- Окрашивание
- Применение анодирования
- Механические соображения
- Технология
Способы анодирования алюминия
Теплое анодирование
Эта технология считается сравнительно простой. Ее можно повторить своими руками. Процесс проводится при комнатной температуре. С помощью простых манипуляций можно получить красивое цветное покрытие при помощи органических красителей. Если приложить определенные усилия, то можно получить несколько цветов на одной и той же детали.
Технология имеет преимущества, но присутствуют и недостатки. Так, анодированный алюминий, обработанный таким образом, не имеет действительно высокой защиты от коррозии. В морской воде, а также в местах контакта с агрессивными металлами возникает коррозия. Обработка металла таким способом также не дает мощной механической защиты – поверхность легко царапается обыкновенной иголкой. Если технология нарушена, то покрытие и вовсе стирается рукой.
Теплое анодирование проводится очень просто. Первым делом обезжиривают детали и закрепляют их в подвесе. Выполняют анодирование до молочного оттенка, промывают деталь холодной водой. Окрашивают в горячем растворе красителя и закрепляют окрашенную поверхность в течение часа.
Холодная технология
Этот способ выполняется при низких температурах – от -10° до +10°. Метод изобрели по нескольким причинам: высокое качество, прочность, твердость анодного слоя, а также низкая скорость растворения поверхности и большая толщина слоя. Обычно в домашних условиях анодирование алюминиевых сплавов проводят именно таким образом.
Слой со стороны металла растет, а с внешней стороны – растворяется. Скорость равна тому же показателю при теплом анодировании. Однако, холодная технология может продемонстрировать низкие скорости растворения внешней пленки. Из-за этого и формируется толстый слой. При теплом методе внешний слой растворяется так же быстро, как растет внутренний – получить твердую пленку значительно сложней.
Единственный минус процедуры – невозможность использования органических красителей. Окраска – это естественный процесс, а цвет зависит от состава материала, который обрабатывается. Оттенки в процессе меняются – от зеленого до темного, нередко такая технология дает черный цвет.
Вначале деталь обезжиривают и закрепляют в специальном подвесе. Затем металл анодируют до получения плотного слоя. Далее – промывают в горячей или холодной воде. В конце закрепляют слой с помощью проварки в дистиллированной воде.
Технология твердого анодирования
Твердое анодирование алюминия также позволяет получить твердую и прочную пленку. Технология эта широко применяется в промышленности. Особенность этого способа в том, что в процессе задействован не один, а несколько электролитов. Так, используется не только серная кислота, но и борная, винная, уксусная или щавелевая. Плотность тока медленно растет и за счет изменения структуры на поверхности растет пленка повышенной прочности.
Почему важно правильно выбирать топливо?
Жидкое топливо (бензин) проходит через карбюратор или инжектор и попадает в цилиндр, где смешивается с воздухом, после чего сгорает, выделяя тепло и выхлопные газы, создающие достаточное для движения поршня давление.
Ведь этот ГОСТ хоть и уступает нормативным документам, принятым в ЕС, США или Японии, но негативное воздействие соответствующего ему топлива на двигатель укладывается в принятые этими странами нормы.
Поэтому основное отличие российского ГОСТ от нормативных документов этих стран касается воздействия бензина на экологию и современные экологичные моторы. Но на подавляющее большинство газонокосилок устанавливают двигатели, разработанные в середине прошлого века, а значит, их влияние на экологию сопоставимо с такими же автомобильными моторами. Поэтому даже самый экологичный бензин не может изменить ситуацию к лучшему.
Если же содержание серы и смол выше, чем требует ГОСТ 32513-2013, то такой бензин представляет серьезную угрозу для двигателей, ведь:
- смола постепенно оседает на стенках каналов топливной системы, снижая их пропускную способность и нарушая соотношение топлива и воздуха в топливовоздушной смеси;
- сера изменяет температуру горения бензина, из-за чего детали камеры сгорания, то есть цилиндр, поршень, клапаны и головка, работают при более высоких, чем расчетные, температурах, а значит, их ресурс расходуется в несколько раз быстрей.
Если же топливо отличается по октановому числу, то горючее с меньшим октановым числом воспламеняется раньше, из-за чего происходит детонация, разрушающая все детали камеры сгорания. Если же октановое число выше, то часть топлива догорает в глушителе, что приводит к его прогару.
Анодирование алюминия компанией Alanod®
В естественной атмосфере необработанный алюминий образует на своей поверхности защитный оксидный слой, толщина которого не превышает 0,1 микрон – этого не достаточно для защиты от коррозии и от физического воздействия во время производства. Путем электрохимического воздействия этот слой увеличивают для улучшения антикоррозийных, физических и оптических свойств алюминия.
На установке анодирования компании ALANOD, непрерывно движущаяся алюминиевая полоса подвергается электролитическому окислению в растворе серной кислоты. В результате на поверхность алюминия наносится оксидный слой, более устойчивый к внешним воздействиям и не подверженный коррозии. Этим достигается рост механической прочности и химической устойчивости, что позволяет затем придавать материалу любую форму без ухудшения внешнего вида.
После анодирования алюминий можно формировать в рулоны или профиль, подвергать обработке: гнуть, резать, править, обрабатывать высечкой, окантовывать, перфорировать, или пробивать отверстия. Анодированная поверхность не поддается коррозии и не тускнеет, на ней не появляются пятна и вздутия, покрытие не стирается и обладает антистатическими свойствами.
Компания ALANOD располагает четырьмя компьютеризированными установками анодирования на самом современном техническом уровне, на которых можно ежегодно обрабатывать до 30 000 тонн алюминиевой полосы.
Анодированная алюминиевая полоса компании ALANOD имеет оксидный слой толщиной 1,5 микрон, что значительно повышает стойкость к внешним воздействиям. Также благодаря данному слою материал не подвержен старению, коррозии и не теряет своих изначальных свойств во время эксплуатации. Если в процессе естественного старения необработанный алюминий бесконтрольно теряет свою способность отражать свет, то анодированная алюминиевая полоса ALANOD, напротив, имеет всегда постоянный коэффициент общего светоотражения 84-87% без ухудшения светоотражающей способности от старения.
Для чего анодировать алюминий?
Данный металл при нахождении в естественной среде соединяется с кислородом, на поверхности образуется защитная пленка. Защитный слой не позволяет алюминию окисляться. Однако, эти природные оксиды очень тонкие и могут легко повреждаться. Данная проблема решается при помощи анодирования – это позволит улучшить устойчивость металла к неблагоприятным внешним факторам, а также придать более эффектный вид.
Покрытие это не является нанесением именно защитного слоя, как это бывает при покрытии стали хромом или цинком. Оксидная пленка в процессе создания анодированного покрытия формируется непосредственно из самого металла. Анодировать можно не только алюминий, но и другие металлы – титан, магний.
Нередко к анодированию прибегают, когда нужно повысить именно декоративные качества данного металла и придать определенный оттенок. Среди цветов популярны светлый или темный золотистый, цвет жемчуга, серебро с матовым блеском. Цвета покрытия можно менять, используют для этого обычные анилиновые красители, использующиеся для одежды.
В промышленных условиях технология анодирования проводится в 20%-ом растворе серной кислоты. Однако, анодирование алюминия в домашних условиях с применением кислоты может быть опасным, кроме того, это очень неудобно. Вы же не станете использовать именно этот метод?
На видео: как работает анодирование.
Что понадобится для изготовления
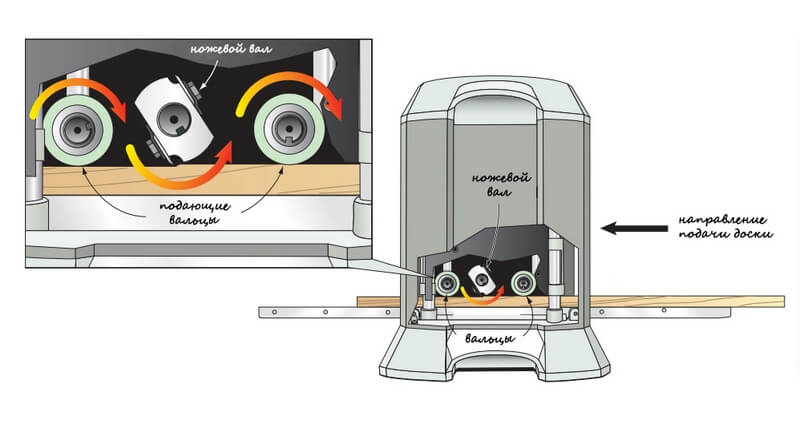
Сделать фрезер своими руками из дрели можно, используя любые подручные материалы. Основное требование: конструкция должна быть прочной, наличие люфтов и перекосов не допускается, электродрель должна быть надёжно закреплена.
Для изготовления деталей можно использовать:
ДСП или многослойную фанеру толщиной от 12 мм;
обрезки доски подходящей толщины;
деревянные бруски.
Также возможно использование других материалов. К примеру, можно использовать металл. Неплохая идея — основание, сделанное из толстого оргстекла или акрила. Сквозь такой материал будет видна обрабатываемая поверхность.
Детали соединяют при помощи саморезов. Для надёжности все неподвижные соединения можно проклеить любым подходящим клеем (столярным, ПВА и прочим).
Для крепления подвижных узлов могут понадобиться болты или шпильки диаметром 6 – 8 мм . К ним будут нужны гайки, как обычные, так и барашковые. Для некоторых соединений могут потребоваться шайбы. Возможно использование мебельной фурнитуры: направляющие механизмы, различный крепёж и так далее.
Что такое анодированный алюминий
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
Твердое анодирование алюминия — это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
Цветное анодирование алюминия — технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:

Первое — адсорбационное окрашивание — происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе — электролитическое — оно же черное анодирование алюминия — это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.

Третий вид — интерференционное окрашивание — то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид — интегральное окрашивание — в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного — электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
Высверливание отверстий
Для этого вам потребуется дрель и сверло перьевого типа в двух диаметрах:
22 мм — для высверливания торцевого отверстия;
25 мм — для того, чтобы проделать боковое отверстие.
Процесс высверливания осуществляется по следующим шагам:
- Первым делом высверливается отверстие в боковой части. Для сохранения эстетичности отделочного слоя полотна рекомендуется выполнять сверление с двух сторон. Начните с одной стороны, а когда кончик сверла покажется с противоположной стороны, поменяйте позицию и высверливайте с другой стороны.
- По мере готовности отверстия, установите сверло большего диаметра и начинайте высверливать отверстия с торцевой части.
Материалы и инструменты
Перед тем как начать класть плитку, подготовьте все необходимое. Вам понадобятся:
- специальный жидкий клей для поливинилхлорида;
- шпатель с мелкими зубьями;
- уровень;
- угольник;
- нить и рулетка.
Укладка выполняется на специальный клеевой состав. В зависимости от типа чернового пола могут отличаться компоненты смеси. Так как укладывать плитку нужно на ровную основу, подготовьте все необходимое, чтобы можно было устранить перепады высоты. Это делают с помощью шпаклевки и герметика, настила из фанеры, OSB, ДВП или гипсокартона, бетонной стяжки и т. д. Обязательно прогрунтуйте основу и обработайте её антисептическими и водоотталкивающими пропитками.
Операция анодирования и ее специфика

Здесь видно 2 ванны с промывочной жидкостью (синего цвета) и жидкостью для анодирования (зеленная жидкость)
Анодирование металла как процедура не представляет собой особенной сложности и при желании может быть произведена собственными силами. Выполнение данной операции подразумевает выполнение следующих этапов работы:
Этап 1. Подготовка поверхности металла
Прежде чем приступать к анодному окислению, поверхность металла следует тщательно подготовить: отполировать, отшлифовать. Обезжиривание поверхности производится при помощи органических растворителей (например, бензина, ацетона или спирта). Затем поверхность обрабатывается любой щелочью. В домашних условиях может быть использован обыкновенный мыльный раствор. Черные металлы отлично обезжириваются при помощи раствора едкого калия или натра, который предварительно нагревается до 80 градусов. Что касается алюминия, для него лучше подойдет 10% раствор фосфорнокислотного натрия.
Этап 2. Протравливание (декапирование) поверхности металла
Протравливание металлической поверхности производится с целью удаления окислов, которые препятствуют качественному нанесению нового покрытия. Для проведения процедуры применяется серная кислота (в соотношении 80 миллилитров кислоты на 100 миллилитров вводы с добавлением 2 граммов хромпика.
Этап 3. Анодирование металла
Процесс анодного окисления металла осуществляется в электролитном растворе под воздействием постоянного тока
Важно чтобы емкость, в которой производится анодирование, не пропускала ток. В качестве электролита чаще всего используется 20% раствор серной кислоты
ВАЖНО! При подготовке электролитного раствора необходимо лить серную кислоту в воду, а не наоборот.
При от отсутствии серной кислоты может применяться раствор пищевой соли и соды.
Сам процесс анодного окисления происходит следующим образом. К аноду при помощи специальной подвески производится крепление изделия из металла, а к катоду – свинцовой пластины (для изделий сложной формы потребуется несколько свинцовых пластин). Расстояние до пластины при этом должно быть не более девяти сантиметров. Процедура проводится при температуре 20 градусов. При этом плотность электрического тока должна варьироваться от 2 до 3 А/кв. дм. Напряжение требуется от 12 до 15 В. Весь процесс занимает порядка одного часа.
Светотехническое применение анодированного алюминия
Эффективность осветительного прибора наряду с комбинацией ламп и пускорегулирующих аппаратов (ПРА) определяется качеством материала светонаправляющей системы. В производстве отражателей для осветительных приборов ведущие светотехнические компании используют анодированный алюминий с улучшенными свойствами. Поэтому отражатели, изготовленные из продукции ALANOD, можно встретить во всех типах осветительных приборов, независимо от их формы и типа используемых источников света.
Светоотражающие материалы ALANOD:
- прочны и не подвержены старению;
- легко чистятся и стерилизуются;
- антистатичны;
- экологичны;
- допускают различные виды обработки: нарезка, изгиб, окантовка, перфорирование;
- имеют всегда постоянный коэффициент общего отражения от 84 до 98% (в зависимости от модификации);
- обладают минимальными толщиной и весом (легче нержавеющей стали в 3 раза).
Раньше лучшие результаты давала обработка поверхности рефлекторов, полученных методом прессования или глубокой вытяжки с анодированием готового рефлектора, а не исходного сырья. Но еще больший эффект дает применение частично сегментированных рефлекторов из материала MIRO.
Изготовление конструкции рефлектора из нескольких сегментов, соединенных методом клёпки, позволяет быстро и с меньшими затратами получать прототип, а в случае необходимости использовать различные поверхности в одном рефлекторе. Также снижается толщина материала и как следствие вес изделия.
Это путь к применению почти всех категорий качества MIRO и путь к трёхмерным формам рефлекторов с наивысшей эффективностью.
Светоотражающие материалы из алюминия компании ALANOD находят применение для решения светотехнических и эргономических проблем первого поколения светодиодных светильников LED на основе линзовой оптики.
Большая интенсивность света и точечное распределение повышенных яркостей ведёт к усилению слепящего действия. Системы светодиод-линза характеризуются повышенной прямой блескостью.
Путь от первого ко второму поколению светодиодных светильников — это путь от линз к рефлектору. Качество формы и материала рефлектора задаёт хорошее распределение света, отсутствие бликов и эффективность всей системы. В излучаемом свете яркость светодиодов маскируется в рефлекторе. Площадь распределения яркости больше, что более приемлемо для восприятия глаз.
Потери света в светодиодных системах с использованием линз, в зависимости от их качества, составляют от 10 до 30 %, в то время как при отражении рефлекторов с применением материала MIRO уменьшаются до 5%, а при использовании MIRO-SILVER — до 2%.
Сочетание светодиодной группы с рефлекторной системой позволяет получить:
- Более высокую эффективность;
- Отсутствие видимых точечных источников света;
- Лучшее распределение света;
- Устранение слепящего действия;
- Отсутствие хроматической аберрации.
В связи с постоянной тенденцией по миниатюризации светильников, у них, из-за уменьшения площади отражающих поверхностей, постоянно снижается к.п.д.
Чтобы противодействовать этому процессу, необходимо использовать материал с максимальным общим отражением света. Материал ALANOD MIRO-SILVER имеет коэффициент светоотражения 98%. Уменьшение веса и увеличение световой отдачи компенсирует более высокую цену материала MIRO-SILVER.
Сравнительный анализ светотехнических свойств поверхностей из алюминия:
| Требования к эффективным поверхностям рефлектрора | Необработанный алюминий | Фольга с алюминиевым покрытием | Тонкий слой анодирования | Eloxal | MIRO | MIRO-SILVER |
| Макс.общее отражение (%) | (90)-75 | 80-85 | 90 | 87 | 95 | 98 |
| Повышение К.П.Д. на (%) | — | ./.3-8 | 7,5 | (Referenz) | 20 | 30 |
| Отсутствие искажений цветов | да | (да) | (нет) | нет | да | да |
| Долговременное сохранение свойств | нет | нет | нет | нет | да | да |
| Машинное формование | нет | нет | да | да | да | да |
| Устойчивость к коррозии | нет | ограничена | нет | да | да | да |
| Устойчивость к истиранию | нет | нет | ограниченно | да | да | да |
| Не рекомендуется для применения в системах освещения | |
| Все еще применяется, соответствует стандартам 90 годов | |
| Современный технический уровень для систем освещения |
Штамповка
Как для штампа, так и для вырубной матрицы должна использоваться низколегированная инструментальная сталь. Тем самым предотвращается образование отложений, которые быстро появляются при использовании легированной стали с высоким содержанием хрома.
Зазор между пуансоном и матрицей не должен превышать 5% толщины материала. Нанесение защитного слоя на режущую кромку также значительно удлиняет сроки эксплуатации инструмента, особенно пресс-автоматов с высокой частотой хода. При этом увеличивается и временной цикл между затачиваниями. Для выравнивания незначительной шероховатости поверхности штампа и матрицы можно использовать алмазный надфиль. Летучие смазочные материалы, используемые в мельчайших количествах в микронном диапазоне, хорошо зарекомендовали себя. Однако если такие смазки планируется использовать постоянно, должна соблюдаться техника безопасности на рабочем месте, предусматривающая удаление загрязнений воздушной вентиляцией.
Штамповка нашей продукции, покрытой защитной пленкой, должна осуществляться защищенной стороной лицом к штампу. В противном случае защитная пленка не будет аккуратно обрезана и вызовет появление отпечатков на инструменте, что повлияет на дальнейший процесс обработки.
Типичные ошибки при анодировании
Если не соблюдать все правила анодирования, то полученное покрытие не будет прочным к воздействию извне и держать краску. Кроме этого, необходимо соблюдать технику безопасности. Обязательно наличие защитной одежды, перчаток и очков.
Температура электролита
От температуры электролита зависит то, какой получится окраска детали. Если температура будет слишком низкой, то сопротивление электролита будет слишком высоким и для поддержания плотности тока трудно будет установить необходимое напряжение. Но устанавливать напряжение порядка 100 Вольт небезопасно в домашних условиях, поэтому лучше всего будет поддерживать правильную температуру – около -10°С. Если температура будет слишком высокой, то покрытие будет слабо держаться, и окрашивание будет мутного оттенка.
Анодная плотность
Процесс образования анодного покрытия идет довольно медленно. Если плотность будет слишком низкая, то слой будет хоть и относительно прочным, но мутно-белого цвета.
Оптимальной плотностью является 2-2,2 А на квадратный дециметр. Это обеспечит страховку в случае возможных ошибок. Не стоит увеличивать ток, так как на образце могут возникнуть дефекты. Увеличивать плотность тока можно только в случае, если электролит хорошо перемешивается и существует хороший отвод тепла от детали.
Катодная плотность
Катодную плотность тоже необходимо поддерживать в необходимых пределах, иначе деталь может повредиться, особенно если она больших размеров. Если размер катода будет слишком мал, то силовые линии тока будут распределяться неравномерно, и именно поэтому на детали могут появляться различные дефекты и пробоины. Поэтому используются катоды по размеру в два раза больше, чем поверхностная площадь образца.
Контакт детали с подвеской
Для достижения нужной силы тока деталь должна хорошо контактировать с подвеской. Иногда рекомендуется обматывать образец проволокой, но это ненадежно. Хороший зажим должен состоять из алюминиевой резьбовой контактной шпильки, это позволит тщательно прижать электрод к детали.

Методы
Наиболее распространенными методами цветного анодирования являются:
- Электролитическое;
- Адсорбционное;
- Интегральное;
- Интерференционное.
Процедура цветного электролитического анодирования заключается в погружении изделия в кислотный раствор с одной либо несколькими солями металлов. В результате металлы осаждаются в порах алюминия. Состав электролита определяет цвет готового изделия. Интенсивность цвета зависит не от толщины анодного слоя, а от количества металла, осевшего в порах. По своим свойствам это цветное анодирование идентично обычному анодному покрытию. Данный способ используется для фасадных панелей и алюминиевых профилей.
Метод адсорбционного окрашивания применяется с различными красителями. Алюминий с анодным покрытием погружают в водный или спиртовой раствор красителя. От количества краски зависит интенсивность окрашивания. После поглощения красителя выполняют уплотнение.
Цветное интегральное окрашивание осуществляется в процессе анодирования. В зависимости от толщины оксидного слоя изделие может приобрести оттенок от светлой бронзы до глубокого черного. Это дорогостоящий метод, поскольку для анодирования применяются сложные кислоты. Неудивительно, почему электролитическое окрашивание заметно потеснило данный тип обработки изделий, используемых в строительстве.
Разновидностью электролитического окрашивания является интерференционное цветное анодирование. Применяя метод оптической интерференции, можно получить широкую гамму цветовых решений. Для увеличения интенсивности цвета после выполнения анодирования алюминия и до электролитического окрашивания проводят обработку покрытия по расширению пор. В данном случае осаждается больше металла, чем при стандартной интерференционной обработке.
Для консультации с квалифицированными специалистами относительно возможности анодирования алюминия в определенный цвет позвоните по нашим телефонам в Москве. Мы располагаем современным оборудованием для выполнения заказов разной сложности и в любом количестве.
Технология анодирования металла и ее особенности

Привлекательный внешний вид и повышенные свойства прочности металлической поверхности можно достигнуть путем применения специальных электрохимических реакций. Одним из таких способов является анодирование металла, в процессе которого на плоскости образуется защитная оксидная пленка, наделяющая материал дополнительными качествами.
Методика процедуры в домашних условиях
Приступая к самостоятельному анодированию в домашних условиях, необходимо предварительно подготовить все инструменты:
- контейнер для помещения изделия;
- батареи емкостью в 9 в (несколько штук, в зависимости от желаемого результата);
- алюминиевая фольга;
- кабель с хорошей изоляцией;
- раствор электролита;
- клещи.
В качестве экспериментального опыта можно попробовать обработать болты. Толщина готового покрытия – приблизительно 0,05 мм. Изделия необходимо предварительно подготовить. Если были выбраны элементы из нержавеющей стали, заранее обезжирьте их и зашлифуйте.
Приготовьте электролитический раствор. Для этого понадобится серная кислота и дистиллированная вода. Приобрести кислоту для электролита можно в автомагазинах, специализирующихся на ремонте аккумуляторов. Пропорции воды и кислоты должны быть одинаковыми, однако не стоит использовать неразбавленное вещество.
Для того, чтобы получить черный цвет металла, понадобится больше времени, чем для светлого или бронзового результата.
Для начала протравите деталь в щелочи для ее подготовки. После этого поместите деталь в раствор с электролитом и подключите ток
Важно использовать термометр для контроля температуры и следить за тем, чтоб показатели не снижались. Когда уровень достигнет нижних отметок, необходимо закончить процесс
На видео: анодирование в растворе щелочи.
Меры предосторожности и технические советы
Для получения анодной пленки самостоятельно важно соблюдать некоторые меры безопасности, которые помогут сохранить здоровье и осуществить процедуру правильно:
- При работе используйте индивидуальные средства защиты кожи – перчатки, маску. Закрывайте глаза защитными очками при необходимости: в процессе получения анодированного металла происходит большая отдача тепла, и раствор может брызгать, попадая на тело.
- Подбирайте контейнер для обработки правильно: это может быть пластиковая емкость или старая эмалированная ванна без сколов.
- После травления изделия, поместите его в чистую воду для того, чтоб успеть подготовиться к следующему этапу.
- Используйте алюминиевые токопроводы для работы: серебро, сталь или детали из меди необходимо подвешивать на специальную планку для того, чтоб вынимать изделия было легче.
- Толщина кабеля должна соответствовать силе тока. Если показатели были подобраны неправильно, твердая вариация процедуры пройдет безуспешно, вследствие чего металл просто растворится.
- Для достижения чёрного цвета стали используют нитрат натрия, детали в растворе выдерживают при температуре от 100 до 140 градусов.
Чтобы получить различные цвета металлов также применяют соляную кислоту, гидросернистый натрий, азотную кислоту, этиловый спирт. При данном анодировании образуется не только оксидная пленка, но и достигается определенная цветовая гамма.
Осуществление процедуры в домашних условиях рекомендуется проводить только после изучения техники безопасности по работе с кислотами. Анодированные поверхности имеют долгий срок эксплуатации и отличаются прочностью и стойкостью к повреждениям.
Окрашивание
Наиболее распространенные процессы анодирования, например серная кислота на алюминии, производят пористую поверхность, которая может принять краски легко. Число цветов краски почти бесконечно; однако, произведенные цвета имеют тенденцию варьироваться согласно основному сплаву. Хотя некоторые могут предпочесть более легкие цвета, на практике их может быть трудно произвести на определенных сплавах, таких как сорта кастинга высокого кремния и медные алюминием сплавы с 2000 рядами. Другое беспокойство — «светостойкость» органических красителей — некоторые цвета (красные и блюз) особенно подвержены исчезновению. Черные краски и золото, произведенное неорганическими средствами (железный оксалат аммония), более светостойкие. Окрашенное анодирование обычно запечатывается, чтобы уменьшить или устранить краску, кровоточат.
Альтернативно, металл (обычно олово) может быть электролитическим образом депонирован в порах анодного покрытия, чтобы обеспечить цвета, которые являются более светостойкими. Металлическая краска окрашивает диапазон от бледного шампанского до черного. Бронзовые оттенки обычно используются для архитектурного использования.
Альтернативно цвет может быть произведен интеграл для фильма. Это сделано во время процесса анодирования, используя органические кислоты, смешанные с серным электролитом и пульсировавшим током.
Эффекты всплеска созданы, умерев негерметизированная пористая поверхность в более легких цветах и затем плеща более темные цветные краски на поверхность. Водные и растворяющие основанные смеси краски могут также поочередно применяться, так как цветные краски будут сопротивляться друг другу и оставлять определенные эффекты.
Применение анодирования
Применение анодирования — это тема отдельной статьи, в любой отрасли где в той или иной мере используются изделия из алюминия или его сплавов и требуется изменение каких-либо качеств металла анодирование является оптимальным и зачатую единственным решением.
Приведем перечень основных областей применения анодирования:
- Тонкие окисные пленки используются в качестве основы для нанесения органических и неорганических покрытий (краски или лака).
- Цветное анодирование. Применение различных окрашивающих электролитов позволяет получить широкую гамму оттенков и цветов поверхности алюминиевого изделия. В качестве добавок используются соли никеля, кобальта или олова. Получаемые оттенки от светло-бронзового до черного.
- Повышение износостойкости. Оксидные покрытия на алюминии значительно тверже основного металла. Твердое анодирование широко применяется для деталей, работающих на истирание при небольшой нагрузке, а также для повышения коррозионной стойкости изделий.
- Электрическая изоляция. Оксидная пленка по сравнению с органическими изоляционными материалами обладает не только высокими изоляционными свойствами, но и обладает значительно большей теплостойкостью.
- Получение уплотненной поверхности с высокими антифрикционными свойствами. (смазочное покрытие).
Механические соображения
Анодирование поднимет поверхность, так как созданная окись занимает больше места, чем преобразованный основной компонент сплава. Это не будет обычно иметь значения, кроме того, где есть маленькая терпимость
Если так, толщина анодирования должна быть принята во внимание, выбирая измерение механической обработки. Также в случае маленьких отверстий, пронизывавших, чтобы принять винты, анодирование может заставить винты связывать, таким образом переплетенные отверстия, возможно, должны преследоваться с сигналом, чтобы восстановить оригинальные размеры
Альтернативно, специальные сигналы больше обычного размера могут использоваться, чтобы предварительно дать компенсацию за этот рост. В случае непереплетенных отверстий, которые принимают фиксированные булавки диаметра или пруты, немного негабаритное отверстие, чтобы допускать изменение измерения может быть соответствующим.
В зависимости от сплава и анодированной толщины покрытия анодирование может иметь значительный отрицательный эффект на жизнь усталости. Хотя это может также увеличить жизнь усталости, предотвратив точечную коррозию коррозии.
Технология
Для проведения работ в промышленных масштабах создаются специальные гальванические цеха и производства, которые считаются «грязными» и вредными для здоровья человека
Поэтому рекомендации по проведению процесса в домашних условиях, рекламируемые в некоторых источниках, следует воспринимать крайне осторожно, несмотря на кажущуюся простоту описываемых технологий
Анодированное покрытие можно создать несколькими способами, но общий принцип и последовательность проведения работ остаются классическими. При этом прочностные и механические свойства полученного материала зависят от, собственно, самого исходного металла, от характеристик катода, силы тока и состава применяемого электролита. Необходимо подчеркнуть, что в результате выполнения процедуры на поверхность не наносится никаких дополнительных веществ, а защитный слой образуется путем преобразования самого исходного материала. Суть гальваники – воздействие электрического тока на химические реакции. Весь процесс делится на три основные стадии.