Гост 6357-81основные нормы взаимозаменяемости. резьба трубная цилиндрическая
Содержание:
- Трубная цилиндрическая резьба: сферы применения и маркировка
- Типы трубной резьбы и их характеристика
- 1. ПРОФИЛЬ
- Круглые метрические соединения
- ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
- Метрические резьбы
- Особенности цилиндрической резьбы
- ДОПУСКИ
- 50 вариантов дизайна трансформирующихся диванов
- ОСНОВНЫЕ РАЗМЕРЫ
- Характеристика цилиндрической трубной/дюймовой резьбы относительно метрической
- ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
- Какую трубу считать малой — средней -большой?
- Что такое резьба и ее виды
Трубная цилиндрическая резьба: сферы применения и маркировка
Для стыковки металлических труб при сборке трубопровода можно использовать два основных способа: сварка труб, которая выполняется при наличии специальной аппаратуры и определенных навыков, и резьбовое соединение. Для резьбового соединения на трубу наносится трубная цилиндрическая резьба, позволяющая достичь при сборке трубопровода максимального уровня герметичности. Что собой представляет цилиндрическая резьба, как она наносится и обозначается, читайте далее.
Цилиндрическая резьба на трубе
Размеры и обозначение резьбы
Трубная резьба цилиндрическая преимущественно применяется при сборке бытовых и промышленных трубопроводов разного назначения: водопровода, газопровода, отопительной системы и так далее.
Размеры резьбы
Цилиндрическая резьба наносится в соответствии с ГОСТ 6357-81 и имеет следующие характеристики:
- профиль резьбы представляет собой равнобедренный треугольник, угол вершины которого составляет 55º. Для возможности обустройства максимальной герметизации концы и впадины профиля слегка закруглены;
Чертеж профиля цилиндрической резьбы
- резьба может иметь диаметр от 1/16 до 6 дюймов. Наиболее востребованными размерами при изготовлении бытовых систем водоснабжения и газоснабжения является 1″ и 1 ½». В зависимости от основного диаметра регламентируются и такие параметры, как:
- внутренний диаметр;
- внешний диаметр;
- высота профиля;
- шаг резьбы;
- число витков на 1 дюйм;
Таблица соотношения основного и дополнительных параметров
- длина свинчивания резьбы может быть нормальной (имеет обозначение N) и длинной (обозначается буквой L). Параметр не имеет четких размеров и может варьироваться в заданных пределах;
Параметры длины свинчивания разных видов
- резьба изготавливается двух классов точности: А и В. для каждого класса установлены индивидуальные допуски отклонений заданных диаметров.
Маркировка
Все основные параметры резьбы указываются на маркировке, которая также наносится в соответствии с ГОСТ 6357 – 81. В маркировке указываются:
- наименование резьбы. Цилиндрическая трубная резьба в соответствии с международными нормами обозначается буквой G;
- условный диаметр (в дюймах);
- вид резьбы. Если нанесенная резьба является левой, то маркировка дополняется буквами LH;
- класс точности резьбы;
- длину свинчивания (в мм), при условии, что резьба изготовлена с длинной длиной (L). Нормальный показатель параметра (N) на маркировке не указывается.
Примеры обозначений цилиндрической резьбы
Способы нанесения резьбы
Нарезка резьбы на трубу в зависимости от размеров, необходимой точности и иных параметров может быть произведена одним из следующих способов:
- резцами, установленными на токарно-винтовых станках. Таким способом можно нанести внешнюю резьбу любого диаметра и внутреннюю резьбу диаметром более 12 мм. Основными преимуществами данного метода является высокая точность изготовления и простота выполнения работы. Однако использование резцов не отличается высокой производительностью и преимущественно используется при выполнении индивидуальных или мелкосерийных заказов;
Процесс нанесения резьбы резцом
Подробнее с процессом нарезки резьбы на токарно-винтовом станке можно ознакомиться на видео.
- нарезание метчиками и плашками. Такой способ преимущественно применяется при выполнении индивидуальных работ в бытовых условиях, например, при создании частной системы отопления жилого дома. Производительность данного метода максимально низкая, но полученная резьба, при правильном выполнении работы, получается максимально точной;
Использование плашек для нанесения резьбы
- накатыванием. Промышленный способ нанесения резьбы, который заключается в деформации обрабатываемой поверхности. Благодаря свойствам резьбонакатных станков получаемая резьба отличается высокой точностью;
Промышленный способ нанесения резьбы
- фрезерованием, производимым на специальных резьбофрезерных станках. Производительность такого способа небольшая, также как и точность полученной резьбы;
Нанесение резьбы резьбофрезерным станком
- шлифованием. Данный способ отличается самой высокой точностью. Для нанесения точной резьбы требуется от 2 – 4 циклов работы, что приводит к нижайшей производительности. Однако изготовить такие детали, как калибр, резьбовой ролик, резьбовая пробка и так далее иными способами невозможно.
Изготовление точной резьбы
Независимо от выбранного метода изготовления, основные параметры трубной цилиндрической резьбы должна соответствовать ГОСТ 6357-81.
Типы трубной резьбы и их характеристика
Существующие нормативные документы допускают применение следующих типов резьбы:
- цилиндрическая;
- коническая;
- дюймовая.
Первый тип — спиральная нарезка, образованная треугольным сечением с углом при вершине 55 градусов.
Второй тип — это нарезка аналогична предыдущей на скошенном участке трубы равной 1/16.
Третий тип — это резьба профиль которой, это сечение, в форме равнобедренного треугольника с углом при вершине в 55 градусов.
В некоторых странах, например в США или Канаде угол при вершине равен 60 градусам. Справедливости ради, надо отметить, что последний тип резьбы постепенно уходит из оборота.
В трубопроводных соединениях чаще применяется трубная цилиндрическая или коническая нарезка. Цилиндрический тип носит обозначение «G», буквы «R» и «К» говорят о наличии конической резьбы. Характеристики метрической накатки регламентированы в ГОСТ 8724-81, метрическая коническая нормирована в ГОСТ 25229-82, в отношении конической дюймовой резьбы действует ГОСТ 6357-81.
1. ПРОФИЛЬ
1.1. Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на черт. и в табл. .
d — наружный диаметр наружной резьбы (трубы); d1 — внутренний диаметр наружной резьбы; d2 — средний диаметр наружной резьбы; D — наружный диаметр внутренней резьбы (муфты); D1 — внутренний диаметр внутренней резьбы; D2 — средний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; Н1 — рабочая высота профиля; R — радиус закругления вершины и впадины резьбы
Черт. 1
Таблица 1
Размеры в миллиметрах
|
Число шагов z на длине 25,4 мм |
H = 0,960491Р |
H1 = 0,640327P |
R = 0,137329P |
||
|
0,907 |
28 |
0,871165 |
0,580777 |
0,145194 |
0,124557 |
|
1,337 |
19 |
1,284176 |
0,856117 |
0,214029 |
0,183609 |
|
1,814 |
14 |
1,742331 |
1,161553 |
0,290389 |
0,249115 |
|
2,309 |
11 |
2,217774 |
1,478515 |
0,369629 |
0,317093 |
Примечание. Числовые значения шагов определены из соотношения P = 25,4/z с округлением до 3-го знака после запятой и приняты в качестве исходных при расчете основных элементов профиля
1.2. Вершины наружной резьбы, а также внутренней резьбы допускается выполнять с плоским срезом в тех случаях, когда исключена возможность ее соединения с наружной конической резьбой по ГОСТ 6211.
Круглые метрические соединения
На детали и элементы конструкций из стекла, керамики, металлокерамики и жести нарезаются выемки круглого сечения. Этот тип скручивания выдерживает огромные механические нагрузки на сжатие, разрыв и боковые усилия. Соединение и разъединение деталей проводится без усилий, что позволяет использовать круглую метрическую насечку много раз. Основной ареал использования — вентили, смесители, резьбовые элементы электрических приборов (цоколь ламп, пробок, предохранителей).
Резьба NPSM
Аббревиатурой NPSM обозначается американская цилиндрическая дюймовая нарезка. В продольном разрезе такая выемка в профиле детали выглядит как равносторонний треугольник, то есть, все углы насечки равны 600. Соединение применяется для размеров труб в диапазоне 1/16-24 дюйма. Недостаток: в домашних условиях сделать такую нарезку невозможно.
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
1. Настоящее приложение содержит информацию о предельных отклонениях
отдельных параметров резьбы, которые являются исходными при проектировании резьбообразующего инструмента и расчете резьбовых калибров
и не подлежат обязательному контролю, если это не установлено особо.
2. Предельные отклонения среза вершин и впадин (размера С), угла
наклона боковой стороны профиля , шага Р
и угла конуса j (разность средних диаметров на длине l2)конической резьбы
приведены на черт. 1 и в таблице.
es — верхнее отклонение среза вершины и впадины наружной резьбы;
ES — верхнее отклонение среза вершины и впадины
внутренней резьбы;
ei —
нижнее отклонение среза вершины и впадины наружной резьбы;
EI —
нижнее отклонение среза вершины и впадины внутренней резьбы;
Тa —
допуск угла наклона боковой стороны профиля резьбы.
Черт. 1
3. Предельные отклонения среза вершин и впадин (размера ) внутренней цилиндрической резьбы (черт. 2) не должны превышать:
среза вершин +0,05 мм (ES =
+0,05 мм, ЕI = 0);
среза впадин ± 0,025 мм (ES = +0,025 мм, ЕI = -0,025 мм)
Черт. 2
Размеры в мм
|
Обозначение размера резьбы |
Предельные |
Разность |
||||||||
|
среза С |
угла a/2 |
шага Р на длине |
||||||||
|
Номин. |
Предельные |
|||||||||
|
вершины |
впадины |
l2 |
l1 |
|||||||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
TP |
наружной |
внутренней |
||||
|
1/16 |
+0,05 |
+0,025 |
-0,025 |
40¢ |
0,04 |
0,07 |
0,250 |
+0,028 |
+0,014 |
|
|
1/8 |
-0,014 |
-0,028 |
||||||||
|
1/4 |
35¢ |
0,375 |
+0,042 |
+0,021 |
||||||
|
-0,021 |
-0,042 |
|||||||||
|
3/8 |
0,400 |
+0,044 |
+0,022 |
|||||||
|
-0,022 |
-0,044 |
|||||||||
|
1/2 |
0,512 |
+0,058 |
+0,028 |
|||||||
|
-0,028 |
-0,058 |
|||||||||
|
3/4 |
0,594 |
+0,066 |
+0,034 |
|||||||
|
-0,034 |
-0,066 |
|||||||||
|
1 |
25¢ |
0,650 |
+0,073 |
+0,036 |
||||||
|
-0,036 |
-0,073 |
|||||||||
|
11/4 |
0,794 |
+0,089 |
+0,045 |
|||||||
|
11/2 |
-0,045 |
-0,090 |
||||||||
|
2 |
0,994 |
+0,111 |
+0,056 |
|||||||
|
-0,056 |
-0,111 |
|||||||||
|
21/2 |
1,094 |
+0,122 |
+0,062 |
|||||||
|
-0,062 |
-0,122 |
|||||||||
|
3 |
1,288 |
+0,144 |
+0,073 |
|||||||
|
0,073 |
-0,144 |
|||||||||
|
31/2 |
1,388 |
+0,155 |
+0,078 |
|||||||
|
-0,078 |
-0,155 |
|||||||||
|
4 |
1,588 |
+0,177 |
+0,089 |
|||||||
|
-0,089 |
0,177 |
|||||||||
|
5 |
1,788 |
+0,200 |
+0,101 |
|||||||
|
6 |
-0,101 |
-0,200 |
Примечание. Значение Тротносится к расстояниям между витками резьбы. Действительное отклонение
может быть со знаком минус или плюс.
|
1. Профиль. 1 2. Основные размеры.. 3 Допуски. 4 4. Обозначения. 5 Приложение. |
Метрические резьбы
Название (метрическая резьба) показывает, что все измерения выполняются в метрических единицах. Это самый распространённый мировой стандарт. Основные значения резьбовых соединений показаны в таблице 1. За основу взят стандартный шаг резьбы, кроме него существуют исполнения, где предусматривается и меньшие шаги.
Параметры резьбовой части: номинальный диаметр d, внутренний диаметр d₁ и шаг резьбы Р
Таблица 1: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d | Шаг Р | |||||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | 3 ряд (для специальных конструкций) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 | мелкий 5 |
| 2,00 | 0,40 | 0,35 | ||||||
| 2,20 | 0,45 | 0,40 | ||||||
| 2,50 | 0,45 | 0,35 | ||||||
| 3,00 | 0,50 | 0,35 | ||||||
| – | 3,50 | -0,60 | 0,35 | |||||
| 4,00 | 0,70 | 0,50 | ||||||
| 4,50 | 0,75 | 0,50 | ||||||
| 5,00 | 0,80 | 0,50 | ||||||
| 5,50 | 0,50 | 0,40 | ||||||
| 6,00 | 1,00 | 0,75 | 0,50 | |||||
| 7,00 | 1,00 | 0,75 | 0,50 | |||||
| 8,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 9,00 | 1,25 | 1,00 | 0,75 | 0,50 | ||||
| 10,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | |||
| 11,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||||
| 12,00 | 1,75 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 14,00 | 2,00 | 1,50 | 1,25 | 1,00 | 0,75 | 0,50 | ||
| 15,00 | 1,75 | 1,50 | 1,00 | |||||
| 16,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | |||
| 17,00 | 1,75 | 1,50 | 1,00 | |||||
| 18,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 20,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 22,00 | 2,50 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 24,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 25,00 | 2,00 | 1,50 | 1,00 | |||||
| 26,00 | 1,50 | 1,00 | ||||||
| 27,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | 0,50 | ||
| 28,00 | 2,50 | 2,00 | 1,50 | 1,00 | ||||
| 30,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 32,00 | 2,50 | 2,00 | 1,50 | |||||
| 33,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 35,00 | 2,50 | 1,50 | 1,00 | 0,75 | ||||
| 36,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | |||
| 38,00 | 3,00 | 1,50 | 1,00 | 0,75 | ||||
| 39,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 40,00 | 3,50 | 3,00 | 2,00 | 1,50 | 1,00 | 0,75 | ||
| 42,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 45,00 | 4,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 48,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 50,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 52,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 55,00 | 4,00 | 3,00 | 2,00 | 1,50 | ||||
| 56,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 58,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 60,00 | 5,50 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 62,00 | 5,00 | 4,00 | 3,00 | 2,00 | 1,50 | |||
| 64,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 | 1,00 | ||
| 65,00 | 6,00 | 4,00 | 3,00 | 2,00 | 1,50 |
Угол при вершине винтовой линии у метрических резьб составляет 60⁰
Видно, что есть несколько рядов по уровню предпочтений. Объясняется довольно просто. Типовые детали стараются делать так, чтобы их было проще заменять в случае разборки и сборки. Менее предпочтительные ряды получаются при индивидуальном проектировании отдельных деталей. Производство удорожается.
Специальные резьбы применяют весьма ограничено. Ими пользуются лишь в тех случаях, когда невозможно применить стандартные предпочтения.
Внимание! Использование специальных резьб связано с необходимостью создавать одноразовые инструменты для нарезания подобных винтовых линий.
В таблицах указан стандартный шаг резьбы, а также дополнительные мелкие значения. Здесь тоже имеются свои предпочтения. Проще использовать номинальные параметры. Инструмент для нарезки выпускается предприятиями разных стран. Его несложно приобрести. Мелкие шаги востребованы только в специальных местах.
Например, уменьшенный шаг резьбы применяют для изготовления шпилек, в двигателях внутреннего сгорания. С их помощью крепят головку блока к самому блоку цилиндров. Эти детали испытывают значительные нагрузки. Внутри движутся поршни, происходит процесс горения газа. Давление возрастает и убывает постоянно. Поэтому требования к соединению довольно высокие.
Мелкие шаги используют при сборке лопаток на турбинах. Вал турбины современного реактивного двигателя вращается с частотой 40…50 тыс. об/мин. Центробежная сила достигает громадных значений. Поэтому требования к узлам соединений повышенные.
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
ДОПУСКИ
3.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
es — верхнее отклонение диаметров наружной резьбы;
ES — верхнее отклонение диаметров внутренней резьбы;
ei — нижнее отклонение диаметров наружной резьбы;
EI — нижнее отклонение диаметров внутренней резьбы;
— допуски диаметров d, d2, D1, D2
Черт.2
Отклонения отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси резьбы.
3.2. Допуски среднего диаметра резьбы устанавливают двух классов точности — A и B.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров d1 и D не устанавливаются.
3.3. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать приведенным в табл.3.
Таблица 3
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||
| Диаметры резьбы | |||||||
| d | d2 | D2 | D1 | ||||
| Допуски, мкм | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Класс A | Класс B | Класс A | Класс B | ||||
| 1/16 | 0,907 | 214 | 107 | 214 | 107 | 214 | 282 |
| 1/8 | 214 | 107 | 214 | 107 | 214 | 282 | |
| 1/4 | 1,337 | 250 | 125 | 250 | 125 | 250 | 445 |
| 3/8 | 250 | 125 | 250 | 125 | 250 | 445 | |
| 1/2 | 142 | 284 | 142 | 284 | 541 | ||
| 5/8 | 1,814 | 284 | 142 | 284 | 142 | 284 | 541 |
| 3/4 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 7/8 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 360 | 360 | 360 | 640 | ||||
| 1⅛ | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
| 1¼ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1⅜ | 2,309 | 180 | 360 | 180 | 360 | ||
| 1½ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1¾ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2 | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2¼ | 217 | 434 | |||||
| 2½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 2¾ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3 | 434 | 434 | 217 | 640 | |||
| 3¼ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3¾ | 434 | ||||||
| 4 | 434 | 217 | 434 | 217 | 434 | 640 | |
| 4½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 5 | 434 | 640 | |||||
| 5½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 6 | 434 | 217 | 434 | 217 | 434 | 640 |
Примечание. Числовые значения допусков установлены эмпирически.
3.4. Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
Длины свинчивания, относящиеся к группам N и L, приведены в табл.4.
Таблица 4Размеры в мм
| Обозначение размера резьбы | Шаг P | Длина свинчивания | |
| N | L | ||
| 1/16 | 0,907 | Св. 4 до 12 | Св. 12 |
| 1,337 | Св. 5 до 16 | Св. 16 | |
| 1,814 | Св. 7 до 22 | Св. 22 | |
| 1⅛ | 2,309 | Св. 10 до 30 | Св. 30 |
| 1¼ | |||
| 1⅜ | |||
| 1½ | 2,309 | Св. 12 до 36 | Св. 36 |
| 1¾ | |||
| 2 | |||
| 2¼ | |||
| 2½ | |||
| 2¾ | |||
| 3 | |||
| 3¼ | 2,309 | Св. 13 до 40 | Св. 40 |
| 3½ | |||
| 3¾ | |||
| 4 | |||
| 4½ | |||
| 5 | |||
| 5½ |
Примечание. Числовые значения длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания N, указанной в табл.4, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
3.6. Допуски среднего диаметра внутренней резьбы по настоящему стандарту, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211-81 должны соответствовать классу точности A.
При этом конструкция деталей с внутренней цилиндрической резьбой должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее указанной в ГОСТ 6211-81.
3.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.5.
Таблица 5
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||||||||
| Диаметры резьбы | |||||||||||||
| d | d2 | d1 | D | D2 | D1 | ||||||||
| Предельные отклонения, мкм | |||||||||||||
| es | ei | es | ei | es | EI | ES | EI | ES | EI | ||||
| Класс A | Класс B | Класс A | Класс B | ||||||||||
| 1/16 | 0,907 | -214 | -107 | -214 | +107 | +214 | +282 | ||||||
| 1/8 | — 214 | -107 | -214 | +107 | +214 | +282 | |||||||
| 1/4 | 1,337 | — 250 | — 125 | -250 | +125 | +250 | +445 | ||||||
| 3/8 | -250 | -125 | -250 | +125 | +250 | +445 | |||||||
| 1/2 | — 284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 5/8 | 1,814 | -284 | -142 | -284 | +142 | +284 | +541 | ||||||
| 3/4 | -284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 7/8 | -284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 1 | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1⅛ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1¼ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1⅜ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1½ | 2,309 | -360 | -180 | -360 | +180 | +360 | +640 | ||||||
| 1¾ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 2 | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 2¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 2½ | — 434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 2¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3 | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 4 | 2,309 | -434 | -217 | -434 | +217 | +434 | +640 | ||||||
| 4½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 5 | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 5½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 6 | -434 | -217 | -434 | +217 | +434 | +640 |
Примечание. Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и впадин наружной и внутренней резьбы приведены в справочном приложении.
50 вариантов дизайна трансформирующихся диванов
ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы должны соответствовать указанным на черт.1 и в табл.2.При выборе размеров первый ряд следует предпочитать второму.
Таблица 2
Размеры в мм
|
Обозначение размера резьбы |
Шаг |
Диаметры резьбы |
|||
|
Ряд 1 |
Ряд 2 |
||||
|
1/16 |
0,907 |
7,723 |
7,142 |
6,561 |
|
|
1/8 |
9,728 |
9,147 |
8,566 |
||
|
1/4 |
1,337 |
13,157 |
12,301 |
11,445 |
|
|
3/8 |
16,662 |
15,806 |
14,950 |
||
|
1/2 |
20,955 |
19,793 |
18,631 |
||
|
5/8 |
22,911 |
21,749 |
20,587 |
||
|
3/4 |
1,814 |
26,441 |
25,279 |
24,117 |
|
|
7/8 |
30,201 |
29,039 |
27,877 |
||
|
1 |
33,249 |
31,770 |
30,291 |
||
|
37,897 |
36,418 |
34,939 |
|||
|
41,910 |
40,431 |
38,952 |
|||
|
44,323 |
42,844 |
41,365 |
|||
|
47,803 |
46,324 |
44,845 |
|||
|
53,746 |
52,267 |
50,788 |
|||
|
2 |
59,614 |
58,135 |
56,656 |
||
|
65,710 |
64,231 |
62,752 |
|||
|
75,184 |
73,705 |
72,226 |
|||
|
2,309 |
81,534 |
80,055 |
78,576 |
||
|
3 |
87,884 |
86,405 |
84,926 |
||
|
93,980 |
92,501 |
91,022 |
|||
|
100,330 |
98,851 |
97,372 |
|||
|
106,680 |
105,201 |
103,722 |
|||
|
4 |
113,030 |
111,551 |
110,072 |
||
|
125,730 |
124,251 |
122,772 |
|||
|
5 |
138,430 |
136,951 |
135,472 |
||
|
151,130 |
149,651 |
148,172 |
|||
|
6 |
163,830 |
162,351 |
160,872 |
2.2. Числовые значения диаметров и вычисляют по следующим формулам
(1) (2)
Числовые значения диаметра установлены эмпирически.
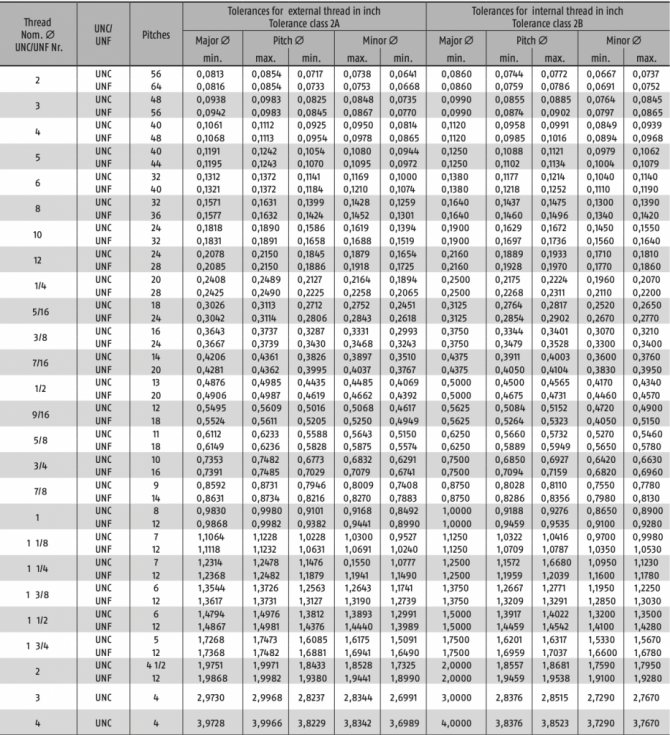
Характеристика цилиндрической трубной/дюймовой резьбы относительно метрической
Основные характеристики «дюймовой» и «трубной» цилиндрических резьб по отношению к «метрической» резьбе для основных размеров.
|
Номинальный диаметр резьбы в дм |
Дюймовая резьба |
Трубная резьба |
||||
|
наружный диаметр, в мм |
шаг, в мм |
число ниток на 1″ |
наружный диаметр, в мм |
шаг, в мм |
число ниток на 1″ |
|
|
3/16 |
4,76 |
1,06 |
24 |
— |
— |
— |
|
1/8* |
— |
— |
— |
9,73* |
0,91 |
28 |
|
1/4 |
6,35 |
1,27 |
20 |
13,16 |
1,34 |
19 |
|
5/16 |
7,94 |
1,41 |
18 |
— |
— |
— |
|
3/8 |
9,52 |
1,59 |
16 |
16,66 |
1,34 |
19 |
|
7/16 |
11,11 |
1,81 |
14 |
— |
— |
— |
|
1/2 |
12,7 |
2,12 |
12 |
20,96 |
1,81 |
14 |
|
9/16 |
14,29 |
2,12 |
12 |
— |
— |
— |
|
5/8 |
15,87 |
2,31 |
11 |
22,91* |
1,81 |
14 |
|
3/4 |
19,05 |
2,54 |
10 |
26,44 |
1,81 |
14 |
|
7/8 |
22,2 |
2,82 |
9 |
30,2* |
1,81 |
14 |
|
1 |
25,4 |
3,17 |
8 |
33,25 |
2,31 |
11 |
|
1 1/8 |
28,57 |
3,63 |
7 |
37,9* |
2,31 |
11 |
|
1 1/4 |
31,75 |
3,63 |
7 |
41,91 |
2,31 |
11 |
|
1 3/8* |
34,92 |
4,23 |
6 |
44,33* |
2,31 |
11 |
|
1 1/2 |
38,1 |
4,23 |
6 |
47,8 |
2,31 |
11 |
|
1 5/8* |
41,27 |
5,08 |
5 |
— |
— |
— |
|
1 3/4 |
44,45 |
5,08 |
5 |
53,75 |
2,31 |
11 |
|
1 7/8* |
47,62 |
5,64 |
4 1/2 |
— |
— |
— |
|
2 |
50,8 |
5,64 |
4 1/2 |
59,62 |
2,31 |
11 |
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ
1. Настоящее приложение содержит
информацию о предельных отклонениях среза (размера ) вершин и впадин наружной и внутренней резьбы, которые
являются исходными при проектировании резьбообразующего инструмента и не
подлежат обязательному контролю, если это не установлено особо.
2. Предельные отклонения размера приведены на чертеже
и в таблице.
es — верхнее отклонение среза вершины и впадины
наружной резьбы; ES — верхнее отклонение среза вершины и впадины
внутренней резьбы;
ei — нижнее отклонение среза вершины и впадины
наружной резьбы; EI — нижнее
отклонение среза вершины и впадины внутренней резьбы
Черт. 3
|
Срез вершины наружной резьбы и внутренней |
Срез впадины наружной и внутренней резьбы |
||
|
Пред. откл., мкм |
|||
|
es = ES |
ei = EI |
es = ES |
ei = EI |
|
+75 |
+25 |
-50 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством
станкостроительной и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Постановлением Государственного комитета СССР по стандартам от 30.12.81 № 5790
3. ВЗАМЕН ГОСТ 6357-73
4. Стандарт полностью
соответствует СТ СЭВ 1157-78
5. ССЫЛОЧНЫЕ
НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть, 1.2, |
6. ПЕРЕИЗДАНИЕ
|
1. Профиль. 1 2. Основные размеры.. 1 3. Допуски. 2 4. Обозначения резьбы.. 4 Приложение. (справочное) |
Какую трубу считать малой — средней -большой?
Даже в серьезных источниках мне приходилось наблюдать фразы типа: «Берем любую трубу среднего диаметра и…», но какой этот средний диаметр никто не указывает. Чтобы разобраться, стоит сначала понять на какой диаметр нужно ориентироваться: он может быть внутренним и внешним. Первый важен при расчете транспортировочной способности воды или газа, а второй для определения возможности выдерживать механические нагрузки.
Внешние диаметры:
- От 426 мм считается большим;
- 102-246 называют средним;
- 5-102 классифицируется, как маленький.
Что касается внутреннего диаметра, то лучше заглянуть в специальную таблицу(см. выше).
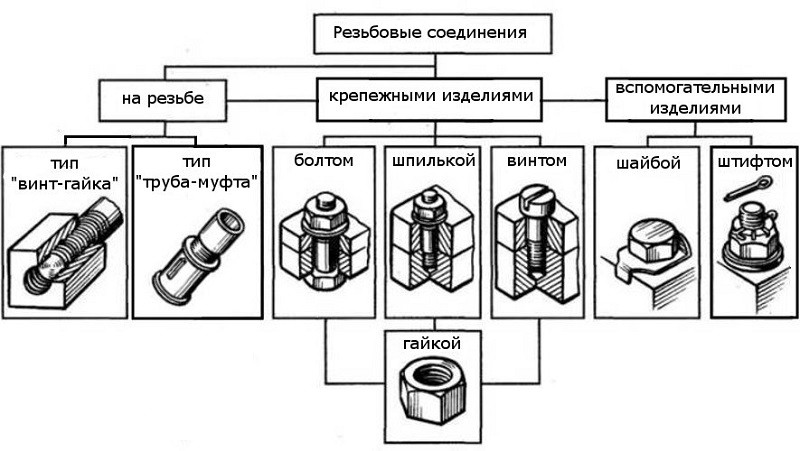
Что такое резьба и ее виды
Резьба — это особой формы и размеров канавка, по спирали нанесенная на внутреннюю или наружную поверхность трубы или металлического стержня. Может наноситься на цилиндрические или конические поверхности. Характеризуется и отличается друг от друга формой канавки, высотой/глубиной рельефа и расстоянием между витками — шагом. Для того чтобы соединить две детали, они должны иметь одинаковую или совместимую резьбу, причем одна деталь должна быть с наружной, другая с внутренней резьбой того же типа и размера.
Вообще, резьбы делят на крепежные и ходовые. Ходовые применяются в элементах машин и обеспечивают движение. Нас больше интересуют те, которые применяются в быту и с которыми сталкиваемся в процессе ремонта и стройки. Это как раз крепежная резьба. О ней, собственно, и будем говорить.
Виды резьбы по направлению витков и поверхности
Еще стоит знать, что по направлению нанесения витков, резьбы бывают правые и левые, а по поверхности, на которые они наносятся — цилиндрические и конические.
Виды резьб
Трубная резьба имеет свой профиль, который дает герметичность. Служит она для несварного соединения металлических труб в трубопроводах, установки разного рода арматуры, подключения устройств. В последнее время резьбовое соединение применяют и на некоторых видах пластиковых труб, но там подход другой — она отливается, хотя суть та же.
Три вида трубной резьбы и их отличия
Есть три основных вида резьбы:
Метрическая. Отличить можно по острым вершинам витков и канавок. Форма — треугольник с углами 60°. Называется так, потому что ее параметры указываются в миллиметрах, а это единицы измерения метрической системы. Нормируется ГОСТом 9150-81.
Дюймовая. В ее основе тоже треугольник, но с вершиной 55°. Она присутствует на деталях импортного производства. Как видите, отличие метрической и конической резьбы в углах.
Трубная. От метрической отличается чуть меньшим углом — 55°, а с дюймовой имеет одинаковый угол. Основное отличие в том, что грани скругленные
И это принципиально важно. Может быть нанесена на цилиндр (трубу), и тогда в название добавляется слово «цилиндрическая»
Нормируется ГОСТом 6357-81. При нарезке на конусе называется трубной конической резьбой.
Какая бывает резьба. Это соединительные — для соединения деталей
Еще могут пригодиться виды резьб, которые могут быть на импортной арматуре и комплектующих. Это резьба Витворта, которая обозначается BSW, если она имеет крупный шаг и BSF — с мелким шагом. Именно этот стандарт взяли за основу при разработке трубных резьб в СССР. Так что резьбы Витворта и трубные резьбы, изготовленные по стандарту, совместимы.
Виды резьбы и области их применения
Есть и другие профили, но они относятся к ходовым и очень специфичны. В обычных условиях не нужны. Для общего развития скажем, что есть еще прямоугольная и трапециевидная формы.
Где какая используется
Теперь о том, где какой тип резьбы применяется. Метрическая наносится на анкеры, болты, шпильки, гайки и другие крепежные элементы. Нанесенная на цилиндрическую поверхность не обеспечивает герметичность, поэтому для трубопроводов является не лучшим выбором. Однако, ее используют, а для герметичности «садят» на подмотку — паклю или фум ленту. Кроме сантехники применяется при сборке каркасов из круглых труб на резьбовом соединении.
Какая бывает резьба: профили и стандарты
Картина меняется при нанесении метрической резьбы на коническую поверхность. Такое соединение имеет высокую степень герметичности. Именно метрическая коническая резьба наносится на крышки, применяется в промышленных трубопроводах, для транспортировки газа и жидкостей, которые выделяют летучие вещества. В быту применение конической резьбы ограничено, так как требуется особое оборудование для ее нанесения.
Нетрудно догадаться, в трубопроводах применяется трубная резьба. Благодаря плавным линиям профиля, даже без дополнительного уплотнения, соединение герметично. Именно этот тип наносится на сгонах, уголках, тройниках, других устройствах, которые применяются при сборке водопровода, отопления и канализации.