Гост 16093-81 «основные нормы взаимозаменяемости. резьба метрическая. допуски. посадки с зазором»
Содержание:
- Варианты правильных площадок под каркасный или надувной бассейн
- Отделка цоколя штукатуркой
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Нарезка трубной резьбы
- Таблица дюймовых резьб. Классификация
- Поля допусков
- Каким должен нахлест?
- Глубина ленточного фундамента под баню
- Размеры гаек с метрической резьбой
- Применение табличной информации
- ДЛИНЫ СВИНЧИВАНИЯ
- Баня из блоков своими руками
- Американская дюймовая резьба, размеры сечений
- Лучшие покупные крысоловки
- Домашний очаг
- Основные характеристики дюймовой резьбы
- Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
- Зеленушку можно найти даже поздней осенью
- Трубные резьбы: таблица
- Ловушка Цюриха
- Нюансы заливного пола с рисунком
- Видео «Примеры крысоловок»
- Сфера применения
- Рельефная резьба
- Правила маркировки
- Классы точности и правила маркировки
- Резьба метрическая. Профиль.
- Можно ли определить шаг резьбы по маркировке
- Рубрики
- Основные виды и их отличия
- Применение табличной информации
Варианты правильных площадок под каркасный или надувной бассейн
Отделка цоколя штукатуркой
Считается одним из самых легких способов, достаточно просто уметь накладывать раствор на поверхность. К тому же, этот способ не требует больших денежных или временных затрат. Чтобы отштукатурить участок, вам необходимо учесть некоторые нюансы.
Поверхность надо очистить от предыдущего покрытия, загрязнений, пыли и грязи. Если есть масляные пятна, обработайте их специальным растворителем. Обязательно нужно обработать очищенный участок грунтовкой, чтобы покрытие крепко держалось.
Если все сделать правильно, то работа будет радовать не только своим видом, но и защитой от осадков. Идеи, как провести штукатурную отделку фундамента, можно найти по фото в Интернете.
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Нарезка трубной резьбы
Нарезку проводят с использованием режущего инструмента вручную, с использованием приспособления, которое называют КЛУПП и на токарном станке. Следует отметить, что изготовление резьбы вручную сопряжено с определенными сложностями особенно при работе с трубами, размер которых составляет 1 дюйм и больше. Приходится прикладывать значительные мускульные усилия.
Для нарезки вручную применяют плашки и метчики соответствующего размера, этот инструмент закрепляют в держатели, и обильно смачивая заготовку специальным маслом выполняют нарезку резьбы. Наличие масла необходимо для снижения силы трения, а это приводит к снижению усилия резания. Применение масла повышает качество поверхности резьбы.
Скорость работы будет повышена, если использовать КЛУПП (устройство для нарезания резьбы). Внешне этот прибор выглядит так – в корпусе с двумя рукоятками размещают гребенки, с применением который происходит формирование резьбы на внешней поверхности трубы.
Существуют и гребенки, которые позволяет получить полный или неполный профиль. Инструмент этого типа нельзя назвать дешевым. Кроме вышеназванных методов получения резьбы существует и третий, с применением токарно-винторезного оборудования. Технология выглядит следующим образом, заготовку устанавливают заготовку, в резцедержатель вставляют резец, заточенный под профиль трубной резьбы. В процессе работы, заготовка вращается вокруг своей оси, а резец перемещается на заданную длину резьбы, при необходимости, резьбу нарезают за несколько проходов.
Видео
При мелкосерийном или серийном производстве применяют станки, работающие под управлением ЧПУ. На таком оборудовании скорость выпуска изделий в разы выше, чем даже на обыкновенных станках.
В условиях массового производства применяют другие способы формообразования резьбы, это может быть точное литье и прочее.
Рейтинг: /5 —
голосов
Таблица дюймовых резьб. Классификация
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
Типоразмер Наружный диаметр, дюймов Наружный диаметр, мм Диаметр сверления, мм mm Число витков на дюйм Шаг, мм
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
Размер резьбы, дюймы Момент затяжки стандартных болтов и гаек Н*м*Фунт силы-фут**
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
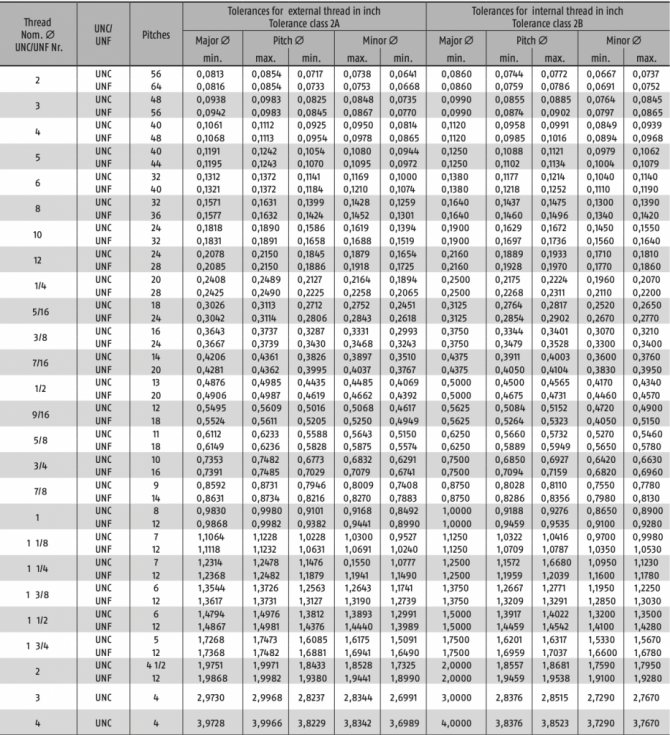
Поля допусков
При создании болтов, гаек и шпилек учитываются поля допусков. Все они делятся на три основные группы:
- Точные. Некоторые резьбы должны иметь высокую точность, за счет чего обеспечивается высокая степень герметизации создаваемой конструкции. Достигается высокая точность за счет применения современных методов обработки, к примеру, ЧПУ станков. Высокая стоимость изготовления определяет то, что изделия этой группы подходят только для создания ответственных изделий.
- Средние. Эта группа полей свойственна крепежам общего назначения. Выдержать подобную точность можно при применении обычных станков или ручного инструмента. За счет упрощения процесса изготовления снижается себестоимость изделия, что и определяет их распространение.
- Грубые. Подобные поля допусков выполняют при обработке глубоких глухих отверстий или прутков, когда повысить качество витков и точность их геометрической формы сложно.
Для выбора допусков применяются специальные таблицы. Они встречаются в различной технической документации. Рекомендации по применению справочной информации следующие:
В первую очередь уделяется внимание полю допуска, которое выделено жирным шрифтом.
Следующая информация по важности — та, которая вписана в таблицу более светлым шрифтом.
Дополнительным параметром являются цифры, которые указываются в круглых скобках.
В некоторых случаях применяется информация, которая указывается в квадратных скобках. Она рассматривается только в том случае, если вся другая не подходит при производстве крепежных изделий. Дюймовая и другие резьбы характеризуются несколько иными параметрами, которые также указываются в соответствующей технической документации и таблицах.
Каким должен нахлест?
Глубина ленточного фундамента под баню
Классическая глубина ленточного фундамента состоит из двадцатисантиметровой, хорошо утрамбованной песчаной подушки. Выше расположен фундамент 60 см в высоту: 40 см залегают в грунте, а остальные 20 см выходят на поверхность. Поскольку ленточный фундамент стал самым популярным, универсальным вариантом основания бани, правильное высчитывание его глубины требуется изучить более детально.
В первую очередь, отталкиваются от свойств грунта. Часто встречающиеся проблемы, связанные со строением почвы, при проектировке фундамента, как раз влияют на глубину его застройки. Угроза появления трещин возникает при возведении на скалистом грунте. В этом случае используют мелкозаглубленный или незаглубленный фундамент. Земля, склонная к вздутию, требует глубокого погружения фундамента ниже уровня промерзания. Возможность провала фундамента свойственна мелкопесчаным почвам. При застройке фундамента на таком грунте проектируется глубокий фундамент для увеличения сопротивляемости сжатию.
Размеры гаек с метрической резьбой
Гайка — одна из составных частей крепежных элементов, имеющая внутреннюю резьбу. Они разнятся по высоте относительно диаметра и прочности, по назначению и конфигурации. Самое широкое применение имеют гайки под ключ или шестигранные, вот их перечень с указанием ГОСТов:
- ГОСТ 5915-70 — средних размеров;
- ГОСТ 15523-70 — высокая;
- ГОСТ 22354-77 — повышенной прочности;
- ГОСТ 5916-70 — низкая гайка с углублением;
- ГОСТ 10605-94 — под диаметр резьбы более 48 мм.

Существует немало гаек и специального назначения, вот примеры некоторых и их ГОСТы:
- колпачкового типа (шестигранная) — ГОСТ 11860-85;
- для ручного завинчивания (гайки-барашки) — ГОСТ 3032-74 ;
- прорезные корончатые — ГОСТ 5919-73;
- округлые со шлицем — ГОСТ 11871-88, ГОСТ 10657-80;
- круглая, с торцевыми, радиальными отверстиями — ГОСТ 6393-73;
- для такелажных работ (рым-гайки) — ГОСТ 22355 (DIN580, DIN 582).
Самым важным параметром соединений с помощью резьбы является соответствие гаек и резьбы. Значения более востребованных резьб с крупным шагом указаны в таблице ниже, где S — размер под ключ, e — ширина гайки, а m — ее высота.
Применение табличной информации
Как и для многих других способов металлообработки, есть стандарты резьбы метрической. Они прописываются в нормативных актах. Ниже мы перечислим документы, в которые необходимо обращаться для того, чтобы найти подходящую таблицу:
- ГОСТ 8724-2002. Здесь предложены стандартные требования по диаметрам и шагам. Наш отечественный норматив был издан еще во времена СССР, но затем дополнялся и обновлялся. В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
- ГОСТ 9150-81. Здесь предлагаются нормы, по которым определяется взаимозаменяемость запасных частей. Ведь многие детальки входят если не идеально, то просто подходят и могут использоваться в быту.
- ГОСТ 16093-81. Определяет уровень точности, а также правила маркировки. Необходим скорее для изготовителей и в повседневной жизни не используется.
Эти нормативы применяются изготовителями, покупателями для домашнего обихода, а также для работы на станках.
ДЛИНЫ СВИНЧИВАНИЯ
5.1. Длины свинчивания, относящиеся к группам S, N и L, должны соответствовать указанным в .
Таблица 8
мм
Шаг Р
Длина свинчивания
S
N
L
От 1 до 1,4
0,2
До 0,5
Св. 0,5 до 1,4
Св. 1,4
0,2,5
» 0,6
»0,6»1,7
» 1,7
0,3
» 0,7
»0,7»2
» 2
Св. 1,4 до 2,8
0,2
До 0,5
Св. 0,5 до 1,5
Св. 1,5
0,25
» 0,6
»0,6»1,9
» 1,9
0,35
» 0,8
»0,8»2,6
» 2,6
0,4
» 1
»1»3
» 3
0,45
» 1,3
»1,3»3,8
» 3,8
Св. 2,8 до 5,6
0,25
До 0,7
Св. 0,7 до 2,1
Св. 2,1
0,35
» 1
»1»3
» 3
0,5
» 1,5
»1,5»4,5
» 4,5
0,6
» 1,7
»1,7»5
» 5
0,7
» 2
»2»6
» 6
0,75
» 2,2
»2,2»6,7
» 6,7
0,8
» 2,5
»2,5»7,5
» 7,5
Св. 5,6 до 11,2
0,25
До 0,8
Св. 0,8 до 2,4
Св. 2,4
0,35
» 1,1
»1,1»3,4
» 3,4
0,5
» 1,6
»1,6»4,7
» 4,7
0,75
» 2,4
»2,4»7,1
» 9
1
» 3
»3»9
» 7,1
1,25
» 4
»4»12
» 12
1,5
» 5
»5»15
» 15
Св. 11,2 до 22,4
0,35
До 1,3
Св. 1,3 до 3,8
Св. 3,8
0,5
» 1,8
»1,8»5,5
» 5,5
0,75
» 2,8
»2,8»8
» 8,3
1
» 3,8
»3,8»11
» 11
1,25
» 4,5
»4,5»13
» 13
1,5
» 5,6
»5,6»16
» 16
1,75
» 6
»6»18
» 18
2
» 8
»8»24
» 24
2,5
» 10
»10»30
» 30
Св. 22,4 до 45
0,5
До 2,1
Св. 2,1 до 6,3
Св. 6,3
0,75
» 3,1
»3,1»9,5
» 9,5
1
» 4
»4»12
» 12
1,5
» 6,3
»6,3»19
» 19
2,
» 8,5
»8,5»25
» 25
3
» 12
»12»36
» 36
3,5
» 15
»15»45
» 45
4
» 18
»18»53
» 53
4,5
» 21
»21»63
» 63
Св. 45 до 90
0,5
До 2,4
Св. 2,4 до 7,1
Св. 7,1
0,75
» 3,6
»3,6»11
» 11
1
» 4,8
»4,8»14
» 14
1,5
» 7,5
»7,5»22
» 22
2
» 9,5
»9,5»28
» 28
3
» 15
»15»45
» 45
4
» 19
»19»56
» 56
5
» 24
»24»71
» 71
5,5
» 28
»28»85
» 85
6
» 32
»32»95
» 95
Св. 90 до 180
0,75
До 4,2
Св. 4,2 до 12
Св. 12
1
» 5,6
»5,6»16
» 16
1,5
» 8,3
»8,3»25
» 25
2
» 12
»12»36
» 36
3
» 18
»18»53
» 53
4
» 24
»24»71
» 71
6
» 36
»36»106
» 106
Св. 180 до 355
1,5
До 9,5
Св. 9,5 до 28
Св. 28
2
» 13
»13»38
» 38
3
» 20
»20»60
» 60
4
» 26
»26»80
» 80
6
» 40
»40»118
» 118
Св. 355 до 600
2
До 15
Св. 15 до 45
Св. 45
4
» 29
»29»87
» 87
6
» 43
»43»130
130
5.2. Допуск резьбы, если нет особых указаний, относится к наибольшей нормальной длине свинчивания, указанной в , или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
Баня из блоков своими руками
Американская дюймовая резьба, размеры сечений
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине60° , что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах.
В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм).
Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг –TPI (количестве ниток на дюйм) и ее тип –UNC илиUNF .
Для диаметров менее 1/4″
размер обозначается целым числом от0 до 12 , которое стоит после символа# или№ .
Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Американская резьба с крупным шагом – UNC
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
Американская резьба с мелким шагом – UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
Лучшие покупные крысоловки
Домашний очаг
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
Зеленушку можно найти даже поздней осенью
Трубные резьбы: таблица
В этом разделе приводится таблица трубных резьб, содержащая информацию об основных параметрах трубных резьбовых соединений. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом санузла:
|
Резьба, дюймов |
Размеры, мм |
Число ниток |
||||||
|
диаметр |
шаг резьбы |
высота профиля |
радиус |
на дюйм |
на 127 мм |
|||
| наружный | внутренний | средний | ||||||
|
1/8 |
9,729 |
8,567 |
9,148 |
0,907 |
0,581 |
0,125 |
28 |
140 |
|
1/4 |
13,158 |
11,446 |
12,302 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
3/8 |
16,663 |
14,951 |
15,807 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
1/2 |
20,956 |
18,632 |
19,794 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
5/8 |
22,912 |
20,588 |
21,750 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
3/4 |
26,442 |
24,119 |
25,281 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
7/8 |
30,202 |
27,878 |
29,040 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
1 |
33,250 |
30,293 |
31,771 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/8 |
37,898 |
34,941 |
36,420 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/4 |
41,912 |
38,954 |
40,433 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/8 |
44,325 |
41,367 |
42,846 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/2 |
47,805 |
44,817 |
46,326 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/4 |
53,748 |
50,791 |
52,270 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 |
59,616 |
56,659 |
58,137 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/4 |
65,712 |
62,755 |
64,234 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/2 |
75,187 |
72,230 |
73,708 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 3/4 |
81,537 |
78,580 |
80,058 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 |
87,887 |
84,930 |
86,409 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/4 |
93,984 |
91,026 |
92,505 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/2 |
100,334 |
97,376 |
98,855 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 3/4 |
106,684 |
103,727 |
105,205 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 |
113,034 |
110,077 |
111,556 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 1/2 |
125,735 |
122,777 |
124,256 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 |
138,435 |
135,478 |
136,957 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 1/2 |
151,136 |
148,178 |
149,657 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
6 |
163,836 |
160,879 |
162,357 |
2,309 |
1,479 |
0,317 |
11 |
55 |
Резьбовое соединение труб
Как видите, в качестве способа соединения труб широко применяется резьба трубная: таблица таких резьб, которая включена в данную статью, обязательно вам пригодится, если вы займетесь самостоятельными сантехническими работами. И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
Ловушка Цюриха
Нюансы заливного пола с рисунком
Технология укладки пола с декоративным рисунком по большому счёту не отличается особой сложностью. Обрабатываем пол грунтовкой, ждём просыхания поверхности. Далее укладываем выравнивающее основание для нашего пола. После высыхания финишного слоя, укладываем декоративный рисунок.
Слои для декоративного пола с рисункомПервая важная задача этого этапа — найти рисунок нужного размера с требуемым разрешением (высокого качества), вторая — наклеить ткань без пузырей
На высохший слой базового полимера наносится тонкий слой прозрачного в 1 мм или около того, быстро прокатывается игольчатым валиком, чтобы не было пузырей.
Вот таким может быть ваш пол после проведения работ
Вся технология устройства 3D-пола продемонстрирована в видеоролике. После просмотра все неясности должны уйти окончательно.
Watch this video on YouTube
Предыдущая РемонтСильные и слабые стороны тканевых натяжных потолков: варианты и особенности монтажа своими руками
Следующая РемонтОтделка внутри деревянного дома: фото готовых проектов и рекомендации для мастеров
Видео «Примеры крысоловок»
Сфера применения
Наибольшее распространение получила метрическая резьба м8 или с другим размером. Производители применяют и дюймовые, питчевые резьбы при создании крепежных элементов. Витки наносятся на поверхность при создании следующих изделий:
- Гайки получили широкое распространение. Как правило, они имеют внутреннее цилиндрическое отверстие с резьбой, снаружи изделие имеет форму многогранника.
- Анкерные и обычные болты часто применяются в качестве крепежного изделия. В этом случае витки наносятся на наружную поверхность.
- Шпильки применяются в случае, когда создаваемая конструкция рассчитана на высокое механическое воздействие.
Современные технологии производства позволяют получить витки с точными геометрическими формами. Именно поэтому резьбовое соединение характеризуется высокой степенью герметичности даже без использования специальных уплотнительных материалов, применяется при создании трубопроводов, емкостей для различных жидкостей.
Рельефная резьба
Правила маркировки
Сложность нарезаемых витков определяет то, что для обозначения основных параметров применяются определенные правила, которые указаны в ГОСТ. К особенностям маркировки рассматриваемых изделий отнесем следующие моменты:
- Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы.
- В самом начале маркировки указывается буква, которая определяет тип резьбы. Для метрической применяется буква М, после которой идут все другие обозначения.
- После допуска резьбы обозначается двумя буквенно-цифровыми сочетаниями. Если параметры совпадают, то при обозначении они повторно не указываются.
- Шаг расположения витков не указывается при маркировке. Именно поэтому при подборе наиболее подходящего крепежного элемента применяется табличная информация. Показателю шага резьбы соответствует определенный наружный, средний и внутренний диаметр. Указывается и внутренний диаметр по дну впадины.
Классификация крепежных элементов проводится по длине свинчивания. Все они делятся на три основные группы. Для обозначения группы применяются символы:
- N — нормальная длина свинчивания. Этот символ часто не указывается в маркировке.
- S — короткая длина свинчивания.
- L — наибольший показатель.
Посадка резьбового соединения также считается важным параметром, который указывается при маркировке. Этот показатель обозначается в виде дроби:
- В числителе указывается обозначение внутренней резьбы и поля допуска.
- В знаменатель вносится обозначение поля допуска витков наружного типа.
Некоторые из приведенных выше параметров указываются и на чертеже. На само изделие маркировка наносится методом гравировки или краской.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
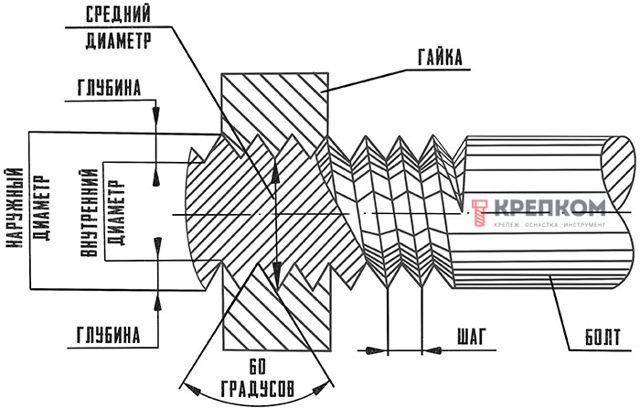
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.
d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.
Можно ли определить шаг резьбы по маркировке
В соответствии с регламентом ГОСТ 8724-81 обязательное присутствие в маркировке размера шага резьбы не предусмотрено, хотя и не возбраняется. Приведем несколько примеров:
- М22 означает, что на болт или винт нанесена крупная нарезка с номинальным диаметром 22 мм и правой нарезкой;
- М22LH – то же, но только с резьбой, направленной в левую сторону;
- М22*2 Говорит о том, что перед нами изделие с размером сечения 22 мм, мелкой резьбой, имеющей шаг в 2 мм;
- М22*3(P1) – болт диаметром 22 мм, имеющий трехзаходную насечку с ходом в 3 мм и шагом в 1 мм;
- М22*3(P1) LH – крепеж с аналогичными предыдущему варианту параметрами, но только с левой резьбой.
В маркировке крепежных изделий шаг резьбы обозначается буквой P а рядом стоящая цифра указывает на его размер. Не следует путать это понятие с ходом. В случае однозаходной резьбы эти величины совпадают. Когда же нарезка имеет многозаходный характер, то ход определяется как произведение шага на число заходов.
Рубрики
Основные виды и их отличия
Метрический профиль отличается от трубной нарезки формой резьбовых гребней и впадин.
- Основой метрической резьбы является треугольник с равными сторонами. Поэтому все угловые размеры одинаковые и составляют 60 градусов. Для трубных дюймовых профилей размеры углов равны 55 градусам.
- Метрическая измеряется в мм, трубная — в дюймах.
- При нарезке трубного профиля учитывается толщина стенок трубного сечения.
- Резьбы с метрическим профилем маркируются буквой «М», диапазон составляет от 1,0 мм до 600 мм
- Шаг витков метрической нарезки 0,075 – 3,5 мм. Минимальный шаг нарезки применяют в измерительных приборах, средний шаг профиля используется в деталях и узлах, эксплуатируемых в зоне повышенной вибрации.
Крупная метрическая нарезка участвует в создании несущих тяжеловесных конструкций.
Применение табличной информации
Шаг резьбы м10 или другого размера можно определить по специальным таблицам. При их создании учитываются некоторые стандарты:
- ГОСТ 8724 содержит информацию о том, какие требования предъявляются к диаметру и шагу. Последняя редакция рассматриваемого стандарта была принята в 2004 году, и она является аналогом международного стандарта ISO 261−98. У обоих стандартов есть одно отличие: международный определяет параметры метрической резьбы с диаметром от 1 до 300 мм, ГОСТ действует в диапазоне от 0,25 до 600 мм. Для удобства использования рассматриваемых стандартов они отображены в виде таблицы соответствия всех параметров. Применяемые требования подходят для левой и правой резьбы.
- ГОСТ 9150 применяется для определения требований, которые предъявляются к профилю. В создаваемых таблицах указываются основные геометрические параметры. Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .
- ГОСТ 16093 определяет требования по допускам. Кроме этого, в этой документации указываются стандарты, применяемые при маркировке изделия. Последняя редакция нормативных документов была принята в 2005 году, она включает в себя международные нормативы ISO 965−1 и ISO 965−3. Под установленные нормы входит левая и правая резьба.
- ГОСТ 24705 редакции 2004 года определяет основные размеры нарезаемых витков. Она применяется при создании всех винтовых пар.
Рассматриваемые стандарты применяются при выборе инструмента, при помощи которого будут нарезаться витки. Кроме этого, подобные параметры учитываются при настройке применяемых токарно-винторезных станков
За счет стандартизации основных параметров при выборе крепежных изделий достаточно уделить внимание лишь некоторым параметрам: диаметру и шагу