Заточка сверла по металлу: как правильно заточить сверло в домашних условиях
Содержание:
- Конусные сверла
- Как выполнить заточку ступенчатого сверла по металлу?
- Сверла по нержавейке — какие стоит брать, а какие нет?
- Виды заточек
- Как выбрать ступенчатое сверло?
- Преимущества использования специальных приспособлений
- Как изготовить декоративную штукатурку
- Область применения и конструктивные особенности
- Приспособления для заточки
- Рекомендации специалистов по выбору конусного сверла
- Достоинства и недостатки
- Порядок заточки сверла
- Вопросы и ответы
- Прямая заточка с центральным выступом
- Заключение
Конусные сверла

Поступательные изменения размеров выполнены с наличием плавных переходов между ступенями. Такая форма поверхности способствует легкому вращению и повышению эффективности обработки листовых материалов. Использование высокопрочных сталей для изготовления режущих кромок на ступенчатых сверлах обеспечивает им более продолжительные сроки эксплуатации без выполнения заточки.
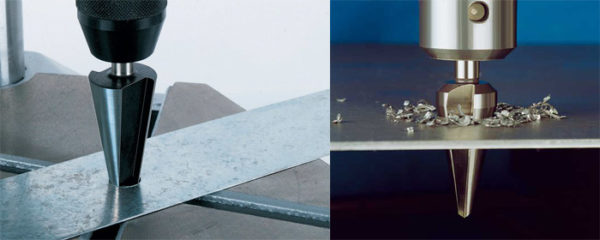
Пример работы конусного сверла
Инструмент позволяет за один раз выполнять технологические операции, для которых в обычных условиях необходимо последовательное применение нескольких инструментов. Обработка материала может производиться на высокой скорости, гарантируя отличное качество кромки, даже при самой небольшой толщине листа. Подобная форма расположения режущих кромок дает возможность сверления не только листовых сталей, но и мягких цветных сплавов, древесины, пластмасс, гипсовых и других изделий.
Острый наконечник освобождает от необходимости предварительного кернения и обеспечивает точное положение инструмента при работе. Ступенчатые сверла можно устанавливать на стационарные станки, переносные ручные дрели, а при наличии переходников даже на перфоратор и болгарку.
Как выполнить заточку ступенчатого сверла по металлу?
Выпускаются ступенчатые сверла в нескольких конструктивных вариантах, при этом каждая модель позволяет высверливать отверстия от 4 до 32 мм в диаметре.
Некоторые из них по рекомендациям производителя можно самостоятельно заточить, а некоторые варианты вовсе нельзя подвергать заточке.
В отличие от простых сверл по металлу, ступенчатое не так-то просто заточить, при неправильном подходе его режущая кромка может стать больше непригодной к использованию.
А вообще в том, чтобы качественно заточить конусное сверло, ничего сложного нет.
Видео:
Иногда чтобы заточить ступенчатое сверло, достаточно наждачной бумаги, которой оснащают специальный вращающийся круг.
В целом обрабатывать такие сверла можно как «на руках», так и с помощью заточного станка для концевых фрез.
При этом «на руках» лучше всего обновлять ступенчатые сверла по металлу, которые имеют прямые канавки. А вот для инструмента со спиральными канавками подойдет заточка на станке.
Эффективно обновить характеристики режущей кромки обязательно получится, если сверло изначально было качественным.
Более подробно о затачивании сверл по металлу в видео в разделе.
Сверла по нержавейке — какие стоит брать, а какие нет?
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.
При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.
Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
Виды заточек
О некоторых видах заточек уже было сказано выше, но ещё раз повторимся. Итак, существует пять разновидностей заточки, которые выбираются из расчёта типа материала и специфики работ, связанных со сверлением.
Первая из них – нормальная под титром «Н». Эта разновидность является универсальной, но применяется лишь в том случае, если необходимо заточить сверло диаметром не больше 12 мм. По сути, на инструменте формируются две режущие кромки и одна поперечная. Для этого приходится выдерживать угол в пределах 118-120°.
И остальные:
- НП – заточка делается с короткой поперечиной, чтобы снизить на неё нагрузки;
- НПЛ – кроме поперечной кромки уменьшается и ширина ленточки, цель – понизить силу трения, которая создаётся между сверлом и заготовкой;
- ДП – это так называемая двойная заточка, где кроме поперечной кромки формируются ещё четыре кромки, которые собой представляют ломаные линии;
- ДПЛ – все тот же предыдущий вариант, только дополнительно подтачивается ленточка.
Правильно проведённая заточка сверлаИсточник tehnomuza.ru
Как выбрать ступенчатое сверло?
Сделать правильный выбор выше рассмотренного инструмента не получится, если своевременно не ознакомиться с его основными техническими характеристиками.
Во-первых, не последнюю роль при выборе сыграет цвет изделия, и это не эстетическая прихоть.
Серо-стальной цвет расскажет о том, что сталь, из которой выполнен инструмент, не подвергалась надлежащей обработке. Исходя из этого, можно и засомневаться в его качестве.
Видео:
Инструмент из стали черного цвета – материал обрабатывался горячим паром, за счет которого происходит упрочнение стали.
Подобная технология обработки будет на руку мастеру.
Сталь золотистого цвета является признаком снятия внутреннего напряжения металла, работать таким инструментом будет в удовольствие.
Изделие для сверления металла с ярко-золотистым оттенком имеет износостойкий поверхностный слой, в качестве которого используется нитрид титана. Цена на такие сверла выше, но и эксплуатируются они намного дольше.
Технические характеристики стали и маркировка. Нет смысла рассматривать все существующие виды сталей, из которых могут изготавливаться ступенчатые сверла, так как их много.
Поэтому рекомендуется выбирать инструмент по металлу с маркировкой HSS – изделие предназначено для высокоскоростного сверления, при этом исключается деформирование металла при нагреве.
Диаметр рабочих порогов, начинающего и финального. С этими параметрами нужно определиться сразу, так как средняя цена на инструмент составляет примерно 2500 руб.
Производитель и стоимость ступенчатых приспособлений.
Видео:
Особого внимания можно не уделять первому факту, так как покупать инструмент лучше из определенной стали, которая должна соответствовать стандартам ГОСТ.
Тем мастерам, которые привыкли покупать дорогие и проверенные вещи, можно порекомендовать изделия бренда TOP CRAFT.
Возможность заточить. По мнению специалистов, инструмент без возможности заточки может дольше прослужить, если не вмешиваться, а если необходимость заточки существует, сверло также будет служить долго.
В данном случае выбор можно сделать, не руководствуясь ничьими советами.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
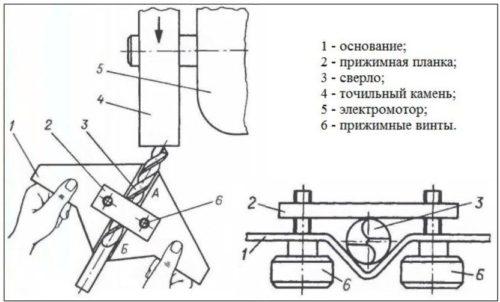
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Как изготовить декоративную штукатурку
Область применения и конструктивные особенности
Конусные (или ступенчатые) сверла отличаются длительным рабочим ресурсом, что обеспечивается высокой прочностью их режущих кромок. В отличие от обычного сверла, конусное позволяет выполнять технологические операции, для осуществления которых в любой другой ситуации потребовалось бы использование нескольких инструментов. Именно универсальностью во многом и объясняется высокая стоимость сверл данной категории.
Устройство ступенчатого сверла
Конусными сверлами можно делать отверстия не только в металле, но и в гипсокартоне, дереве, пластике и др. Успешно справляются они и с плотным металлом, чего нельзя сказать о сверлильном инструменте любого другого типа.
Острый наконечник ступенчатого сверла позволяет не только исключить необходимость применения центровочного инструмента, но и легко врезаться в структуру даже самого плотного металла. Отверстие, полученное при этом, не нуждается в дополнительной обработке с использованием надфиля и шлифовальной машинки.
Большинство ступенчатых сверл способны просверливать металл толщиной до 4 мм
Поступательные каналы ступенчатого сверла, расположенные по спирали, выполнены в разных размерах с плавным переходом. Эта конструктивная особенность повышает эффективность конусного сверла при работе с тонколистовым металлом как минимум на 50%. Кроме того, при сверлении металлических деталей инструментом с такими спиральными поступательными канавками обеспечивается плавность его хода.
На рабочую поверхность ступенчатых сверл может быть нанесено абразивное напыление, основу которого составляет алмазная или титановая крошка (это не противоречит требованиям ГОСТа). Такое покрытие режущей поверхности значительно повышает степень ее прочности, что позволяет свести к минимуму периодичность ее заточки. Естественно, на такое преимущество использования конусного сверла с напылением можно рассчитывать в том случае, если соблюдаются правила его эксплуатации и не превышается допустимая нагрузка на него.
Эти сверла сделаны из высококачественной быстрорежущей стали с титановым покрытием
Одной из задач, которую решают с помощью конусного сверла, является исправление дефектов отверстий, полученных инструментом другого типа. К таким дефектам, в частности, относятся рваные края. Сверла ступенчатого типа практически незаменимы в тех случаях, когда необходимо получить качественные отверстия в тонколистовом металле, изделиях из стеклотекстолита и других полимерных материалов.
Учитывая все вышесказанное, можно сделать вывод о том, что конусные сверла являются еще более универсальными, чем традиционный инструмент спирального типа. Именно поэтому они не будут лишними на производственном участке и в домашней мастерской. О том, насколько удобным и эффективным является конусный инструмент, стоимость которого зависит как от диаметра рабочей части, так и от типа напыления, можно судить по видео обработки с его использованием и по отзывам специалистов.
Приспособления для заточки

Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Заточка на точиле
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
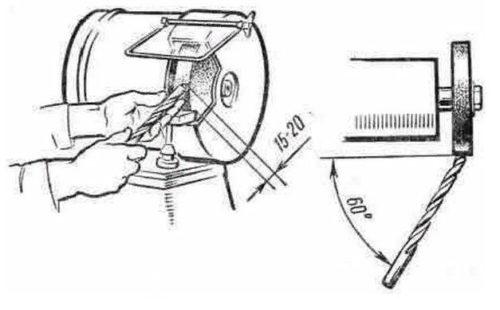
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
При помощи насадки на дрель

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Заточка напильником или надфилем
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Рекомендации специалистов по выбору конусного сверла
Многим людям, которые плохо ознакомлены с особенностями различных режущих насадок, сложно определиться с приобретением подобного инструмента. Для того чтобы не допустить ошибки при выборе, необходимо усвоить несколько основных моментов.
В первую очередь нужно запомнить, что все насадки отличаются по цвету. Это очень важный момент, так как от цвета изделия зависят его технические характеристики. Например, стальной окрас рабочей детали свидетельствует о том, что она не подвергалась дополнительной температурной (или любой другой) обработке.
Приспособления стальной окраски не характеризуются высокой прочностью и, соответственно, более подвержены износу. Их рекомендуется использовать исключительно для организации отверстий в тонколистном материале, а также для обработки пластика, гипсокартона и дерева. Конусные сверла по металлу такого типа имеют самую низкую стоимость.
Черный цвет режущего инструмента говорит о том, что изделие прошло дополнительную обработку высокой температурой. Подобные приспособления имеют более высокую прочность, что способствует увеличению их эксплуатационного срока.
Гладкие конусные сверла расширяются ближе к хвостовой части и не имеют четкой градации диаметров
Еще один вариант, распространенный на современном рынке, – золотистые конусы. Эти модели имеют защитное напыление, представленное нитридом титана. За счет этого они по техническим характеристикам значительно превосходят предыдущие аналоги.
Статья по теме:
В ступенчатых вариантах высота уровней, как уже говорилось выше, в среднем составляет 5 мм. Сверла по металлу не должны иметь разбежности в этом показателе больше 1 мм. Это стоит запомнить при покупке инструмента.
На что еще необходимо обращать внимание? Не меньшую роль играет бренд инструмента. Изделия, изготовленные малоизвестными китайскими фирмами, мастера не рекомендуют покупать, так как в этом случае шанс приобретения низкокачественной или бракованной продукции значительно возрастает
Сверла отечественного производства имеют меньший рабочий ресурс, если сравнивать их с зарубежными аналогами.
В продаже чаще всего можно встретить конусные сверла по металлу 4-22 и 6-36 мм
Маркировка конусных режущих инструментов: что нужно знать
Технические характеристики подобных режущих изделий указываются в виде маркировки, которая наносится на наружную поверхность хвостовой части. Знание основных обозначений позволяет подобрать качественное и максимально подходящее для конкретных эксплуатационных условий изделие. Рассмотрим более подробно, какая информация зашифрована в маркировке:
- материал изготовления;
- диаметр;
- класс точности.
Расшифровка маркировки – очень важный этап, поэтому стоит ознакомиться более детально с возможными ее вариантами. Большинство изделий такого типа имеют шаг 1 мм. Сверла по металлу, которым присуща форма елочки, отличаются разными габаритами. Эта информация в обязательном порядке содержится в маркировке.
Чаще всего буквенное обозначение является началом разметки. На большинстве сверл, которые можно приобрести сегодня, указывается латинская буква «P». Подобное обозначение повествует о том, что для изготовления приспособления была применена быстрорежущая легированная сталь. Такой материал отличается высокими прочностными характеристиками.
Технические характеристики конусных сверл по металлу указываются в виде маркировки на поверхности хвостовой части
Далее располагается следующая буква, после которой в обязательном порядке стоит определенное число. Это обозначение содержит информацию о металле, который был использован в качестве добавки к легированной стали. Число говорит о том, какое процентное содержание сплава находится в изделии.
После процентного содержания второстепенного металла в маркировке указываются максимальный и минимальный диаметры, а также класс точности приспособления. Стоит отметить, что на подобных изделиях часто встречается буквенное обозначение HSS. Сверла по металлу такого типа выполняются из быстрорежущей стали. После начальной отметки маркировка содержит информацию о добавочном материале, использованном при производстве изделия.
Достоинства и недостатки
Любой режущий инструмент обладает рядом положительных и отрицательных качеств. Этот факт так же относится к конусным сверлам. Прежде чем отправляться за покупкой режущего элемента, необходимо освежить в памяти его достоинства и недостатки.
Важное преимущество конусообразного сверла заключается в возможности создания отверстий разных размеров. Всего один режущий элемент способен заменить целый набор инструментов, которыми ранее пользовалось большинство мастеров.
Еще один плюс – прочность
Благодаря этой характеристике уменьшается их выработка. Не стоит забывать, что скорость создания отверстий при помощи конусного сверла в несколько раз выше, чем у любых других инструментов. Быстрота рабочего процесса оберегает инструмент от перегрева, из-за которого может возникнуть дефект.
Ступенчатый тип сверл, напоминающий образ елки, обладает острым наконечником, благодаря которому режущее изделие врезается в обрабатываемую поверхность.
При необходимости данный режущий инструмент можно использовать в качестве шлифовальной машинки.
Коническая форма в процессе работы плавно расширяет диаметр отверстия в обрабатываемом материале, благодаря чему риск деформации рабочей поверхности снижается до нуля.
Еще одно значительное преимущество заключается в способах эксплуатации. Конические сверла можно устанавливать в ручное оборудование и на крупные стационарные станки.
Верхняя часть конического инструмента может иметь специальное напыление – например, титановую или алмазную стружку. Из-за такого дополнения прочность инструмента увеличивается в разы, а требование затачивать края значительно сокращается.
Одно из важных преимуществ конусообразного инструмента – универсальность. Сверло легко обрабатывает мягкий по структуре материал
А вот при работе с металлом мастеру следует проявить небольшую осторожность, так как металлический лист толщиной свыше 7 мм может не поддаться.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом
При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок
Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.
Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Вопросы и ответы
На что обратить внимание при покупке ступенчатого сверла?
Рабочий диаметр и тип материала имеют решающее значение. Сталь должна удовлетворять требованиям ГОСТ. Специалисты советуют брать насадки проверенных марок – Izar, Bosch, UniBit, Irwin/Hanson
Также они обращают внимание на то, что 7 ступеней 20 мм сверлит лучше и дольше, чем 7 ступеней 32 мм. Не стоит гнаться за большими диаметрами без особой на то нужды
Меньшие диаметры задействованы всегда, поэтому изнашиваются быстрее. Может получиться так, что до больших диаметров так и не получится дойти.
Можно ли затачивать ступенчатые сверла?
Только некоторые, в основном низкой ценовой категории, и при небольшой деформации. Насадки с прямой кромкой затачиваются легче, а спиральные требуют специального оборудования. Что касается дорогостоящих сверл, то они заточке не поддаются. Яркий пример – буры с напылением нитрида титана (насыщенного золотистого цвета)
Важно отметить, что они длительное время сохраняют отменную режущую способность. Поэтому в заточке в принципе не нуждаются
Итак, главное предназначение ступенчатого сверла – это сверление отверстий большого диаметра в тонком металле (в электрических щитах, автомобилях и т. д.). Однако использовать насадку можно как для твердых, так и для мягких материалов: дерева, гипсокартона, фанеры, пластика. Она избавляет от надобности возить с собой набор сверл разного диаметра. Многих мастеров останавливает от покупки только одно – высокая стоимость изделия.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.. Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму
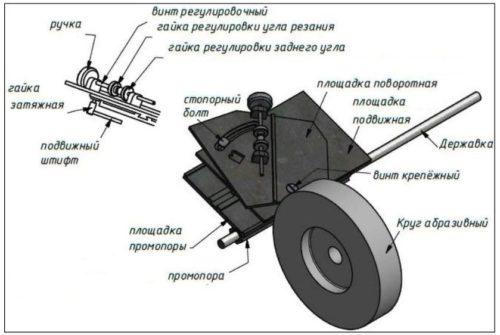
Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.

Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.















