Схема сборки сварочного инвертора своими руками
Содержание:
- Лучшие сварочные инверторы для дома
- Как передать показания счетчиков в Санкт-Петербурге
- Дружная компания «второгодников»
- О категориях и ценах
- Меры предосторожности
- Азы электросварки
- Достоинства и недостатки самостоятельного изготовления
- Сборка и укомплектовка
- Какие виды инверторов представлены на современном рынке
- Как сделать своими руками сварочный агрегат?
- Выбор модели
- Как выглядит схема инверторной сварки
- 4 Правила настройки и регулировки самодельного инвертора
- Достоинства и недостатки индукционных нагревателей
- Какой сварочный аппарат лучше купить для дома
- Выбор вагонки для облицовки бани изнутри
- Преимущества и недостатки
- Диагностика самодельного инвертора и его подготовка к работе
- Батарея и мощность
- Итог
- Заключение
- Заключение
Лучшие сварочные инверторы для дома
Как передать показания счетчиков в Санкт-Петербурге
Передача показаний счетчиков воды
В Санкт-Петербурге передать показания счетчика воды через интернет можно на государственном сайте kvartplata.info, принадлежащем предприятию ГУП ВЦКП «Жилищное хозяйство», которое специализируется на расчетах в сфере ЖКХ.
Дружная компания «второгодников»
О категориях и ценах
Все инверторные сварочные аппараты ручной дуговой сварки, работающие с плавящимися электродами, обозначаются MMA условно можно разделить на две большие группы:
- Бытовые — для периодического использования и несложных работ. Если вы не планируете масштабной стройки, аппарат вам нужен будет раз в два-три месяца, чтобы что-то починить, подварить и т.д., то рабочего ресурса агрегатов этой группы достаточно. Это самые дешевые из инверторных сварочников. Стоят они 3-5 тысяч рублей или около того, выпущены в Китае.
- Профессиональные — для ежедневной многочасовой работы. Это вариант для тех, кто будет использовать инвертор на производстве или планирует масштабное строительство: построить дачу или дом, сварить металлический забор и лестницы. Стоимость этих агрегатов порядка 300-400$.
Есть еще промежуточный класс — полупрофессиональные. По характеристикам и цене они находятся примерно посередине. Это хороший выбор для тех, кто любит что-то мастерить, а еще любит хороший инструмент. Все градации очень условны, но если вы скажете продавцу о том, какого класса хотите иметь аппарат, он вас поймет и предложит несколько вариантов.
Ассортимент даже в обычном строительном магазине может поставить в тупик, а в специализированном….
Есть еще универсальные или комбинированные сварочные инверторы. Они могут варить в нескольких режимах, один из которых обычно — ручная электродуговая сварка. Эти агрегаты относятся к классу профессиональных, удобны своей универсальностью — некоторые могут работать и как резак, а также варить в среде инертных газов, что позволяет без проблем сваривать тонкий металл и нержавейку. Это оборудование пригодится, если у вас есть еще и машина — сможете делать ремонт самостоятельно, а также варить всякую «мелочь» по хозяйству.
Меры предосторожности
Для безопасного воспроизведения технологических операций применяют следующие правила:
- проверяют целостность аппарата, изоляции;
- измеряют напряжение (в режиме холостого хода U=0);
- уточняют соответствие сети питания подключаемой нагрузке;
- убирают посторонние предметы из рабочей зоны;
- устанавливают защитное заземление;
- создают хорошую вентиляцию и освещенность;
- пользуются обувью с резиновой подошвой (ковриком, деревянным настилом) для предотвращения поражения электрическим током;
- применяют защитную одежду, краги, маску.
Перед созданием соединения проверяют проседание напряжения в сети пробной сваркой при максимальной силе тока. Рекомендуется разместить на небольшом расстоянии от рабочей зоны песок или другие средства для оперативного тушения очага возгорания.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Достоинства и недостатки самостоятельного изготовления
 Инверторная схема самодельного преобразования предполагает блочный принцип компоновки. Благодаря модульной структуре построения изготовить инверторный сварочный аппарат удаётся с минимальными затратами.
Инверторная схема самодельного преобразования предполагает блочный принцип компоновки. Благодаря модульной структуре построения изготовить инверторный сварочный аппарат удаётся с минимальными затратами.
В качестве некоторых из его узлов могут применяться импульсные модули, снятые с отслуживших свой срок приборов (после соответствующей доработки, конечно).
Помимо перечисленных плюсов самостоятельное изготовление инвертора имеет ещё целый ряд достоинств.
Во-первых, в этом случае значительно легче решается вопрос ремонта сварочного аппарата, поскольку исполнитель хорошо знает все его тонкости и слабые места. Во-вторых, комплектацию самодельного аппарата можно подбирать по своим предпочтениям, исходя из эксплуатационных требований и финансовых возможностей.
И, в-третьих, работать с таким устройством будет намного проще, так как при сварке можно будет учесть все его скрытые ресурсы и особенности.
К недостаткам, которые имеют самодельные инверторы можно причислить:
- отсутствие большинства вспомогательных функций, имеющихся у фирменных аппаратов и заметно улучшающих качество свариваемых швов;
- ограниченные возможности по регулированию выходных параметров (амплитуды сварочного тока, в частности);
- сложность создания полноценной системы принудительного охлаждения внутренних пространств;
- необходимость повысить защищённость прибора в соответствии с требованиями электрической безопасности.
Все перечисленные выше минусы потребуют от исполнителя взвешенного решения, принимаемого с учётом возможных сложностей, распространяющихся и на саму сварку, и на процесс изготовления сварочного аппарата.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.
Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- электродуговой сварки плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии
При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы
Мобильность – одно из преимуществ инверторных аппаратов
Это интересно: Ресанта САИ 160 — недорогой сварочный инвертор начального уровня
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
-
Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях ращрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
 Схема устройства сварочного трансформатора.
Схема устройства сварочного трансформатора.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Выбор модели
Напряжение сети. Бывает одно- или трехфазным. Для непромышленного применения рекомендуется аппарат на 220 В или универсальная машина «220/380». Большинство аппаратов могут выйти из строя или перестать варить из-за перепадов напряжения. В связи с этим инверторы комплектуются защитой от скачков напряжения. У бытовых агрегатов диапазон шире на 10—15%, а профессиональным моделям нужно напряжение 165—270 В.
Напряжение холостого хода. Эта характеристика определяет способность аппарата разжигать электрическую дугу и поддерживать ее горение. Чтобы дуга возбудилась, напряжение должно быть примерно в 1,5—2,5 раза больше напряжения стабильного горения электрической дуги.
Мощность. В паспортах часто указывается максимальная мощность источника питания сварочного аппарата, соответствующая максимальным нагрузкам на сеть. Если единицы измерения кВт, значит, говорится об активной мощности, если кВА — о полной мощности, которая обычно выше из-за поправочного коэффициента.
Реальная мощность определяется силой тока, которую способен выдать аппарат. Этот показатель и определяет толщину свариваемого металла и максимальный диаметр электрода.
Класс защиты. В паспорте должен быть 2-циферный код I. P. Индекс среднестатистических источников питания для сварки — IP21-IP23. Двойка говорит, что внутрь корпуса не проникнут предметы толщиной больше 12 мм. Вторая цифра говорит о защите от влаги — 1 — означает, что капли воды, вертикально падающие на кожух, вреда не нанесут; 3 означает, что даже под углом 60 ° вода в корпус аппарата не проникнет. Но варить под дождем запрещено!
Диапазон температур. Согласно ГОСТ, ручная сварка может осуществляться при температуре -40—40 ° C. Однако не все сварочные аппараты удается пустить в работу при температуре ниже нуля градусов. Чаще всего проблемы появляются с инверторами, в которых при минусовой температуре просто загорается сигнализатор перегрузки, и сварочный аппарат выключается.
Работа от генератора. Эта функция пригождается для работы в полевых условиях. Не все аппараты могут питаться от бытовых генераторов с ДВС.
Многие источники питания облегчают удержание дуги: «Антиприлипание на выключении», «Горячий старт», «Форсирование дуги», «Розжиг на подъёме»
Полезно обратить внимание на индикацию параметров, функциональность, широту рабочих регулировок, защиту от перегрузок, качество маркировки, электробезопасность, комплектность, эргономику, ремонтопригодность. Рекомендуется приобрести аппарат с максимумом технических характеристик в паспорте, а паспорт рекомендуется купить на русском языке
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
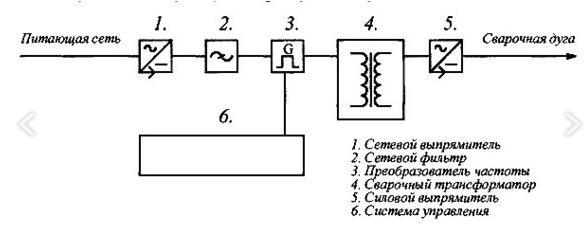
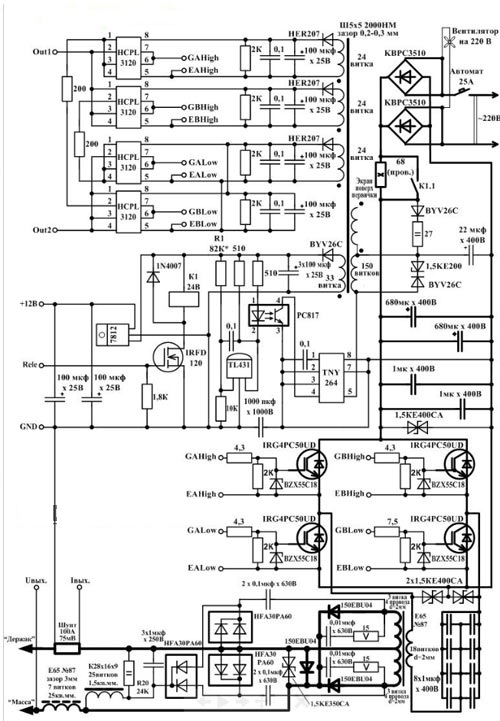
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.

Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли
Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
4 Правила настройки и регулировки самодельного инвертора
После того, как вы выполнили все необходимые действия, и собрали сварочный аппарат, необходимо произвести его настройку. Без проведения данного мероприятия пользоваться инвертором нельзя. Настройка включает в себя несколько операций, которые следует осуществлять последовательно. На первом этапе регулировки установки на широтно-импульсный модулятор (иными словами на плату ШИМ) агрегата подают 15 вольт питания. И в это же самое время даем разряд на вентиляторы.
Указанные действия дают возможность настроить синхронность включения кулеров и проверить их работоспособность. После того, как плата получила питание (через 4–8 секунд), необходимо будет удостовериться в том, что на резисторе срабатывает специальное замыкающее реле. Если все в порядке, приступаем к настройке модулятора, убеждаясь в том, что при срабатывании реле на плате появляются прямоугольные импульсы.
Обязательно требуется и регулировка уровня шума, отмечаемого на фазах трансформаторного устройства. В идеале никаких посторонних звуков при работе инвертора на фазах быть не должно. Если вы слышите шумы, вероятнее всего, полярность была установлена неверно. Просто поменяйте ее. Указанную проверку «на шумы» разрешается выполнять посредством любого электроприбора, используемого в быту (например, обычного электрического чайника), который имеет мощность не менее 2,2 кВт.
Кроме того, нужно проверить точность монтажа фаз трансформатора, вне зависимости от того, по какой схеме выполнялся инверторный аппарат, а также от того, какую именно конструкцию он имеет. Выполняется подобная проверка осциллографом с двумя лучами, которые подсоединяются к первичной и вторичной обмотке. На правильно сделанном инверторе скачки напряжения не могут быть более 330 вольт.
Напоследок приводим несколько важных советов для тех, кто самостоятельно делает сварочный инвертор:
- в затворах силовых ключей необходимы специальные стабилитроны с двумя анодами (часто применяются изделия КС213);
- подключение агрегата к электрической сети следует выполнять проводом диаметром не менее 1,5 миллиметра (лучше взять даже кабель сечением 2–2,5 миллиметра);
- желательно выполнять парное скручивание кабелей, которые подключаются к затворам транзисторов;
- параллельно диодам (силовым) всегда требуется монтировать цепочки RC, которые предохраняют указанные элементы от пробоя;
- на входе инвертора ставится 25-амперный автоматический выключатель;
- силовые цепи нужно пропаивать, чтобы гарантировать их надежный контакт (при некачественном соединении внутренние узлы инвертора могут в любой момент загореться из-за опасности расплавления силовых цепей).
Достоинства и недостатки индукционных нагревателей
К достоинствам индукционных электронагревателей относятся следующие эксплуатационные характеристики и свойства:
Индукционный нагреватель своими руками
- Вихревые токи генерируют не только тепло, но и вибрацию. Поэтому на стенках нагревательного элемента не оседает накипь. Следовательно, индукционные котлы не нуждаются в чистке.
- Нагревательный элемент у такого котла – это обычная труба, разогреваемая вихревыми токами. И при постоянной циркуляции теплоносителя по требе она не может перегореть физически, в отличие от нагревательной спирали традиционного ТЭНа. То есть, о замене или ремонте нагревательного элемента можно даже не задумываться.
- Даже самодельный вихревой теплогенератор герметичен изначально. Ведь разогрев теплоносителя осуществляется внутри цельнометаллического нагревательного элемента. Причем энергия передается нагревателю дистанционно – посредством электромагнитного поля. Поэтому, ввиду отсутствия разъемных соединений, протечек в индукционных котлах не может быть в принципе.
- Котел не шумит, хотя нагревательный элемент может вибрировать. Но частота этой вибрации далека от диапазона звуковых волн. Поэтому индукционный нагреватель работает беззвучно.
- Вся конструкция собирается из дешевых, легкодоступных деталей. Поэтому индукционный нагреватель дешев просто до неприличия.
Словом, такая схема нагрева теплоносителя надежна, долговечна и очень эффективна. Причем при использовании индукционного котла можно отказаться даже от циркуляционного насоса – теплоноситель «пойдет» по трубам под влиянием тепловой конвекции, разогреваясь на старте практически до парообразного состояния.
А в перечень недостатков индукционных нагревателей следует включить такие факты:
- Во-первых, переменно электромагнитное поле разогревает не только нагревательный элемент, но и все окружающее пространство, в том числе и ткани тела человека. Поэтому от такого устройства нужно держаться подальше.
- Во-вторых, нагревательный прибор работает на электричестве. А это не самый дешевый источник энергии.
- В-третьих, прибор очень эффективен, а теплоотдача нагревателя просто колоссальна, поэтому риск детонации котла от перегрева теплоносителя есть всегда. Впрочем, этот дефект устраняет обычный датчик давления.
Однако, если вы готовы мириться с недостатками, то это отопительный прибор был создан специально для вас. И ниже по тексту мы предложим вам схему самостоятельной сборки такого котла.
Какой сварочный аппарат лучше купить для дома
Выбор вагонки для облицовки бани изнутри
Преимущества и недостатки
Изготовленный своими руками аппарат может использоваться как при домашнем хозяйстве, так и в малых производствах. На первый взгляд конструкция состоит из множества элементов, схема представляется сложной к исполнению своими руками. При выполнении последовательности шагов, использовании качественных материалов, возможно добиться долгосрочной работы при малых затратах. Простой сварочный инвертор стоит на рынке достаточно дорого и не отличается повышенным качеством.

Простой инвертор своими руками
Недостатки заключаются в малом времени продолжительной службы самодельного инвертора. При больших объемах рекомендуется изготовить трехфазный инверторный аппарат своими руками, однако трудно найти источник питания такого типа.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.

После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
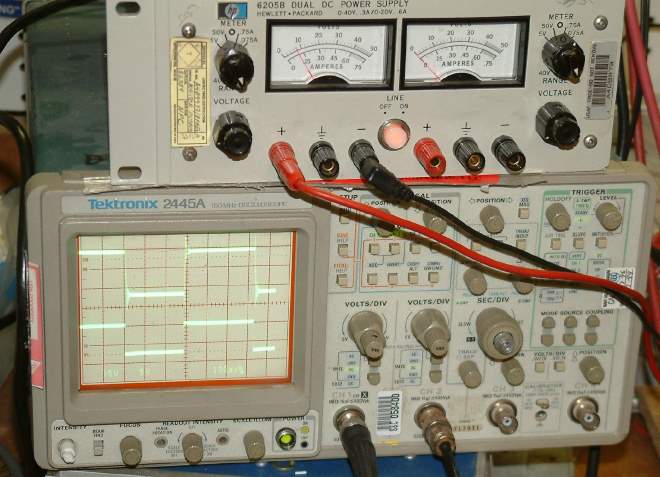
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Батарея и мощность
От АКБ зависит и пригодность преобразователя для той или иной цели. Повышающий инвертор напряжения не берет энергию для потребителей из «темной материи» Вселенной, черных дыр, духа святого или откуда-то еще просто так. Только – из АКБ. А от нее он возьмет мощность, отдаваемую потребителям, деленную на КПД самого преобразователя.
Автолюбители знают: гонял стартер 20 мин – покупай новый аккумулятор. Правда, в новых машинах есть ограничители времени его работы, так что, возможно, и не знают. И точно не все знают, что стартер легковушки, раскрутившись, берет ток ок. 75 А (в течение 0,1-0,2 с при запуске – до 600 А). Простейший расчет – и выходит, что, если в инверторе нет автоматики, ограничивающей разряд батареи, то наша за 15 мин сядет полностью. Так что выбирайте или конструируйте свой преобразователь с учетом возможностей наличной АКБ.
Ресурс кислотных АКБ заметно не уменьшается, если они разряжаются 2-х часовым током (12 А для 60 А/ч, 24 А для 120 А/ч и 42 А для 210 А/ч). С учетом КПД преобразования это дает допустимую долговременную мощность нагрузки в прим. 120 Вт, 230 Вт и 400 Вт соотв. Для 10 мин. нагрузки (напр., для запитки электроинструмента) она может быть увеличена в 2,5 раза, но после этого АБК должна отдохнуть не менее 20 мин.
В целом итог получается не совсем уж плохой. Из обычного бытового электроинструмента только болгарка может брать 1000-1300 Вт. Остальные, как правило, обходятся мощностью до 400 Вт, а шуруповерты до 250 Вт. Холодильник от АКБ 12 В 60 А/ч через инвертор проработает 1,5-5 час; вполне достаточно, чтобы принять необходимые меры. Поэтому делать преобразователь на 1кВт для батареи 60 А/ч смысл имеет.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.