Лучшие сварочные полуавтоматы
Содержание:
- Чем отделать потолок
- Сварка полуавтоматом без применения газа
- 3 Минеральная вата ISOVER Оптимал
- Теплоизоляция предотвращающего типа
- Сварочный полуавтомат: принцип работы
- Натяжное полотно
- Характеристики сварочного полуавтомата
- Жидкокерамическая теплоизоляция
- Степень дезинфекции
- Устройство потолка типа армстронг
- Устройство полуавтомата
- Режимы полуавтоматической сварки – теория и практика
- 1 HDC Kansas 350
- Материалы для отделки и их особенности
- Смотрите также
- Навигация по записям
- Виды биотуалетов для дома
- Заключение
- Заключение
Чем отделать потолок
Сварка полуавтоматом без применения газа
Среди обширного количества видов сварок самой перспективной и востребованной становится сварка без использования газа.
Сварка полуавтоматом данного типа производится с помощью флюсовой проволоки или как ее называют специалисты сварочная порошковая проволока.
Флюсовая проволока это стальная трубка, но внутри данной трубки находится специальный порошок— сварочный флюс, похожий на обмазку обычных электродов.
Воздействуя на флюсовую проволоку с помощью высокой температуры получается сгорание флюса, которое обеспечивает защитное газовое облако в месте сварки. Сам процесс очень схож с обычной электродной сваркой.
Главное достоинство данного метода это отсутствие необходимости носить с собой газовые баллоны, огромный выбор материала с различными видами химических составов, с помощью которых можно формировать необходимые дуговые свойства и менять характеристику шва.
Так как сварка полуавтоматом схожа с обычной электродной, то происходит попадание шлака от сгоревшего флюса в сварочную зону, поэтому необходимо обеспечивать герметизацию сварочной поверхности. Для этого необходимо сверху готового шва наложить еще несколько новых.
Флюсовая проволока имеет низкую жесткость, поэтому ее подача к зоне сварки должна быть с небольшим усиленным нажатием, изгибы шланга полуавтоматической сварки попросту недопустимы.
Крайне необходимо соблюдать условия полярности фазного провода и «массы»
Слева вы видите полярность сварки без использования газа, а справа с использованием газа при сварке.
Для того, чтобы начать процесс необходимо подключить источник питания следующим способом: минус к держателю горелки, а плюс к свариваемой поверхности. В случае сварки с использованием защитного газа, происходит подключение в обратном порядке.
Данный метод подключения питания обеспечивает высокую температуру для плавления флюса и образование защитной газовой среды.
Основные преимущества безгазовой сварки:
- Простота сварочного процесса
- Отсутствие необходимости в газовом баллоне
- Быстрая скорость осуществления работы
3 Минеральная вата ISOVER Оптимал

Минеральная вата является неорганическим утеплителем с волокнистой структурой. Материал встречается на отечественном рынке в разных исполнениях. Отличается минвата и составом. Для укладки теплоизолятора внутри зданий лучше всего подходит каменная (базальтовая) вата. Лидирующие позиции занимает фирма ISOVER, которая предлагает потребителю самые разные варианты утеплителя. Для стен оптимально выглядит минвата в виде плит или рулонов. Выбор зависит от обрешетки стены, типа основания и т. д. Популярность минеральной ваты объясняется доступной ценой, хорошими тепло- и звукоизоляционными качествами, простотой монтажа.
Наряду с низкой теплопроводностью и отменной упругостью пользователи заметили и некоторые недостатки этого утеплителя. Это ухудшение теплопроводности при намокании и высокий уровень пыли. Вызывает споры и экологичность материала из-за наличия формальдегидных смол.
Теплоизоляция предотвращающего типа
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.

Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Натяжное полотно
Это как раз тот вариант, когда потолки можно сделать относительно дешево и очень красиво. По внешнему виду, натяжные конструкции будут наиболее привлекательными. Что касается цены, то установка натяжного потолка обойдется ненамного дороже панелей, но, выглядеть поверхность будет на порядок лучше.

Главным же преимуществом этого способа отделки будет то, что вам ничего не придется делать самим. Монтажные работы выполнит бригада специалистов, у которой на работу с одной комнатой уйдет всего пара часов. Единственное, что потребуется от вас — вызвать замерщика, согласовать с ним проект и оплатить в офисе свой заказ.

Вариантов фактур и цветов таких покрытий существует огромное множество, что позволит подобрать оформление для любой комнаты. При этом, внешний вид полотна позволит совершено не беспокоиться о том, что ваши гости посетуют на бюджетность ремонта – выглядит все очень достойно.

Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Жидкокерамическая теплоизоляция
Выполняемая по самым современным технологиям жидкая внутренняя теплоизоляция на основе керамики имеет такие особенности:
- высокий уровень экологичности, позволяющий применять материал в любых помещениях;
- устойчивость к пару и влаге, обеспечивающая сохранение эксплуатационных характеристик даже после намокания;
- длительный срок службы (не меньше 15 лет);
- устойчивость к воздействию грызунов, насекомых и ультрафиолетовых лучей.
Материал наносится на защищаемую поверхность при любых температурах и отличается сравнительно доступной ценой. К недостаткам жидкокерамической теплоизоляции относят незначительную защиту от шума и невысокую устойчивость к механическим воздействиям.
Степень дезинфекции
Устройство потолка типа армстронг
Для крепления потолочных плит используют различные профили и элементы крепежа:
- Поперечный профиль, длиной 600 мм.
- Несущий профиль, длиной 3700 мм.
- Продольный профиль, длиной 1200 мм.
- Подвес, состоящий из крючка и штанги.
- Стеновой профиль.
- Крепежные узлы.
Из этих частей собирают на потолке сетчатый каркас из квадратных ячеек. Потолочные плиты чаще всего имеют размер 600х600 мм и могут вкладываться в ячейки изнутри или защелкиваться снаружи в зависимости от типа.
Для самостоятельного монтажа рекомендуется произвести подсчет необходимых материалов. Это можно сделать с помощью онлайн-калькулятора, представленного на сайтах фирм-продавцов. Для расчета нужно знать периметр и площадь потолка. Такие вычисления обычно весьма приблизительны, более точно можно посчитать вручную, начертив схему конструкции.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.

Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
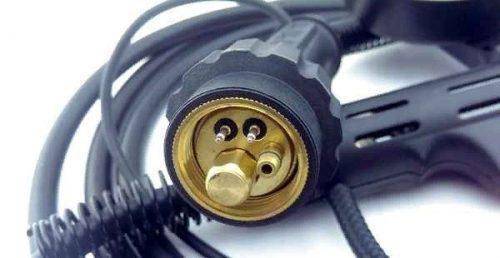
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.

На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.

Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа
Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают
Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным
О тонкостях настройки механизма смотрите в видео:
1 HDC Kansas 350

Сварочный полуавтомат имеет самый большой показатель ПВ (95), что позволяет оборудованию с легкостью выполнять большие объемы. Агрегат может работать в режиме ручной дуговой сварки при помощи электродов, или с использованием проволоки (MIG/MAG). Причем ее толщина может достигать 1,6 мм, что среди вошедших в ТОП-5 профессиональных агрегатов этот показатель является самым высоким. Параметры прибора не позволяют его и близко рассматривать в качестве инструмента для дома. Даже для гаража и небольших СТО он уж слишком мощный. Целесообразное использование полуавтомата HDC Kansas 350 может быть лишь на средних и крупных производственных, автотранспортных или ремонтных предприятиях.
Несмотря на микропроцессорное управление, сварочный инвертор имеет регулировку жесткости дуги, напряжения при сварке полуавтоматом и т. д. Надежность оборудования подтверждается владельцами, которые на технических форумах любезно делятся своим опытом работы с Kansas 350. Система подачи проволоки (выполнена отдельным блоком) оборудована 4-мя роликами. Также в отзывах отмечается наличие функции продувки газом по окончанию сварки для надежной защиты шва. Поскольку сварочный инструмент весит немало (75,5 кг), он размещен на специальной колесной раме с площадкой для углекислотного баллона. Немаловажным фактором, определяющим повышенный интерес к модели, является наличие выводов постоянного тока на 36 V для подключения обогрева газового редуктора.
Как выбрать сварочный полуавтомат?
Чтобы выбрать наиболее подходящий прибор для выполнения конкретных видов работ, следует учесть некоторые рекомендации экспертов.
Выполнить элементарные работы в гараже или на даче поможет бюджетный аппарат с максимальной силой тока 160 А. К достоинствам бытового прибора можно отнести компактность и небольшой вес
Длительность сварки следует ограничить интервалом 4-10 минут.
В небольшой мастерской, где собираются металлические двери или ворота, лучше обратить внимание на более производительные приборы. Сила тока может достигать уровня 200 А, прибор должен быть оснащен воздушным охлаждением, длинным кабелем (2-3 м)
Для таких работ понадобится проволока 0,8-1,2 мм, которую придется заправлять в аппарат.
В автомастерских, которые специализируются на кузовных работах, используются профессиональные сварочные полуавтоматы инверторного типа. Особо ценится длинный рукав, с помощью которого можно передвигаться по всему кузову.
Соединять толстые заготовки (трубы, фланцы) на металлообрабатывающем предприятии удастся с помощью полуавтомата, работающего от трехфазной сети. Максимальная сила тока может достигать 500 А, а мощность составлять 13 кВт.
Внимание! Представленная выше информация не является руководством к покупке. За любой консультацией следует обращаться к специалистам!















