Как правильно варить швы: вертикальные, горизонтальные, потолочные
Содержание:
- Как защитить колодец от загрязнения
- Инструкция по монтажу смесителя
- Различные технологии
- Сварка потолочных швов
- Как продолжить сварку после её остановки?
- Как самостоятельно сделать биотуалет?
- Подготовка поверхности
- Контемпорари (современный стиль) : модно или скучно?
- Инструменты для сварки
- Зачистка сварных швов
- Классификация способов сварки
- Какие условия нужно создать для качественного шва
- Другие виды сварки
- Настенные и напольные светильники в детской
- Возбуждение сварочной дуги
- Дефекты
- 16 место ‒ пылесос Bort BSS-1415-W
- Сварка углового шва — как сделать правильный сварочный шов
- Техника сверху вниз
- Что такое магнитный пускатель, и какое он имеет предназначение?
- Где устанавливают дифференциальный автомат для замены УЗО
- Сварка вертикальных швов
- Условия для качественного вертикального шва
Как защитить колодец от загрязнения
Инструкция по монтажу смесителя
Различные технологии
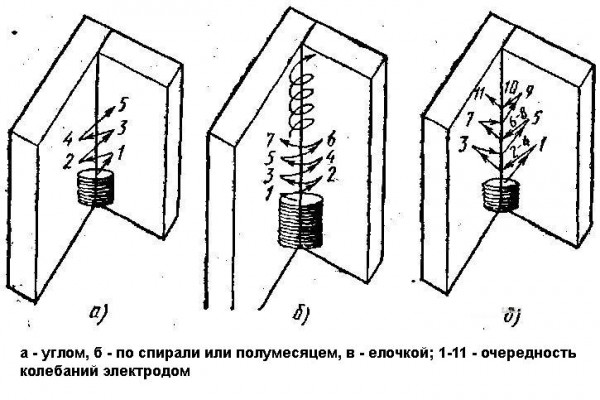
Техника сварки вертикальных швов имеет три варианта. Их выбор зависит от величины зазора, толщины свариваемых металлов, размера притупления кромок.
Треугольник
Технология основана на наиболее популярном способе ведения процесса снизу наверх. Расплавленный металл находится поверх слоя, который еще только начал застывать. Стекая вниз, он закрывает валик шва. Это не позволяет новым каплям стекать по дорожке.
Способ применяется, когда предстоит соединить детали, имеющие толщину не более 2 мм. Сварка этим методом может обеспечить хороший результат при маленьком зазоре. Также необходимо обеспечить максимальное притупление кромок. Оно должно находиться в диапазоне от 1-2 мм. При сварке расположение ванны должно быть под углом.
Это положение дало название способу — «треугольник». Угол обеспечивается следующим образом:
- в начале процесса сварки создают полочку;
- при поднятии по стенке сварочной дуги по направлению к зазору происходит притупление кромок с помощью их плавления;
- спуск по правой стенке;
- переход на левую стенку;
- формирование там сварочного шва.
Необходимо выполнять рекомендации по выбору характеристик, как правильно сваривать вертикальный шов способом «треугольника». Диаметр электрода по этому методу должен быть равен 3 мм. Среднее значение электрического тока 90-100 А. До окончания заполнения стыка электрод следует перемещать по указанной траектории. Хорошо подходит для углового вертикального шва.
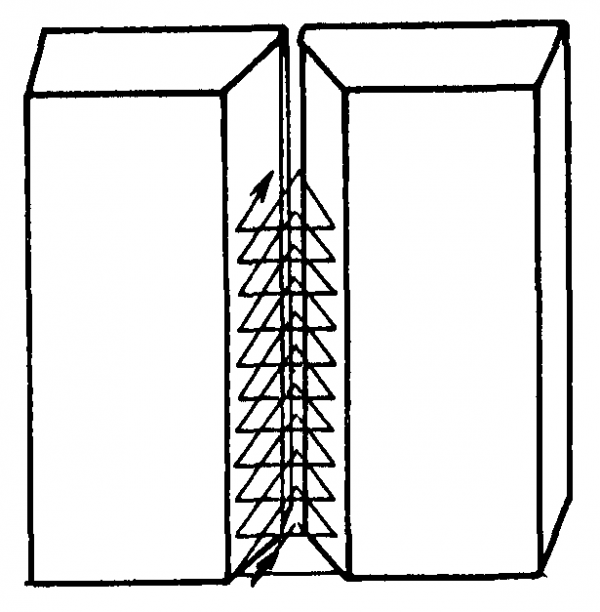
Елочка
Конец электрода совершает сложные движения. Суть метода состоит в том, что электрод двигается из глубины, по ходу проплавляя поверхность кромки. При возвращении внутрь он начинает проплавление второй кромки. Затем операции повторяют на небольшой высоте.
Такой вид сварочного шва подойдет, когда зазоры между свариваемыми изделиями составляют 2-3 мм. Необходимо притупление кромок. Сечение валика меньше, чем при предыдущем способе. Процесс начинают по выбранной кромке. Электрод подают из глубины зазора «на себя».
Технология проведения сварочного процесса состоит в следующем:
- от зазора по одной из кромок, прижимая к ней электрод, подавать его «на себя», пройдя всю толщину заготовки;
- совершив небольшой подъем, способом «от себя» вернуть электрод на место зазора;
- после поплавки перейти на другую кромку и совершить те же действия;
- указанные операции повторять до самого верха сварного шва.
Сварку ведут короткой дугой. Метод обеспечивает равномерность нанесения сварочного материала на всем пространстве зазора. Необходимо следить за тем, чтобы не было образования на кромке шва подрезов, а также подтеков металла. Желательна непрерывность процесса, исключая моменты, когда необходимо заменить электрод. Не должно быть чрезмерного наплавления кромок. Полученный шов по форме напоминает конфигурацию елки.
Лестница
Находит применение, когда между свариваемыми деталями существует большой зазор. Его значение может превышать 2 мм. Также метод возможен при отсутствии или небольшом притуплении кромок.
Методика получения в этом случае неплохого вертикального сварочного шва и как его варить является несложной. Движения электрода имеют зигзагообразный характер. Перемещение электрода осуществляются от одной кромки к другой. Величина подъема должна быть небольшой и постоянной. Дугу при сварке следует сохранять короткой. Диаметр электрода — 3 мм. Ток имеет небольшое значение — 80-100 А. Процесс следует вести не прерываясь.
Особенность метода в том, что на кромках электрод останавливается на продолжительное время, а переход с одной кромки на другую происходит быстро. Сечение валика при способе «лесенкой» является небольшим — получается так называемый «легкий» валик. Этот способ особого труда не представляет и подходит начинающим сварщикам.
Сварка потолочных швов
Сварка
потолочных швов требует от сварщика высокой квалификации т.к. сварка
в потолочном положении является наиболее сложной для исполнения. Её рекомендуется
выполнять, периодически замыкая электрод на свариваемый металл. В промежутках
между замыканиями, жидкий металл успевает частично кристаллизоваться, что позволяет
уменьшить объём сварочной ванны.
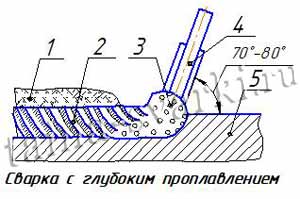
Хорошие результаты показывает сварка электродами с толстым тугоплавким покрытием.
Во время сварки такими электродами стержень плавится быстрее, чем покрытие и
на конце электрода образуется своеобразный «футляр», в котором расплавленный
металл удерживается от стекания. Данный вид
сварки похож на сварку с глубоким проплавлением, о которой говорилось на
странице «Высокопроизводительные
способы ручной дуговой сварки».
Для сварки потолочных швов рекомендуются электроды, диаметром не более 4мм
и пониженная сила сварочного тока. Сварку выполняют как можно более короткой
дугой для того, чтобы улучшить переход капель расплавленного металла в сварной
шов. При удлинении дуги возможно образование подрезов в сварном шве. Ещё одной
трудностью данного способа
сварки, помимо растекания металла, является затруднённый вывод шлака и газов
из расплавленного металла.
Дополнительные материалы по теме:
|
Сущность |
Технология ручной дуговой сваркиСварка стыковых швовТехника ручной дуговой сварки |
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как самостоятельно сделать биотуалет?
Подготовка поверхности
Прежде чем ставить маяки, поверхность необходимо подготовить вне зависимости от того, какие стены планируется штукатурить – кирпичные, пено- или газоблочные, гипсокартонные, бетонные или иные. Процесс подготовки основания состоит из нескольких этапов, каждый из которых очень важен. Нельзя пропускать ни один.
Первым делом необходимо снять старое покрытие со стены, причем речь идет не только об обоях, но и о штукатурке, краске или чем-то ином
Обратите внимание на специфичность проведения процедуры. Так, обои придется удалять в любом случае, как и водоэмульсионную краску
Если стены покрыты масляной краской (ее снять практически невозможно), то можно краску оставить, предварительно сделав насечки, чтобы улучшить адгезию штукатурки и масляного состава. Старую штукатурку также можно сохранить, если она не отваливается, «не бухтит», но если есть хоть малейшие опасения, покрытие лучше демонтировать
Крайне важно не пожалеть времени и хорошо зачистить поверхность основания
Далее стена моется от пыли и грязи, удаляются частицы оставшегося старого покрытия. Поверхность должна быть чистой и немного шероховатой.
Стены хорошо грунтуют, используя жидкую грунтовку глубокого проникновения
Обратите внимание, что работы по грунтованию проводят 2-3 раза. Каждый раз нужно дожидаться, пока предыдущий слой грунтовки полностью просохнет
В зависимости от типа поверхности перед установкой маяков и оштукатуриванием может понадобиться нанести на стену определенный материал. Так, для кирпичных стен дополнительная обработка не понадобится. Бетонные поверхности нужно обработать жидким цементным раствором. Деревянные и металлические стены дополнительно укрепляют специальными штукатурными сетками, которые закрепляют между маяками.
В принципе, на этом подготовительные работы можно считать законченными. Перед началом любых ремонтных мероприятий нужно защитить прилегающие предметы и поверхности малярной лентой: оклеить дверные косяки, приклеить по полосе ленты на полу и на потолке, где они прилегают к стенам. Так получится полностью обезопасить окружающую обстановку и в дальнейшем не потребуется много времени на очищение прилегающих поверхностей.
Контемпорари (современный стиль) : модно или скучно?
Я открываю гугл, набираю запрос «интерьер гостиной», перехожу на картинки и копирую 5 первых попавшихся. Можно было взять и сотню, наугад, все равно шанс ошибиться минимальный. Почти вся выдача — интерьеры contemporary. И я могу не глядя назвать что я там увижу.
Обязательно венге, глянцевый потолок, встроенные потолочные светильники, скрытый карниз, однотонный ковер с высоким ворсом, бежевая гамма, однотонные декоративные подушки. Иногда добавляется один дополнительный цвет, чаще всего бирюзовый, реже зеленый, обычно это шторы или одна стена и тон в тон к ним акценты.
Угадала? Все именно так и есть, можете сами погуглить. На главная проблема большинства современных интерьеров даже не в их предсказуемости. Все дело в отсутствии индивидуальности. Именно это и делает их зачастую скучными. За интерьером не видно человека, его привычек, увлечений, характера. Словно отель или квартира для сдачи в аренду.
На самом деле мне совершенно непонятно такое ограничение в выборе цвета, фактур и рисунков. Контемпорари не ставит таких рамок. Он демократичен, он доступен, нацелен на комфорт, эклектичен, индивидуален. Постоянно меняется, захватывая лучшее из разных стилей.
Он не обязывает использовать что-то такое, что появилось в продаже только в последние годы (намекаю на натяжные потолки и встроенные светильники). В статье о карнизах для штор, я уже затрагивала тему необоснованного отказа от обычных карнизов в пользу пластиковых потолочных шин.
Современное искусство, современные материалы вполне могут соседствовать с традиционными вещами, например из массива дерева. Уместна и пластмасса и ДСП. Контемпорари практически всеяден. Всё что добавляет комфорт и удобство будет уместно.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.

Существует несколько аппаратов для сварки:
- Трансформатор. При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель. Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор. Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
https://youtube.com/watch?v=n3DtsW-YPQg
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.
Электродуговая сварка
Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Какие условия нужно создать для качественного шва
Обработка вертикальных поверхностей требует соблюдения следующих требований:
На этапе поджога электрод выставляют в прямоугольное положение. Если нарушить это правило, подача тока в рабочую область будет нестабильной.
Для снижения риска возникновения подтеков уменьшают длину сварочной дуги. Начинающие сварщики в целях повышения производительности не соблюдают это требование. Кристаллизация металла протекает медленнее, поэтому образуются дефекты.
Стержень, удерживаемый под наклоном, делает шов более равномерным, однако соблюдать такое требование в течение долгого времени сложно.
При появлении подтека повышают силу тока, расширяют обрабатываемую область
Это ускоряет процесс затвердевания расплава.
Особое внимание уделяют подготовке краев. Детали очищают от грязи, следов коррозии, масел.
Точечная сварка вертикальных швов снижает вероятность образования подтеков.
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Настенные и напольные светильники в детской
Настенные и напольные светильники не являются сильно необходимыми в детской, но по желанию их также можно использовать.
Бра и торшеры можно назвать локальными осветительными приборами, они обеспечивают средний уровень освещения. Хоть и считается, что в детской вполне достаточно люстры или встроенных лампочек, а также настольных ламп, настенные светильники все же можно повесить в качестве дополнительного или декоративного освещения.
Единственный момент, который нужно учесть — бра и торшеры лучше использовать при обустройстве комнаты для подростка, поскольку маленькие дети могут случайно задеть их во время игр и травмироваться, а безопасность всех элементов интерьера является самым важным критерием при обустройстве детской комнаты.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
16 место ‒ пылесос Bort BSS-1415-W
Рейтинг лучших моющих пылесосов для дома открывает бренд Bort, принадлежащий группе компаний Bort Global, которая специализируется на производстве бытовой и клининговой техники и электроинструмента. Пылесос этой фирмы Bort BSS-1415-W заявлен как строительный, но он подходит для дома и офиса, а также для уборки автомобиля.
Хотя это самая бюджетная модель в ТОПе (на разных сайтах цена на него колеблется в диапазоне от 8790 до 10190 рублей), но она вполне справляется с пылью, шерстью домашних животных и сухим мусором. Объемный контейнер для моющего средства в 3,5 л позволяет вымыть сразу 2‒3 ковра.

Плюсы и минусы
Очень мощный
Уровни мощности регулируются
Малошумный
Функция сбора жидкости
Удобные колесики
Компактный
Легко моется
Легко удаляет любое загрязнение
Тяжелый
Маломобильный
На ламинате и плитке щетка оставляет разводы
Нет насадки для химчистки
Неудобные насадки
Фильтр быстро забивается
Узкая нетелескопическая трубка
Пылесос больше хозяйственный, чем профессиональный
Оснащен функцией распыления, выдува и сбора жидкости, а регулятор мощности позволяет чистить шторы.
| Технические характеристики | |
|---|---|
| Мощность (Вт) | 1400 |
| Объем пылесборника (л) | 15 |
| Материал корпуса | Пластик |
| Длина кабеля (м) | 5 |
| Размер (мм) | 390х370х540 |
| Вес (кг) | 7,6 |
| Емкость аккумулятора | |
| Громкость при работе (дБ) | 82 |
| Управление | Кнопочное |
| Комплектация | Шланг, щетки, 2 алюминиевые трубки, насадка щелевая, HEPA фильтр, пылесборный мешок |
| Гарантийный срок | 2 года |
| Страна-производитель | Китай |
80% покупателей рекомендуют эту модель
Эффективность 4.2
Удобство 4.3
Качество 4.4
Итого 4.3
Мне нравитсяНе нравится
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме
Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
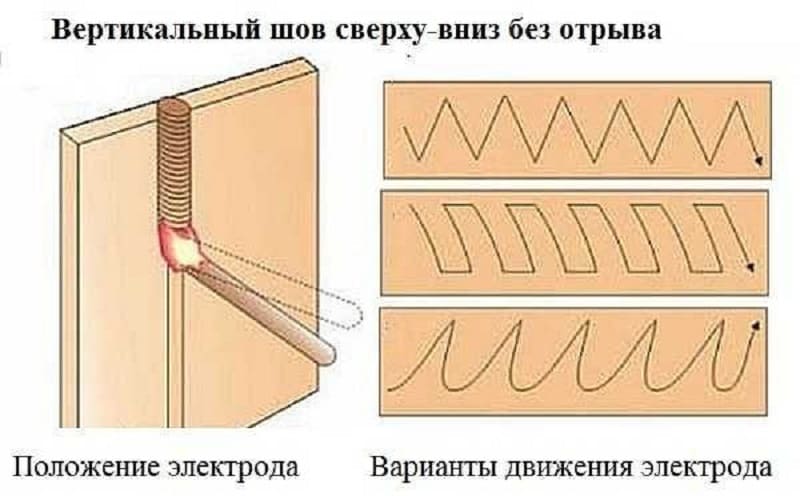
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Что такое магнитный пускатель, и какое он имеет предназначение?
Стандартный магнитный пускатель – это типичное электромеханическое устройство, которое нацелено на работу с трехфазными электродвигателями. Его целевое назначение – обеспечение непрерывной и безопасной работы двигателя, включая контроль отключения питания агрегата, если будут возникать внештатные или аварийные ситуации.
Используемая схема реверсивного пускателя позволяет успешно его применять для электрокотлов, тэнов, электродвигателей, то есть когда необходимо проявить функционал коммутационного аппарата или осуществить автоматическое подключение или отключение от электрического источника.
Определим основные задачи магнитного пускателя, а они следующие:
- дистанционное управление агрегатами. Например, асинхронным двигателем. Созданная схема реверсивного пускателя с кнопками позволяет менять направление вращения вала.
- контроль нагрузок агрегата. Применятся для разгрузки маломощных контактов. Даже есть возможность подключить магнитный пускатель к домашнему выключателю, подготавливая его к работе с большим количеством лампочек.
Где устанавливают дифференциальный автомат для замены УЗО
Сварка вертикальных швов
 Сварка
Сварка
вертикальных швов может производиться снизу вверх (на подъём, схема
а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется
вести сварку снизу вверх, если это возможно и, как можно более короткой электрической
дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться
и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла
и помогает его удержать.
При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных
кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу
тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается
чешуйчатой.
При сварке на спуск хороший провар и высокое качество
сварки получить сложнее. Жидкий шлак и расплавленный металл, под действием
силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания
дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и
жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода,
перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют
вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке).
Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины
В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.

Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.