Как правильно варить угловой шов?
Содержание:
- Лицевой слой
- Вертикальный шов
- Создание шва электродом
- Сварка корневого валика (рис. 51)
- Другие виды сварки
- Изумительной красоты хрустальная жеода, которую легко соорудить из простого стекла и цемента
- Технология вертикальной сварки
- Инструкция для начинающих
- Принципы сварки горизонтального шва
- Рекомендации для сварщиков
- Выбор сварочного аппарата
- Как защитить колодец от загрязнения
- Приварка пластины к трубе горизонтального положения (рис. 78)
- Как резать плитку ручным плиткорезом или болгаркой: ровно и без сколов
- Особенности потолочного шва
- Виды сварок
- Видео: как запустить заклинивший мотор-компрессор холодильника
- Рейтинг 7 лучших уличных IP-камер
- Видео
- Возможные дефекты и их устранение
- Разновидности электродов
- Сварка неповоротного вертикального стыка
- Разновидности сварных швов
- Что это такое?
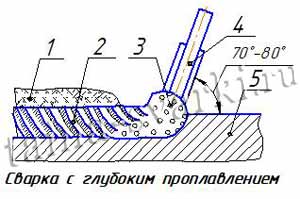
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Как варить потолочный шов
Выбираем потолочный карниз
Как обрезать потолочный плинтус
Как повесить шторы на потолочный карниз
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Вертикальный шов
Сварка вертикального шва может осуществляться двумя различными методами: сверху вниз и наоборот. Проще всего вертикальная сварка выполняется в случае работы снизу вверх. В данном варианте сварочная ванна поднимается дугой, формируемой электродами, и не опускается.
Формируя вертикальные швы снизу вверх без отрыва дуги, электроды необходимо перемещать в одном направлении без смещений по горизонтали. При этом должен соблюдаться наклон в 80-90 градусов. В таком случае шов получается почти плоским.
Таблица стыковых соединений.
Чтобы понять, как варить вертикальный шов, следует четко представлять алгоритм последовательности действий:
- в первую очередь в нижней точке зажигается дуга;
- проводится подготовка горизонтальной поверхности, равной сечению шва;
- сварочная ванна удерживается дугой, контролируемой наклоном электрода.
В таком виде работы электроды должны перемещаться достаточно быстро. Важен полный контроль над процессом сваривания. В случае вытекания сварочной ванны с одного края, следует перейти к другому краю с одновременным движением вверх.
Осуществлять данный тип соединения можно и с отрывом дуги. Подобный вариант будет особенно удобен начинающим сварщикам. За время отрыва деталь успевает охладиться. Подобный способ позволяет даже опирать электрод на полочку сварного кратера.
Схема перемещения стержня аналогична движению без отрыва: из стороны в сторону, коротким валиком, петельками.
Стоит обратить внимание на влияние величины силы тока на шов. Чтобы правильно варить вертикальный шов, следует задавать ток на 5-10 ампер меньше рекомендованного значения, соответствующего выбранному электроду для вертикального шва и толщине изделия
Однако это утверждение не всегда справедливо, и в ряде случаев ток необходимо подбирать экспериментально
Чтобы правильно варить вертикальный шов, следует задавать ток на 5-10 ампер меньше рекомендованного значения, соответствующего выбранному электроду для вертикального шва и толщине изделия. Однако это утверждение не всегда справедливо, и в ряде случаев ток необходимо подбирать экспериментально.
Выполнять сварку сверху вниз не очень удобно. Этот вид работы предполагает высокий контроль сварной ванны. Тем не менее при должном профессионализме таким методом можно сформировать отличное соединение.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.
Создание шва электродом
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Сварка корневого валика (рис. 51)
В зависимости от толщины металла, притупления кромок, величины зазора, рекомендуется применять три способа сварки корневого валика:
1. Сварка «треугольником» (рис. 52) позволяет получить хорошее проплавление при малом зазоре (2 мм и меньше) и максимальном притуплении кромки (от 1 до 2 мм). В процессе сварки жидкая ванна должна находиться под углом, т.е. точка «а» (перемычка жидкого металла в зазоре между кромками) выше линии «б» (кристаллизующейся чешуйки), что позволяет жидкому шлаку стекать вниз, закрывая кристаллизующийся валик, и не мешать проплавлению кромок в зазоре. По окончании электрода кратер следует оставить также под углом. Это необходимо для качественного зажигания нового электрода. Сварочная ванна под углом достигается следующим образом: в начале сварки набирается полочка, затем, поднимаясь сварочной дугой по стенке к зазору, проплавляем притупление кромок в зазоре, затем спускаемся по правой стенке, после чего переходим к левой кромке, формируя сварочный шов. Диаметр электрода 3 мм. Сварочный ток в среднем диапазоне — 90-100 А при Х-образной разделке и минимальный — 80…90 А при V-образной разделке.
2. Сварка «елочкой» (рис. 53) при притуплении кромок и зазоре от 2 до 3 мм позволяет получить хорошее проплавление. Сечение валика средней полноты (меньше, чем при сварке «треугольником») дает возможность сформировать «нормальный» валик. Техника сварки следующая: от зазора по одной из кромок (как бы прижавшись электродом к кромке) спуститься по ней, подавая электрод на себя на небольшое расстояние 5-7 мм, затем с небольшим постоянным подъемом и .подачей электрода от себя вернуться в зазор; проплавить притупление (при необходимости сделать задержку) и спуститься по другой стороне, выполняя те же движения, не допуская подтеков, подрезов, наблюдая за формированием валика и поддерживая точку «а» выше линии «б». Диаметр электрода 3 мм. Сварочный ток для V-образной разделки — 60…90 А, для X-образной разделки — 90…100 А.
3. Сварка методом «лестница» (рис. 54) применяется при максимальном зазоре более 2 мм и минимальном притуплении кромок (или без притупления), что обеспечивает хорошее проплавление, формирование обратного валика. Переход от кромки к кромке производится по прямой с постоянным минимальным подъемом. Сварка ведется короткой дугой, но без опирания на «козырек» покрытия. Задержка на кромках — максимальная, переход — более быстрый, но плавный; сечение валика малое («легкий» валик). Диаметр электрода 3 мм. Сварочный ток минимальный 80 А ± 5 А — для V-образной разделки кромок и средний 90-100 А для Х-образной. Сварочный процесс вести непрерывно (исключение — замена электрода и сварка тонкого металла).
Большое значение для качества сварного шва имеет зажигание дуги. Начало зажигания дуги рекомендуется производить в нижней части застывшего кратера, сбоку или в центре шва, где есть доступ к выборке (рис. 55). Первый проход (из положения 1 в положение 2) следует производить быстро.
Это необходимо для выполнения более «плоского» валика, что позволяет стекать шлаку вниз и избежать зашлаковки при возвращении между первым и вторым проходом, поскольку дуга еще не стабилизировалась, а ванна не набрала определенную температуру. При возвращении через место зажигания (положение 3) следует сделать короткую задержку для проплавления начала сварки, и только после стабильного зажигания дуги и разогрева ванны, не допуская затекания шлака в зазор, необходимо перейти центром электрода в зазор (в положение 4). В точке 4 обязательно сделать задержку. Дуга короткая, горит в основном с обратной стороны разделки, оплавляя застывший шлак с обратной стороны и металлическую перемычку, что позволяет сформировать обратный валик без «ямочек» на месте стыковки электродов. Как только дуга начнет в основном гореть с лицевой стороны и жидкий металл выйдет на лицевую сторону разделки, необходим спуститься электродом по одной из кромок (или по центру шва, в зависимости от расположения шлака) и, сгоняя дугой жидкий шлак, пройти по предыдущему проходу.
При корневом валике малого сечения (сварка «лестницей») после первого прохода по краю кратера необходимо (не допуская зашлаковки в зазоре) сразу перемещать электрод в точку 4 (в зазор).
Другие виды сварки
Важнейшим элементом любой металлоконструкции является сварной шов. В связи с этим техника сварки вертикальных швов, а также других вариантов соединения будет крайне полезна новичкам.
Существует большое количество методов, применяемых для формирования надежных стыков в случае различного расположения деталей относительно друг друга. Также разработаны специальные техники движения электродов, например, елочкой, лодочкой и т.д.
К наиболее простым видам сварки относится работа в горизонтальном положении. Однако существуют и более сложные виды швов.
Стыковые
Проще всего осуществлять данный тип соединения не на вертикальной плоскости, а на горизонтальной.
Чертеж сварочных швов.
Выполнять сварочный процесс можно несколькими способами:
- в пространстве;
- на съемной медной подкладке;
- с предварительным швом.
В первом случае самым трудным является проваривание корня по всему изделию. Упростить задачу может применение медной подкладки. Благодаря высокой теплопроводности она предотвратит оплавление поверхности под деталями в результате контакта с расплавленным материалом. Ее можно легко удалить после окончания работ.
Сварные многослойные
Данная технология предусматривает проведение нескольких проходов. Перед каждым проходом предыдущий слой очищается и остывает. В связи с этим подобный способ соединения существенно отличается от других.
Слои варятся с использованием электродов разного диаметра. Нижний свариваем стержнями в 3-4 миллиметра в диаметре, а последующие – 5-6 миллиметров. Самый верхний слой является выпуклым, кроме того он выполняет термообработку нижних слоев.
https://www.youtube.com/watch?v=yEz_cweZtyQ
Кольцевые
Используется в стыковке труб и различных деталей запорной арматуры. Представляет собой смешанные виды дуговой сварки.
Вначале электросваркой делается вертикальный шов сбоку трубы, затем по окружности формируется горизонтальный. Таким же образом осуществляется сварка пластин, расположенных на потолке.
Особенности техники подготовки к кольцевой сварке следующие:
- изделие тщательно очищается;
- деформированные участки обрезаются и выравниваются;
- кромки зачищаются до блеска.
Обработка стыков во время сварочного процесса осуществляется постоянно, а повороты провариваются в несколько проходов. Каждое последующее соединение наносится только после очистки предыдущего от шлака.
В случае обнаружения трещин их удаляют, а образованный фрагмент заново заваривают.
Потолочные
Характеристики разных видов сварных соединений.
Каждый неопытный сварщик окажется в замешательстве, столкнувшись с необходимостью сварить потолочный шов электросваркой. Данный тип соединения можно смело назвать сложнейшим сварочным швом. Следует отметить, что потолочная сварка вызывает массу проблем, связанных с неудобным положением мастера при работе.
Капли раскаленного металла так и норовят сорваться и упасть вниз, что еще больше осложняет процесс работы. Сам же расплавленный метал удерживается в ванне за счет действия силы поверхностного натяжения.
Сварка потолочного шва предполагает расположение электрода по нормали к поверхности изделия. При этом стержень осуществляет круговые движения. Таким образом удается расширить соединение.
Дуга должна быть короткой, чтобы исключить подрезы. Варить потолочный шов необходимо по следующей методике – металл должен затвердеть с наибольшей скоростью. Подобного эффекта удается достичь при использовании электродов с покрытием, у которого высокая температура плавления.
Помимо круговых следует также совершать вертикальные движения. Отдаление электрода от ванны приведет к гашению дуги. В результате металл начнет остывать и ванна уменьшится.
Таким образом, помимо стандартных дефектов формируемых при сварке, сварка потолочных швов характеризуется еще одной неприятной особенностью, избавиться от которой невозможно. Осуществляя подобное соединение необходимо заранее понимать то, что оно будет ослабленным и менее надежным, чем любое другое.
В связи с вышесказанным, в промышленном производстве подобные стыки практически полностью отсутствуют.
Изумительной красоты хрустальная жеода, которую легко соорудить из простого стекла и цемента
Технология вертикальной сварки
Вертикальная плоскость предусматривает применение разных способов (в зависимости от типа соединяемых металлов, наличия соответствующих навыков).
Варка электродом
Создаваемые подобным способом швы имеют разные виды.
При сварке электродом применяют следующие способы формирования шва:
- стыковой;
- внахлест;
- тавровый;
- угловой.
Для поддержания устойчивой дуги края деталей очищают от загрязнений. Угловой шов сваривают, правильно подбирая толщину стержня. Она должна быть меньшей, чем ширина обрабатываемой области.
Для исключения образования подтеков электрод ведут, двигаясь в разные стороны.
Использование полуавтомата
При использовании инверторного сварочного аппарата учитывают следующие моменты:
- Способ предварительной обработки деталей выбирают в соответствии с типом предстоящих работ. При этом определяют толщину металла и его обрабатываемость.
- Дуга должна быть короткой, сила тока — средней.
- Обработанный специальным составом стержень размещают под наклоном 80º против свариваемых изделий.
- Создавая вертикальный шов, стержнем водят по всей ширине сварочной ванны.
Качественное сварное соединение получают при отрыве дуги. Этот способ следует использовать новичкам, т.к. он прост и удобен. В период отрыва металл остывает, вероятность образования подтеков снижается. Однако это негативно влияет на производительность.
В процессе сварки важно соблюдать следующие условия:
- Ставить наконечник на полочку кратера.
- Рабочую часть сдвигать из стороны в сторону, охватывая всю обрабатываемую область. Можно использовать принцип петель или короткого валика.
- Снизить показатель силы тока на 5 А от среднего значения, что позволит задать иную форму и другие параметры шва.
Основные показатели выбирают экспериментальным способом. Поэтому качество соединения зависит от того, знает ли работник, как правильно варить вертикальный шов (электросварка помогает сформировать любые соединения).
Инструкция для начинающих
Работа с инвертором для начинающих требует облачения в следующие элементы защитной экипировки:
- рабочий костюм, перчатки, ботинки из огнеупорных материалов;
- головной убор, закрывающий затылок;
- маску сварщика, защищающую глаза и лицо.
Чтобы соединить металлы, применяют исправное ручное или полуавтоматическое оборудование. Электрические компоненты должны быть изолированы прочным корпусом от остальных деталей. Не допускается использование кабелей с поврежденной оплеткой, не соответствующих техническим характеристикам аппарата. Рабочее место сварщика снабжают всем необходимым: специальным столом, заземляющей шиной, осветительным прибором, средствами противопожарной защиты.
Принципы сварки горизонтального шва
В этом случае рабочий наконечник ведут как справа-налево, так и в обратном направлении.
При сварке горизонтальных швов на вертикальной поверхности ванна смещается вниз, поэтому требуется достаточно большой угол наклона электрода. Значение устанавливают с учетом скорости движения стержня, силы тока, что препятствует смещению сварочной ванны. Если металл образует наплывы в нижней части, скорость движения повышают, нагревая материал в меньшей степени.
Другой способ — сварка с отрывом дуги (дуговая сварка). В периоды передышки можно незначительно снизить силу тока: металл, остывая, прекратит стекать. Перечисленные способы применяют попеременно.
Рекомендации для сварщиков
При формировании швов в вертикальном и горизонтальном положениях специалист не должен допускать отрыва расплава от обрабатываемой области.
Это возможно, если соблюдать рекомендации, зависящие от техники сварки:
- Снизу вверх. Электрод ведут от нижней точки к верхней. Таким способом удается получить наиболее качественное соединение. Для образования шва достаточной ширины используют разные варианты движения стержня, например «елочкой». На первом этапе стыки прихватывают в нескольких местах, исключающих смещение свариваемых заготовок. Угол наклона стержня удерживают в пределах 45-90°. Электрод двигают со средней скоростью. Допускаются зигзагообразные движения.
- Сверху вниз. Такой метод подойдет опытному сварщику. Стержень выставляют под прямым углом. При расплавлении наклон меняют на 15-20º. В таком случае применяют другие варианты движения — прямоугольными, пилообразными или волнообразными зигзагами.
Метод сверху вниз также считается правильным, но сложным. Он позволяет получить наиболее качественные стыки.
Выбор сварочного аппарата
Сварочные аппараты бывают трех типов. Какой из них выбрать, это зависит от метода сварки и обрабатываемого материала. Виды устройств:
- Понижающие сварочные трансформаторы. Это надежное устройство, которое применяют для сварки углеродистой стали. Качество шва — среднее.
- Сварочные выпрямители. Подходят для углеродистого и алюминиевого материала, а также для нержавейки. Качество шва — высокое.
- Сварочные инверторы. Универсальное устройство, которое подходит для любого материала.
Нельзя при сварке труб отопления электросваркой использовать испорченное оборудование. Поэтому перед началом работ аппаратуру тщательно проверяют.
Как защитить колодец от загрязнения
Приварка пластины к трубе горизонтального положения (рис. 78)
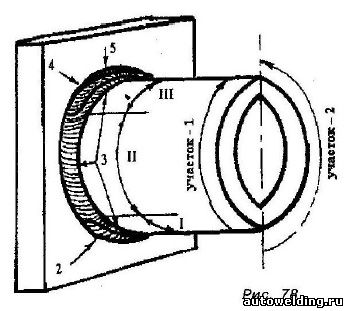
Труба делится вертикальной осевой на два участка, каждый участок на три положения (зоны):
I — потолочное
II — вертикальное
III — нижнее
Сварка каждого участка выполняется с потолочного положения. Первый корневой валик начинается с другого участка на расстоянии 10-20 мм от вертикальной осевой электродом диаметром 3 мм на максимальном токе короткой дугой «углом назад». До вертикальной осевой сварка ведется на спуск. За вертикальной осевой — на подъем, сварку производить «углом вперед» до положения (зоны) III. Постепенно выравнивая угол наклона электрода до 90° по шву, перейти на сварку «углом назад» и закончить валик за вертикальной осевой на 10-20 мм. Корневой валик второго участка начинается с потолочного положения также с другого участка за 10-20 мм за вертикальной осевой и выполняется с той же техникой, что и первый участок.
Весь корневой валик выполняется на одном сварочном токе, небольшого сечения, «нормальной» формы, добиваясь проплавления в угловом соединении. Второй слой выполняется электродом диаметром 3 мм или 4 мм в зависимости от толщины металла диаметра трубы и заданного катета, на сварочном токе среднего для электрода диаметром 4 мм или максимального для электрода диаметром 3 мм диапазона. Потолочное положение выполняется узкими валиками шириной 1-1,5 диаметра электрода с покрытием. Второй валик формировать на пластине и первом корневом валике до положения (вертикального), когда на выбранном сварочном токе трудно сформировать узкий валик. Третий валик — между вершиной второго и трубой, отступив от начала второго на 5-10 мм. Дойдя до окончания второго валика, переплавить его кратер и вертикальное положение (зона II) выполнить одним валиком по всей ширине шва, сохраняя равномерное положение металла шва на обе поверхности.
Сварка по всей ширине вертикального положения позволяет выполнять валик на том же сварочном токе, что и в потолочном положении. Манипулирование электродом — как при вертикальной сварке, только со смещением влево на подъеме с потолочного положения до горизонтальной осевой и со смещением вправо за горизонтальной осевой при подходе к нижнему положению.
Такое манипулирование необходимо для того, чтобы поддерживать жидкую ванну в горизонтальном положении, что способствует формированию шва правильной формы.
Сварку в один проход производить до тех пор, пока не возникнут трудности сформировать по всей ширине (катету) валик на вертикальную и нижнюю поверхности. В этом случае, не обрывая дуги, перейти в два (три) валика, как и в потолочном положении, только первый валик выполнить на трубе как угловой в нижнем положении и закончить его за вертикальной осевой на 10-20 мм другого участка, сохраняя размер (катет) валика на трубе.
Четвертый валик начать чуть ниже на 5 мм от момента перехода с одно го прохода на два и выполнить его, соединив вершину первого с пластиной, закончив в зените или на 5-10 мм (не более) за вертикальной осевой Как правило, такой валик, во избежание зашлаковки и для сохранения формы и размера шва на вертикальной плоскости (пластине), приходите выполнять, манипулируя электродом как бы в вертикальном положении, только со смещением вправо и заходом вперед по первому валику, поддерживая жидкую ванну в горизонтальном положении. В самом зените нижнего положения (короткий участок на пластине) бывает сложно набрать вторым валиком заданный катет. После заварки второго участка по той же технике сварки, проложить дополнительный валик на пластину (пятый в нижнем положении), если необходимо набрать определенный катет шва.
Рекомендуется дополнительный валик, пятый, выполнить электродом 3 мм, подобрав сварочный ток как для горизонтального шва на вертикальной плоскости. Последующие и лицевые слои, если заложен большой катет, выполнить по рекомендуемой технике сварки второго слоя. Сварка всех видов валиков выполняется короткой дугой.
Как резать плитку ручным плиткорезом или болгаркой: ровно и без сколов
Особенности потолочного шва
Сварка потолочных швов возможна лишь при условии максимально быстрого затвердевания металла по завершении его расплавления. Это же требование предъявляется и к уже рассмотренному ранее вертикальному свариванию.
Для быстрого затвердевания металла необходимо применять электроды со специальным тугоплавким покрытием, а при сварке сочетать их круговые движения с вертикальными перемещениями.
К этому виду сварочных процедур следует прибегать только в крайнем случае, при невозможности сваривать детали в более удобной позиции.
Потолочный вид сварки характеризуется тем, что даже при незначительном отдалении электрода от ванны дуга мгновенно гасится, так как энергия к ней перестает поступать.
Вследствие этого металл остывает и сварочная ванна уменьшается в своих размерах, что может привести к короткому замыканию. Кроме того, сложность угловых работ в этом случае состоит в том, что прогрев зоны сварки осуществляется снизу.
В таком положении пузырьки расплавленного металла, поднимаясь из сварочной ванны, проникают в корень шва и заметно ослабляют его.
Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
- Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр — от ширины сварного шва.
- Газовая. Источником тепла при газовой сварке выступает горелка. Из нее действием сильного давления выходит пламя, которое образовалось при горении смеси, состоящей из горючего газа типа ацетилена и кислорода.
- Полуавтоматическая. Используется механический прибор — полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
- Автоматическая. В отличие от полуавтоматики весь процесс проводится сварочным аппаратом. Необходима только настройка автомата для конкретной операции.
- TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Видео: как запустить заклинивший мотор-компрессор холодильника
Рейтинг 7 лучших уличных IP-камер
Видео
Возможные дефекты и их устранение
Плохой сварочный шов чаще всего получается у неопытных новичков и получается это из-за того, что движение сварочного электрода было неравномерным, либо сварщик изначально неверно выбрал величину и силу тока на сварочном аппарате. При получении брака в работе некоторые дефекты устранить невозможно, но в некритичных случаях ситуацию поправить можно. В любом случае после проведения сварочных работ необходимо осуществить контроль качества шва.

Наиболее часто встречающимися дефектами могут быть следующие нарушения качества швов.
Наличие непроваренных участков. Выражается это в том, что стык двух соединяемых деталей недостаточно плотно заполнен расплавленным металлом, что влияет на прочность соединения, делая его ненадежным. Причинами такого дефекта бывает недостаточной силы ток и слишком быстрое перемещение сварочного электрода по рабочей поверхности. Если увеличить ток и убавить длину дуги, то стык будет заполняться плотно.




Иногда в сварочном соединении могут наблюдаться трещины, проявляющиеся после того, как расплавленный металл застынет. Трещины располагаются в долевом или поперечном направлении относительно плоскости шва. Такой шов не выдержит нагрузок и разрушится.


Далее смотрите видео о том, как научиться варить красивые швы.
Разновидности электродов
Электрод — тонкий металлический стержень, который покрыт специальным составом. Он защищает металл от возникновения коррозийного налета и от него зависит, каким получится сварочный шов. Чтобы разобраться, какими электродами варить трубы, нужно рассмотреть свойства каждого из них. Главные параметры, по которым классифицируют электроды — это вид покрытия и тип сердцевины. Изделия бывают с плавящей и неплавящей сердцевиной.
- Для изготовления плавящей сердцевины используют сварочную проволоку с разным диаметром, который подбирают в зависимости от вида работ.
- Для изготовления неплавящей сердцевины используют вольфарм, графит или электротехнический уголь.
Электроды покрывают целлюлозным, рутиловым, рутилово-кислотным или рутилово-целлюлозным покрытием.
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ — диаметр электрода.
Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов — «замковое» соединение — зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.
Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки — на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак — остыть. | |
|
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. |
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.

Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.

Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы «Т».
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки «лодочкой» делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Что это такое?
Под сварочным швом понимают место соединения двух кромок металлических заготовок, которое выполнено за счет расплавления металла под действием электродуги сварочного электрода. Сварочные швы по типу и конфигурации в определенных условиях сварки могут быть самыми разными: их выбор зависит от состава соединяемых металлов, толщины материала, мощности сварочного оборудования, формы свариваемых деталей и так далее.
Если рассматривать любой сварочный шов послойно, то можно увидеть, что он состоит из четко разграниченных между собой областей.
Слой наплавления металла. Внешне выглядит литым единым компонентом, который начинает свое формирование с того момента, как начали расплавляться сварочный электрод и стыки соединяемых заготовок. Частицы, составляющие область наплавления, очень мелкие, они плотно спаяны между собой и обладают высокой степенью твердости. При неправильном выполнении сварки область наплавления металла может содержать дефекты, которые получаются под воздействием кислорода, шлаковых соединений металла, кусочков флюса и других факторов.
При анализе слоев шва становиться понятно, что он не является однородной гомогенной структурой, а его составные части определяют надежность и прочность сварного соединения.