Как правильно варить сваркой
Содержание:
- Особенности процесса варки потолочного шва
- Рейтинг 7 лучших уличных IP-камер
- Лицевой слой
- Виды декоративных текстур
- Видео
- Включения
- Конвертер валют
- Пошаговая инструкция по монтажу
- Технология
- Выбор материала и его обработка
- Требования государственного стандарта
- Какой размер конструкции выбрать
- Зачистка сварных швов
- Методы сварки
- Правила безопасности
- Видео
- Подготовка
- См. также
- Что это такое?
- Роза из металла
- Динамика стоимости 4 Реалов в Долларах
- Инструменты и схемы
- Выбор и монтаж дымохода для твердотопливного котла
- Дефекты сварных швов
- Виды угловых швов (положения сварки)
- Выводы и полезное видео по теме
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
Рейтинг 7 лучших уличных IP-камер
Лицевой слой
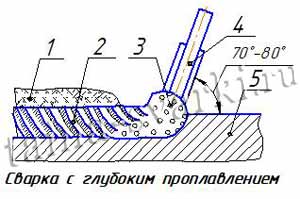
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Как варить потолочный шов
Выбираем потолочный карниз
Как обрезать потолочный плинтус
Как повесить шторы на потолочный карниз
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Виды декоративных текстур
Понятно, что в промышленном производстве фактурные потолки выпускают только с упорядоченными, повторяющимися текстурами. Ранее фактуры для натяжного декора были представлены в основном замшевой разновидностью сатина. Сегодня среди новинок можно отыскать более интересные решения:
- Пленки с фактурой природного камня;
- Имитация натуральных тканей;
- Фактурные полотна с оптическими эффектами.
Замш отлично смотрелся в качестве потолочной отделки для специфически оформленных интерьеров. Например, вставка натяжного потолка красного или бордового цвета самым удачным образом сочеталась с тяжелыми золочеными светильниками и меблировкой в стиле XVII века.
Потолок для интерьера в стиле барокко
Декоративный потолок под фактуру камня
Имитация мрамора давно используется в отделке стен и полов помещений. С недавних пор производители стали активно предлагать натяжные полотна с текстурой мрамора, малахита и мраморовидного кальцита.
Мраморная текстура
Смотрится фактурный потолок под мрамор достаточно выразительно. В некоторых случаях характерную слоистую текстуру окрашивают в необычные цвета, например, «красного золота» или гипсового кальцита.
Красный мрамор
Малахитовые фактурные полотна выглядят более консервативно, для того чтобы удачно вписать текстурированный натяжной материал в интерьер квартиры, потребуется серьезно поработать с цветом обоев и фактурой напольного покрытия.
Имитация натуральной ткани
Обычно для декорирования потолка используют имитации натурального шелка. Красивая переливающаяся поверхность хорошо вписывается в дизайн комнат, оформленных в восточном стиле.
Тканевая текстура
Кроме чистого шелка, для потолка могут применяться ткани с нанесенным рисунками и узорами, имитирующие аппликацию и ручную вышивку.
Новый подход к формированию текстурированной поверхности
Для того чтобы получить объемный фактурный эффект, не обязательно даже наносить определенный микрорельеф. Тот же результат можно получить, умело используя игру теней.
Например, на приведенном ниже фото потолок кажется покрытым рельефными зигзагообразными полосками. Хотя на самом деле это всего лишь умелое использование иллюзии, возникающей при сочетании черных и белых цветов.
Оптитеческая иллюзия фактурного потолка
Видео
Если вы хотите получить больше полезной информации о способах подключения стиральной машины, рекомендуем посмотреть следующее видео.
Об авторе:
Окончила технический университет, работает в сфере создания сайтов. Романтик, мечтатель, жизнелюб. Непреодолимую тягу к творчеству реализует в написании стихов, песен и познавательных статей.
Нашли ошибку? Выделите её и нажмите кнопки:
Ctrl + Enter
Интересно!
Существуют самые разные шарики, которые используются в стиральной машине. Антистатические не дадут ткани прилипать к телу после стирки, шарики со специальными петельками «причешут» ворсинки и предотвратят появление катышков, а силиконовые с пупырышками не дадут сваляться пуху при стирке верхней одежды.
Включения
Посторонними включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, инородным металлом.
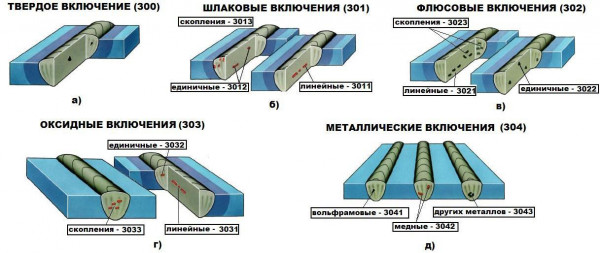
При попадании в сварочный шов частиц шлака образуется дефект, называемый шлаковыми включениями. Сварочный шов шлакуется при недостаточно хорошей зачистке кромок и сварочной проволоки от загрязнений и оксидов. К другим причинам, почему шлакуется сварочный шов, относятся: сварка длинной дугой, маленькое значение тока, слишком большая скорость процесса сварки. Если осуществляется многопроходный шов, то шлаки могут попадать внутрь при отсутствии зачистки предыдущих слоев.
Шлаковые сечения уменьшают площадь поперечного сечения шва, что приводит к уменьшению прочности.
Флюсовые включения возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Чтобы предотвратить эту ситуацию, необходимо использовать флюс высокого качества и предотвратить непреднамеренное попадание его в сварочную ванну. Инородные тела могут попасть в сварочную ванну случайно.
Конвертер валют
Пошаговая инструкция по монтажу
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.

Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.

После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Выбор материала и его обработка
Требования государственного стандарта
Нормативный стандарт ФНП определяет основные требования, предъявляемые к сварочным работам. В нем дается пояснение, какие бывают сварочные швы, и описываются требования к каждому из них. В содержании документа находится обоснование, каким именно требованиям должны соответствовать разные виды сварных соединений и типы швов.
В нормативных документах также поясняются обозначения, которые имеют все сварные соединения и виды сварки. В них необходимо разбираться всем исполнителям. Соблюдение этих требований является гарантией того, что швы сварных соединений получатся крепкими и надежными.
Какой размер конструкции выбрать
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Методы сварки
Наиболее распространенным методом является ручная дуговая сварка. Она применима практически ко всем типам соединений сварных швов. При соприкосновении электрода с основным металлом образуется электрическая дуга, которую необходимо поддерживать во время всего сварочного процесса.
Сколько будет выдерживать сварной шов, зависит, в частности, от правильно выбранного электрода. В продаже имеется большое разнообразие электродов различных диаметров и покрытий. Для ответственных конструкций следует приобретать хотя и более дорогой, но надежный инструмент. Виды швов, выполненные дуговой сваркой, практически не имеют ограничений. В зависимости от электродов таким способом можно сваривать изделия из различных металлов, в том числе высоколегированную сталь. Наиболее частое применение дуговая сварка находит при соединении изделий из конструкционной стали небольшой толщины.
Имеются разные типы покрытий электродов, каждое из которых решает свою задачу. Широко применяются электроды с основным и рутиловым покрытиями. Целлюлозная обмазка используется при сварке постоянным током. Достоинством кислого покрытия является нетрудный поджиг и сведенное к минимуму разбрызгивание горячего металла.
Выбор диаметра электродов зависит от толщины деталей, подлежащих сварке.

Одним из важных обстоятельств при дуговой сварке является правильный выбор тока, а также установка нужного расстояния между концом электрода и металлической поверхностью.
К прогрессивным методам относится получение сварочных швов полуавтоматом. Производительность проведения работ при таком способе является высокой. Источники питания для полуавтоматов — инверторы или выпрямители. Стоимость инверторов выше, но их применение более предпочтительно.
Вместо электродов при сварке полуавтоматом используется проволока нужного диаметра. Она подается автоматически с помощью специального устройства на место проведения работ. Через сварочный рукав кроме проволоки осуществляется подача газа и охлаждающей жидкости.
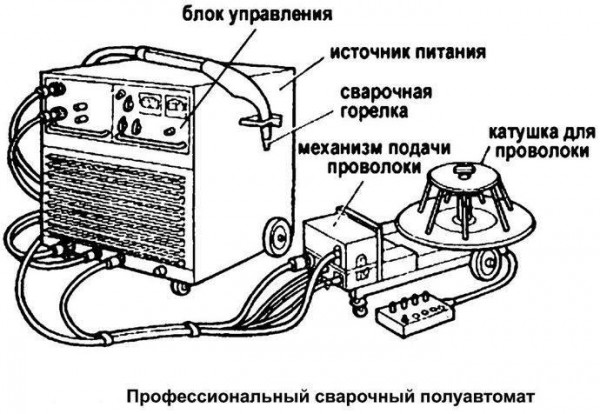
Проволока наматывается на катушки различных диаметров. Натяжение проволоки можно регулировать вручную. Диаметр проволоки выбирают в зависимости от толщины деталей. Деформации шва при таком способе являются незначительными, а сами сварочные швы — качественными. Такой способ удобно применять для всех основных видов сварных соединений.
Правила безопасности
От неосторожности во время сварочных работ пострадало много сварщиков. Соблюдать технику безопасности настоятельно рекомендуется, иначе можно получить травмы
Чтобы сделать художественную сварку своими руками надо знать правила безопасности:
-
Проверить исправность оборудования. Не пропускает ли газ через вентили.
-
Посмотреть, сильно ли затянуты хомуты на шлангах.
-
Очистить сварочные очки от пыли. Дырки в рукавицах неприемлемы. Работать надо только в спецодежде.
-
Не прикасаться голыми руками к раскаленному металлу – ожог обеспечен.
-
Стараться удерживать голову немного в стороне от вредных испарений, исходящих от железа.
Пользоваться электродуговой сваркой в мокрой одежде нельзя, произойдет поражение током. Используют маску со светофильтром С4.

Посторонние и легко воспламеняющие материалы убрать с рабочего места
Шлифуют осторожно, не подсовывая под круг пальцы. Обязательно надевают прозрачные очки, чтобы в глаз не попала искра
Видео
Подготовка
Значительным по своей важности моментом, как сделать красивый шов при сварке, является правильное проведение подготовительных работ. Поскольку процесс сопровождается появление огня, необходимо вдумчиво подготовить рабочее место сварщика, выполняющего работу
Обеспечить его защитной одеждой и маской. Около места проведения работ не должны находиться легковоспламеняющиеся предметы и материалы.
Свариваемое изделие необходимо очистить от загрязнений, пыли, остатков на его поверхности пятен краски, жира и масла. Кроме механического воздействия допустимо применение растворителей или спирта.
Если используется сварочное оборудование, то следует предварительно проверить его работоспособность. Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
См. также
Что это такое?
Под сварочным швом понимают место соединения двух кромок металлических заготовок, которое выполнено за счет расплавления металла под действием электродуги сварочного электрода. Сварочные швы по типу и конфигурации в определенных условиях сварки могут быть самыми разными: их выбор зависит от состава соединяемых металлов, толщины материала, мощности сварочного оборудования, формы свариваемых деталей и так далее.
Если рассматривать любой сварочный шов послойно, то можно увидеть, что он состоит из четко разграниченных между собой областей.
Слой наплавления металла. Внешне выглядит литым единым компонентом, который начинает свое формирование с того момента, как начали расплавляться сварочный электрод и стыки соединяемых заготовок. Частицы, составляющие область наплавления, очень мелкие, они плотно спаяны между собой и обладают высокой степенью твердости. При неправильном выполнении сварки область наплавления металла может содержать дефекты, которые получаются под воздействием кислорода, шлаковых соединений металла, кусочков флюса и других факторов.
При анализе слоев шва становиться понятно, что он не является однородной гомогенной структурой, а его составные части определяют надежность и прочность сварного соединения.
Роза из металла
Поделки из железа сваркой можно рассмотреть на примере изготовления розы. Первым делом из листа железа следует нарезать необходимое количество лепестков будущего цветка. Для этого используются ножницы по металлу. Чтобы роза выглядела красивой и пышной понадобится порядка тридцати лепестков разной величины. Края каждого лепестка загибаются вверх с помощью плоскогубцев и обрабатываются точильным камнем, чтобы убрать все неровности и заусенцы.

Для придания цветку достоверного вида из металла надо вырезать кусочки, которые будут символизировать шипы розы. Для формирования стебля понадобится стальная проволока диаметром шесть миллиметров, которую следует предварительно слегка изогнуть, как это бывает у настоящего стебля.
Все детали следует соединить между собой с помощью сварочного аппарата, прикладывая поочередно каждый лепесток к стеблю. Затем производится их зачистка. После того, как роза будет сформирована, следует приварить к ней шипы. Все сварные швы следует зачистить. Металлический цветок будет готов. Закончить можно окрашиванием специальной краской, предназначенной для металлических изделий.
Динамика стоимости 4 Реалов в Долларах
| Дата | День недели | Американский доллар | Изменения | Изменения % |
|---|---|---|---|---|
| Стоимость 4 Бразильских реалов в Американских долларах за неделю (7 дней) увеличилась на: +0,03 $ (ноль долларов три цента). | ||||
| 5 декабря 2020 г. | Суббота | 0,78 USD | -0,000714 USD | -0,09% |
| 4 декабря 2020 г. | Пятница | 0,78 USD | — | — |
| 3 декабря 2020 г. | Четверг | 0,78 USD | +0,01 USD | +1,26% |
| 2 декабря 2020 г. | Среда | 0,77 USD | -0,001693 USD | -0,22% |
| 1 декабря 2020 г. | Вторник | 0,77 USD | +0,02 USD | +2,37% |
| 30 ноября 2020 г. | Понедельник | 0,75 USD | +0,001745 USD | +0,23% |
| 29 ноября 2020 г. | Воскресенье | 0,75 USD | -0,000131 USD | -0,02% |
| 28 ноября 2020 г. | Суббота | 0,75 USD | — | — |
| Дата | День недели | Американский доллар | Изменения | Изменения % |
|---|---|---|---|---|
| Стоимость 4 Бразильских реалов в Американских долларах за месяц (30 дней) увеличилась на: +0,05 $ (ноль долларов пять центов). | ||||
| 5 декабря 2020 г. | Суббота | 0,78 USD | +0,05 USD | +6,66% |
| 5 ноября 2020 г. | Четверг | 0,72 USD | +0,02 USD | +2,46% |
| Дата | День недели | Американский доллар | Изменения | Изменения % |
|---|---|---|---|---|
| Стоимость 4 Бразильских реалов в Американских долларах за год (365 дней) уменьшилась на: -0,19 $ (ноль долларов девятнадцать центов). | ||||
| 5 декабря 2020 г. | Суббота | 0,78 USD | -0,19 USD | -24,52% |
| 6 декабря 2019 г. | Пятница | 0,97 USD | +0,01 USD | +1,07% |
Инструменты и схемы
Давайте узнаем, как украсить металлическую входную дверь. Если новичок желает заниматься этим ремеслом на постоянной основе, то инвентарь надо купить. Если вы просто хотите попробовать свои силы, то взять в аренду необходимые принадлежности можно у строительной фирмы. Оборудование для художественной сварки и чертежи:
-
ацетиленовые и кислородные баллоны, шланг, горелка и присадочная проволока;
-
очки со светофильтром С2;
-
брезентовые рукавицы;
-
без картонного трафарета художественная сварка не делается;
-
ручка, линейка, карандаш, ножницы, канцелярский нож;
-
напильник и болгарка с мелким кругом по шлифовке стальных поверхностей.
Вместо газовой сварки часто применяют РДС. Потребуется инвертор, электроды, маска, молоток для удаления шлака.

Выбор и монтаж дымохода для твердотопливного котла
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Виды угловых швов (положения сварки)
Соединения классифицируют по множеству признаков. В первую очередь, это способ установки заготовок. В зависимости от требований к прочности готовой конструкции шов делают одно- или двухсторонним.
Во втором случае шов получается надежным, дольше держит форму. При односторонней сварке конструкция может деформироваться.
Нижние
При работе таким способом одна деталь находится в горизонтальном положении, другая — в вертикальном. Шов формируется в прямом углу между поверхностями.
Если толщина заготовки не превышает 12 мм, разделка кромки не требуется, однако нижнюю часть установленного перпендикулярно листа срезают так, чтобы расстояние между краями было менее 2 мм. При работе с толстыми деталями делается V-образная разделка.
Пример углового шва.
Вертикальные и горизонтальные
При сваривании деталей, расположенных вертикально, расплав стекает вниз. Исключить образование капель помогает уменьшение длины дуги, для этого наконечник электрода приближают к обрабатываемой области.
Сварка шва имеет такие особенности:
Вертикальный сварочный шов и схема движения электрода.
- Металл подготавливают с учетом типа соединения и толщины заготовок. Детали закрепляют в нужном положении, накладывают короткие прихватки. Это препятствует смещению конструкции во время работы.
- Шов формируют как снизу-вверх, так и в обратном направлении. Первый способ считается более удобным. Под воздействием дуги сварочная ванна смещается вверх. Шов получается более качественным.
- Вести угловую сварку в вертикальной позиции можно с отрывом дуги. Во время перерыва расплав успевает остывать. При этом используют те же движения электрода, что при сварке без отрыва: в разные стороны, вкруговую или петлей.
- При сварке сверху вниз стержень устанавливают под прямым углом по отношению к поверхности заготовки. После возбуждения дуги прогревают деталь, отпускают наконечник и ведут сварку в этом положении. Способ не совсем удобен, поскольку требует постоянного контроля. Однако шов приобретает требуемые характеристики.
Горизонтальные соединения также можно формировать в разных направлениях. Метод выбирают с учетом предпочтений сварщика
Ванна также смещается вниз, поэтому угол наклона электрода увеличивают, принимая во внимание скорость сварки и силу тока.
При стекании расплава делают более быстрые движения, периодически отрывают дугу. За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно.
Горизонтальный сварочный шов.
Потолочные швы
Это самый сложный способ формирования соединений. Он требует наличия опыта, постоянного контроля обрабатываемой области. В процессе сварки электрод удерживают перпендикулярно потолку.
Длина дуги минимальная, скорость движения неизменная. Стержень ведут круговыми движениями, расширяющими область расплавления.
Сварка потолочных швов.
В лодочку
Угловые стыки нередко приходится проваривать с обеих сторон. Для правильного ведения процесса заготовки устанавливают так, чтобы их плоскости находились под одинаковым наклоном. Такой способ называется сваркой «в лодочку». Это упрощает выбор движений электрода, улучшает качество шва.
Сварка в лодочку.
Выводы и полезное видео по теме
Особенности сваривания труб:
Как правильно выбрать сварочный инвертор:
При желании любой домашний мастер сможет освоить азы сварки. Это не так уж и сложно. Потребуется терпение, аккуратность и, безусловно, точное исполнение всех инструкций. Все будет намного проще, если процесс освоения нового навыка будет проходить под руководством опытного специалиста.
У вас есть личный опыт соединения деталей с помощью электросварки? Хотите поделиться накопленными знаниями или задать вопросы по теме? Пожалуйста, оставляйте комментарии и участвуйте в обсуждениях – форма для отзывов расположена ниже.