Как варить тонкий металл
Содержание:
- Технология электросварки
- Полярность прямая и обратная: в чем разница
- О технических приемах формирования шва
- Освещение в большой кухне
- Работа аппаратом дуговой сварки
- Техника безопасности при сварке
- Процессы при сварке
- Работа с поворотными и неповоротными стыками
- Ремонт в праздничные дни
- Как сварить вкусные макароны?
- Полярность при сварке инвертором
- Современные идеи штор для кухни с балконом
- Как ухаживать за инвертором?
- Профилактика появления в доме непрошеных гостей
- Перечень материалов и инструментов
- Приобретение расходников
- Виды электросварки
- Дефекты сварных швов
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.
Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.
Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность

Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
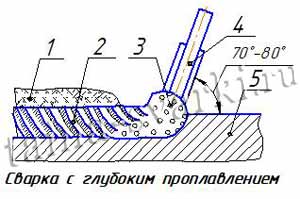
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
О технических приемах формирования шва
Перед тем, как самостоятельно научиться варить электросваркой, следует освоить различные сварочные техники соединения металлических деталей. Грамотное поддержание и перемещение электрической дуги — залог качественного шва. Если дуга чересчур длинная, то металл окисляется и насыщаться азотом, разбрызгиваться каплями, и формировать пористую структуру.
Шов внахлест
Сварочная дуга перемещается поступательно, вдоль оси электрода. Таким образом поддерживается нужная длина дуги, на которую влияет скорость плавления электрода. Длина электрода уменьшается постепенно, так же, как между ним и сварочной ванной увеличивается расстояние. Чтобы это предотвратить, электрод полагается двигать вдоль оси, соблюдая синхронность его укорачивания и движение в направлении сварочной ванны.
Потолочный шов
Диаметр электрода зависит от толщина свариваемого сеталла
Еще одна разновидность валика именуется ниточной. Такой валик формируется в процессе перемещения электрода по оси свариваемого шва. Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Про ширину валика можно сказать, что она обычно на 2-3 мм превышает диаметр электрода. Таким образом получается достаточно узкий сварочный шов. Его прочность недостаточно высока для создания крепкой конструкции. Как это исправить? Достаточно при движении электрода вдоль оси сварочного шва совершать дополнительное перемещение его — поперек оси.
Тавровый шов (с односторонней разделкой)
Поперечное смещение электрода в процессе работы дает возможность получить достаточную ширину шва. Это делается возвратно-поступательными колебаниями электрода, ширина которых определяется для каждого конкретного случая индивидуально. Здесь нужно принимать в расчет положение шва, его размер, форму разделки, особенности материалов, а также список требований, выдвигаемых к конструкции. Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Сварочный шов с опиранием электрода
Формируется при достаточно сложных, тройных движениях электрода. Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Освещение в большой кухне
Работа аппаратом дуговой сварки
Сварочные работы требуются всегда и везде, их востребованность постоянно высока, но при этом и требования к качеству работы нисколько не снижаются.
Технология ручной дуговой сварки.
Самым распространенным способом является ручной дуговой способ сварки, его еще называют сваркой штучными элементами.
Для того чтобы узнать все секреты варки, необходимо пройти специализированное обучение или как минимум ознакомиться со специальной литературой. Если вы решились освоить данную область умений, то требуется выработать четкие и безотказные реакции и алгоритмы навыков. Это необходимо, прежде всего, для вашей собственной же безопасности, и лишь во вторую очередь для качества работы.
Начинаем приобщение с изучения техники безопасности. Для сварщика она начинается с соответствующего снаряжения — специальная роба (сюда входит куртка и штаны из плотной ткани, способной защитить от попадания на кожу искр и капель раскаленного металла) и защитная маска сварщика с затемнением не меньше чем в 10 единиц, которая надежно защищает глаза от воздействия мощного ультрафиолетового излучения электрической дуги.
Для сварочных работ потребуются клеммы заземления.
Для проведения сварочных работ понадобится следующее оборудование: сварочный инвертор, клеммы заземления, электродный держатель, сами электроды нужного типа и те металлические элементы, которые нуждаются в соединении.
Теперь переходим собственно к самой сварке. В оборудование, необходимое для варки металла, входят зажимы с проводом, которые нужны для обеспечения заземления свариваемого металла, этот зажим попросту цепляют к обрабатываемой детали.
Сварочный инвертор должен быть установлен на тот режим подачи электротока, который подходит к имеющейся разновидности электрода. Выбор электрода — очень важный момент, всегда старайтесь выбирать специализированные модели. Для каждого металла, вида поверхности, типа работ и их объема имеются свои особые электроды, и замена их на первые попавшиеся в лучшем случае затруднит вам работу, а в худшем — полностью испортит заготовки.
Те части металлических деталей, которые требуется соединить, необходимо зачистить щеткой по металлу или шлифовальным диском.
Саму соединяемую деталь необходимо надежно зафиксировать, лучше всего в специальных тисках.
Техника сварки электродом.
Начинаем главный процесс
Проведите осторожно по металлической поверхности электродом, касание легкое и недолгое. Если инвертор настроен правильно и все подсоединено в должном порядке, то появится целый фонтан искр
После этого переходите к сварке. Поднесите инструмент к точке сваривания, добейтесь касанием появления искр и отодвиньте электрод на 3 мм, между кончиком электрода и деталью должна появиться электродуга, которую ни с чем не спутаешь. Ваша задача — не дать погаснуть этому маленькому солнцу, а для этого необходимо соблюдать указанную дистанцию, малейшее отклонение приведет к потере электрической дуги. Медленно ведите дугу по линии необходимого соединения металлических деталей, на месте стыка должен образоваться аккуратный шов из раскаленного металла.
Тренировки проводите на ненужных металлических деталях, используя различный металлолом. И только уверившись в своих силах, можно переходить на настоящие элементы и конструкции, которые необходимо сварить.
Все довольно просто, и любой желающий может выполнить все эти действия довольно легко, а опыт — дело наживное.
Техника безопасности при сварке
Пренебрежение правилами личной безопасности влечёт за собой самые неприятные, а порой и трагичные, последствия. Основные правила техники безопасности гласят:
- Используя сварочное оборудование необходимо следить за надёжной изоляцией проводов, осуществляющих питание прибора и непосредственно электрической дуги. Неукоснительно должны выполняться требования завода-изготовителя оборудования по заземлению корпуса агрегата, аппаратного шкафа и т.д.
- Работы должны производиться в целой спецодежде, обуви и огнеупорных перчатках. В помещениях где производится сварка должны применяться резиновые коврики и галоши. Пространство должно хорошо освещаться.
- Сварочное оборудование, в частности электрододержатель, должно соответствовать нормам надёжной изоляции, исключающие прямой контакт с кожей сварщика. Электрододержатель считается качественным, если выдерживает 8000 и более зажимов электродов.
- Для обеспечения безопасности рекомендуется применение автоматических выключателей.
Таковы некоторые из положений ГОСТа, регламентирующего работы сварщика. Конечно, в домашних условиях никто не будет контролировать выполнение вышеизложенных положений. Однако их необходимо знать и помнить, что писаны они не ради красного словца, а на горьком опыте пострадавших.
Сварочные работы стоят на втором месте по опасности после шахтёрского труда. Даже в домашнем хозяйстве, где к сварке прибегают время от времени, нельзя забывать о потенциальной опасности при работе с электрическим током и расплавленным металлом. Для поддержания безопасности следует использовать защитную маску только заводского изготовления, специальную негорючую одежду, обувь и перчатки. На рабочей площадке вседа должны быть средства пожаротушения — вода, песок и огнетушитель. Не стоит подвергать опасности себя и собственный дом, пренебрегая простыми правилами безопасности. Аптечку желательно укомплектовать противоожоговыми препаратами.
Процессы при сварке
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей. В результате образуется сварочный шов;
- правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну). В результате ухудшается видимость места плавки.
При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
Работа с поворотными и неповоротными стыками
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.

В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Ремонт в праздничные дни
Стоит вспомнить про форс-мажорные обстоятельства. К примеру, в Законе «О тишине» для Москвы указано, что его действие не распространяется на ликвидацию аварий, предотвращение нанесения ущерба и т. д. Проще говоря, если в результате бездействия вред будет большим, чем просто шум – работать можно.
Вот лишь самые распространённые ситуации:
- Ликвидация чрезвычайного происшествия (прорвало трубопровод, канализацию, отопительную систему).
- Восстановление инженерных сетей (в том числе воздуховодов, электроснабжения).
- Аварийные работы, связанные с укреплением зданий и сооружений.
К экстренным работам можно отнести и замену замков, входных дверей, оконных рам и стеклопакетов, радиаторов. Вместе с тем, наличие уважительных причин для шума не лишает права административный орган составить протокол.
Если возникла необходимость провести работы в выходной день, лучше всего договориться с соседями заранее, во избежание конфликтов. Обговорите время удобное не только для вас, но и для них.
Как сварить вкусные макароны?
В этом вопросе стоит прислушаться к итальянцам – ценителям этого продукта и искусным умельцам его приготовления. Соблюдать стоит такие советы:
- Формулой вкусного, правильно приготовленного блюда они считают 1 л:100 г:10 г. Это значит, что на 100 г сырья нужно использовать 1 л воды и порядка 10 г соли;
- Обязательно следуйте рекомендациям, касающимся времени варки, которое указано на упаковке. Например, говоря о том, как варить макароны твердых сортов, достаточно 5-7 мин., чтобы довести их до готовности. Но, если они изготовлены из муки мягких сортов, достаточно 4-6 мин., а иначе продукт превратится в кашу;
- От употребления последних знающие толк в макаронных изделиях итальянцы рекомендуют и вовсе отказаться;
- Когда паста отправлена в кипящую жидкость, кастрюлю, в которой она варится, следует накрыть крышкой. Необходимо это для того, чтобы как можно быстрее восстановить кипение воды, которое приостанавливается при закладывании в нее основного ингредиента. Огонь при этом нужно сделать максимальным. После повторного вскипания огонь уменьшается до среднего, а крышка снимается;
- Еще один совет, касающийся того, как правильно сварить макаронные изделия, гласит, что промывать их вовсе не обязательно, особенно если вы используете качественный продукт. Достаточно дать излишней влаге стечь, используя дуршлаг. Но, если вы планируете добавить в блюдо какой-либо соус, небольшое количество жидкости следует оставить, чтобы оно как следует пропиталось добавкой и равномерно с ней соединилось.
Полярность при сварке инвертором
Плавление металла обуславливается воздействием на него высокой температуры сварочной дуги, которая возникает в результате присоединения противоположных клемм инвертора к металлической пластине и к сварному стержню. В зависимости от порядка подключения клемм сварочного инвертора, различают прямую и обратную полярность.
Порядок подключения клемм при прямой и обратной полярности
Полярность– это задание направления движения электронов
И прямая, и обратная полярность применяется при сварке инвертором, поэтому начинающему сварщику важно знать отличия этих видов подключений
Прямая полярность – это полярность, возникающая после подсоединения электрода к клемме «минус», а металлопластины — к клемме «плюс». При таком подключении движение тока идёт от электрода к металлу, в результате чего металл прогревается более интенсивно, и зона расплавления становится резко ограниченной и глубокой. Прямая полярность подключения сварочного инвертора выбирается при сварке толстостенных элементов и при инверторной резке.
Обратная полярность характеризуется подключением «минуса» к металлической пластине, а «плюса» — к электроду. Зона сплавления при таком подключении более широкая и имеет малую глубину. Направление тока направлено от металлической заготовки к электроду, в результате чего происходит более сильный нагрев электрода. Такой порядок уменьшает риск возникновения прожога и применяется при сваривании тонкостенных металлических изделий.
Современные идеи штор для кухни с балконом
Цель занавесок
Шторы делают интерьер кухни с балконной дверью лучше на порядок потому, что скрывают:
- Большой белый уродливый стеклопакет, который чаще всего поцарапан и вымазан ещё во время ремонта.
- Стрёмный пластиковый подоконник.
- Радиатор отопления, который тоже не произведение искусства. Особенно если подводка внешняя.
- Захламление или просто более дешёвую отделку балкона.
Да, это главная функция занавесок.
Вы не спите на кухне и солнце утром вас там не разбудит. Телек там тоже не смотрите и на бликующие экраны пофиг. От лишних взглядов спасает сам балкон.
Конечно, если у вас всё изначально выглядит так, то вопросов нет:
Но что-то мне подсказывает, что в реальности скорее так:
Я не консерватор и люблю короткие шторы, тем более что для маленьких кухонь они практичнее т.к. можно задействовать подоконник.
Почитайте мою статью про шторы на кухне — там упор именно на короткие варианты (римские, рулонные и т.д.). Но когда есть балкон, всё меняется.
Чтобы скрыть и подоконник, и батарею, и окно с дверью, наш выбор для кухни — современные длинные шторы. Вот несколько реальных фото правильного оформления:
Тюль на кухню с балконной дверью
Не обязательно полностью закрывать занавесками балконную дверь. Размыть и оттянуть фокус внимания — достаточно.
С этим прекрасно справляется тюль. Коты согласны.
Его (да, тюль — мужской род, я проверял) актуальные варианты прекрасно вписываются в современный дизайн кухни, при этом обладая парой преимуществ перед плотными шторами:
- Тюль дешёвый, легко стирается, снимается и вешается.
- Прячет некрасивое не перекрывая естественный свет полностью.
- Не создает визуальную стену (субъективно с ним кухня с балконом кажется больше, чем с плотными шторами).
Для современного дизайна тюль комбинируется со шторами или с более плотным вариантом:
- Тюль в середине балконного блока (про открывание в пункте как вешать), а занавески по бокам. Это могут быть лёгкие шторы или плотные гардины. Главное — чтобы бока смотрелись хоть немного плотнее или темнее центра.
- Светлый белый тюль с высокой прозрачностью в середине, более темный и плотный по бокам.
Для современных стилей, когда задача сделать максимально красиво и стильно, примыкание тюля к стене всё-таки надо прикрывать шторами.
Т.к. полностью прятаться от солнца задача не стоит, можно сэкономить и сделать боковые полоски штор статичными.
На одну или две стороны
От того находится балкон в центре кухни или возле стены и как расставлена мебель, зависит на одну или две стороны надо вешать занавески.
Т.к. вариантов слишком много, перечислить их невозможно, но запомните правило:
Есть ситуации, когда можно повесить только на одну сторону и это нормально.
Фото примеры:
Как ухаживать за инвертором?
Любое оборудование любит уход и порядок, ваш инвертор – ни в коем случае не исключение. Правила, как правильно варить инверторной сваркой и как правильно его хранить, простые.
Выбор электрода для сварки различных металлов.
Перед работой нужно делать следующее:
- произвести визуальный осмотр аппарата и подготовить место, где вы собираетесь работать;
- установить инвертор в горизонтальном положении с желательной защитой от пыли, осадков и других загрязнений;
- кабель подключить к разъемам в соответствии с вашими планами, обычно это плюс на электрод, а минус на металл;
- подключить электропитание. Важнейший нюанс: если у вас используется удлинитель, сечение сварочного кабеля должно быть не меньше 2,5 мм².
- поджечь дугу на отрыве в качестве пробного теста;
- убедиться в целостности кожуха, потому что без него варить категорически запрещается;
- отрегулировать режим тока. Можно начинать варить.
Хранить ваш аппарат нужно по следующим правилам:
- постоянно проверять все узлы устройства. Частота проверок зависит от интенсивности использовании аппарата и степени запыленности рабочего помещения;
- чистить устройство от пыли с помощью сжатого воздуха и низкого давления. Электрическое плато струей воздуха не чистить, а обходиться мягкой щеткой;
- проверять крепость силовых разъемов, целостность вилки, розетки и изоляционного покрытия электрических кабелей;
- хранить инвертор лучше в сухих условиях, температура воздуха должна укладываться в диапазон от -15°С до +50°С, оптимальная влажность воздуха – около 70 – 80%.
- Не забывать отключать инвертор от сети, когда он не работает.
Профилактика появления в доме непрошеных гостей
Предупредить появление этой проблемы поможет соблюдение следующих рекомендаций:
- с наступлением тепла установить на окна москитные сетки;
- мебель и одежду после покупки тщательно осматривать и обрабатывать инсектицидами;
- соблюдать 7-дневный карантин для новых растений;
- при покупке крупы, муки и сухофруктов удостовериться, что они не заражены вредителями;
- исключить контакт питомца с уличной обувью и придверным ковриком, а также бездомными животными во время выгула;
- если четвероногий любимец бывает на улице, применять противоблошиные профилактические средства;
- регулярно проводить уборку в доме.
Под ударом в первую очередь находятся угловые квартиры, где влажность всегда выше, квартиры на нижних этажах, особенно если в доме есть подвальные помещения и квартиры на верхних этажах – рядом с крышей. Постепенно насекомые могут распространяться по всему дому по стояку или щелям в стенах и перекрытиях.
Усугубляет ситуацию то, что при некачественном строительстве возможно частичное или полное промерзание стен. Наихудший вариант – когда утеплитель устанавливается внутри помещения. Постепенно между плитой утеплителя и стеной накапливается конденсат, который не имеет нормального выхода. В щели начинает расти плесень.
Отсутствие нормальной вентиляции – тоже немаловажный фактор. Идеально, когда вентиляция охватывает все помещения в квартире. На деле же вентиляционные отверстия устанавливаются чаще всего только на кухне и в санузле. И все. Учитывая, что в современных квартирах сплошь присутствуют пластиковые окна (без приточных клапанов в стенах) и глухие входные двери, создаются идеальные условия для развития плесени и заселения сопутствующими вредителями.
Как оно туда попало? Очень просто. Человек вдохнул споры, а те в благоприятной среде слизистой пазух носа проросли и превратились в обширное грибное тело, постепенно отравляющее организм. Если человек чувствует хроническую усталость и его месяцами мучает насморк, то вполне вероятно, что причина в плесени, постепенно развивающейся в его организме.
Перечень материалов и инструментов
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является «Хамелеон».

Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.

Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.

Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Виды электросварки
Чтобы понять основы электросварки, нужно разобраться в сути самого процесса. Соединение металлических элементов происходит в результате локального расправления под воздействием высоких температур. Создаётся дуга, которая расплавляет металл, затем готовая конструкция остывает, становится прочной, цельной.
Создать дугу можно двумя способами:
- на постоянном токе;
- на переменном токе.
Для сварки постоянным током используются инверторы. Они создают дугу со стабильными электрическими параметрами, что упрощает процесс сварки:
- формируется ровный однородный шов;
- не разбрызгивается металл.
Многие инверторы имеют стандартные предустановки, оснащенные защитными функциями, которые позволяют контролировать текущие параметры. Они могут использоваться новичками или профессионалами.
Для сварки на переменном токе необходимо применять трансформаторы. Их преимущества: высокая мощность, неприхотливость к параметрам сети. Но при этом у них большой вес, высокий уровень шума. Кроме того, они могут создавать помехи в электросетях.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар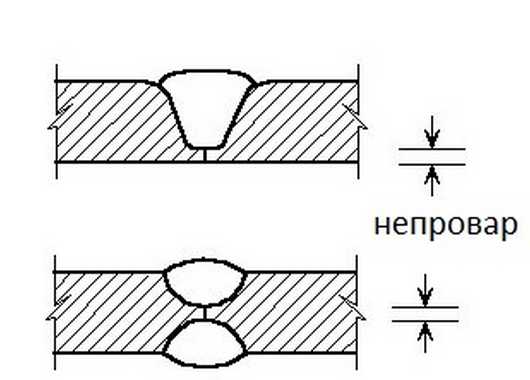
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении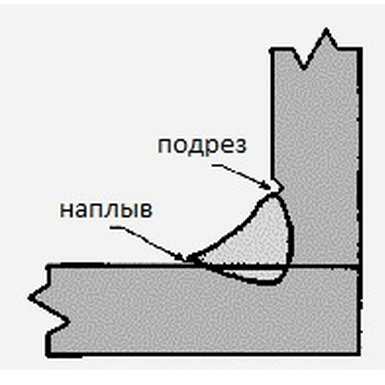
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия