Как нарезать резьбу метчиком?
Содержание:
- Возможные ошибки при нарезании трубной резьбы
- Как выкрутить сломанный метчик
- Инструкция по нарезанию резьбы с использованием плашки
- Выбор инструмента
- Правила использования
- Как выкрутить сломанный метчик
- Существующие варианты резьбовой нарезки
- Как вытащить сломанный метчик из отверстия
- Отличие клуппа от плашки
- Инструмент и принцип нарезки трубной резьбы
- Характеристики и особенности труб ПВХ для электропроводки
- Виды по конструкции
- Правила нарезания внутренней резьбы метчиком
- Способы
- 2 Нарезание внутренней и наружной резьбы резцом
- Как штукатурить потолок: описание процесса и видео-инструктаж
Возможные ошибки при нарезании трубной резьбы
Выделим основные моменты, мешающие качественной нарезке:
- Труба имеет больший или меньший диаметр, чем требуется для получения резьбы нужного размера. Глубина канавки будет отличаться от стандартной, что исключает плотное соединение с трубопроводной арматурой.
- Отсутствие центрирования режущего инструмента и трубы приведет к срыву витков резьбовой линии.
- К таким же последствиям приводит отсутствие смазки на поверхности.
Важным условием для получения хорошего результата является использование качественного инструмента. Резцы плашки или метчика должны быть изготовлены из инструментальной или быстрорежущей стали высокой твердости.
Самостоятельно нарезать резьбу на металлических трубах системы отопления и водопровода вполне возможно. Для этого выбирают режущий инструмент для получения необходимых геометрических характеристик: диаметра, шага, угла профиля. Новичкам лучше использовать набор плашек для нарезания сначала чернового профиля, а затем чистового.
Видео-урок по нарезанию наружной резьбы с помощью клуппа 1/2 дюйма и трещотки:
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент. Точечная сварка
К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами. Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских. Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Инструкция по нарезанию резьбы с использованием плашки
Плашка (лерка) представляет собой металлический диск с расположенным в центре круглым лепестковым отверстием. Лепестки имеют режущие кромки, нарезающие резьбу определенного размера и формы. Плашки изготовлены из металла, твердость которого больше, чем у материала трубы. Это быстрорежущая или легированная сталь.
Плашки бывают цельными и разъемными. Цельные плашки являются более точным инструментом, но быстрее изнашиваются.
 Порядок работы следующий:
Порядок работы следующий:
- Подготовка трубы. очистка от грязи, обезжиривание поверхности.
- Закрепление в тисках. При работе по месту расположения трубы используют газовый ключ.
- Снятие торцовой фаски. Срез трубы должен быть выполнен под прямым углом к ее оси. Фаску снимают шлифовальным кругом или напильником.
- Место нарезания смазывают техническим маслом.
- В держатель вставляют плашку, винты затягивают, обеспечивая ее фиксирование.
- Плашку приближают к торцу трубы перпендикулярно к оси, не перекашивая. Плавно нажимая, вращают плашку по часовой стрелке. Первые бороздки помогут закрепиться инструменту, далее процесс пойдет легче.
- Работу выполняют не спеша, с равномерным усилием. Большая скорость не ускорит процесс, но может ухудшить качество. Правильные параметры получают за счет прохождения режущих кромок по всей длине плашки.
- Не допускают отсутствия на поверхности нарезки смазки, при необходимости опрыскивают маслом из распылителя.
- После получения резьбовой линии нужной длины плашку, проворачивая, снимают, поверхность очищают от стружки с помощью ветоши, щетки или кисточки с мягким ворсом.
Работу можно выполнять в два этапа. Сначала используют черновую плашку, затем осуществляют доводку чистовой. Принцип работы соответствует указанному выше.
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.
Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов. Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.
Метчик и плашка, вблизи
Плашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.

Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств. С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника. Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки. Плашка закрепляется в специальном плашкодержателе
Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка. Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание
Для врезания инструмента в металл на него должно оказываться существенное воздействие. Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении
За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Существующие варианты резьбовой нарезки
Трубная резьба подразделяется на пять видов, однако наиболее популярными вариантами является коническая и цилиндрическая. С такими вариантами трубной резьбы сталкиваются зачастую домочадцы. Для резьбовой нарезки на водопроводной трубе имеется два способа:
- Автоматический, предусматривающий нарезание резьбы на трубах водоснабжения при помощи специальных станков и электроинструментов.
- Ручной. Для этого применяются специальные ручные инструменты.
Если по долгу службы человеку необходимо нарезать резьбу на большом количестве труб, то уместно приобрести специальный электроинструмент, что позволит облегчить ручной труд.

Когда необходимость в получении резьбового соединения является единичным случаем, то для таких целей подходит ручная технология. На водопроводных трубопроводах, а также трубах систем отопления нарезка резьбы выполняется при помощи плашки.
Плашка представляет собой стальной диск, а его внутренний диаметр имеет осевые отверстия в разном количестве, что зависит от размера изделия. Кромки этих отверстий формируют резцы, при помощи которых и выполняется резьбовая нарезка. Для обеспечения надёжности такого инструмента, его изготавливают из легированных видов стали или твёрдых сплавов.

Плашки могут иметь разную форму (круглую, квадратную, шестигранную или призматическую), но чаще все применяются дисковые варианты. Именно дисковые плашки предназначаются для получения резьбового соединения на водопроводных трубах. Чтобы плашкой было удобно работать, они оснащаются дополнительно воротками, а также фиксаторами в виде винтов. Плашки также бывают цельными, разрезными и раздвижными.
Цельные плашки для нарезания резьбы на трубах имеют один существенный недостаток – это быстрый износ резцов. Это обусловлено жёсткостью собственной конструкции изделия. Разрезные или подпружиненные плашки имеют менее жёсткую конструкцию, что существенно повышает срок эксплуатации изделия. За счёт подпружиненного механизма такой инструмент для нарезания резьбы на трубах позволяет варьировать диаметром получаемых резьбовых соединений в диапазоне от 0,1 до 0,3 мм. Устройство такого типа имеют высокую стойкость к износу резцов, однако не способно при этом обеспечить высокую точность.
Раздвижные плашки представляют собой 2 рабочих части, предназначающиеся для установки в крепёжный модуль. Плашка со специальным крепёжным модулем образует инструмент, называемый трубным клуппом. Плашка в клуппе фиксируется при помощи сухаря и регулировочного винта. Именно при помощи регулировочного винта осуществляется регулировка диаметра резьбы.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
- 1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
- 2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
- 3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
- 4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
- 5. Высверливание винтовыми сверлами;
- 6. Выжигание электроэрозионными станками;
- 7. Вытравливание разбавленной азотной кислотой.
Отличие клуппа от плашки
Люди, часто работающие трубы, хорошо знают, что такое резьбонарезные плашки. Это инструмент небольшой формы для нарезания резьбы. Получается, что оба инструмента внешне сильно различаются, но выполняют одну и ту же задачу.
Рассмотрим отличия плашки и клуппа.
Например, конструкция инструмента. Плашка, которую некоторые называют леркой, представляет собой шайбу из высококачественной стали. В ней есть отверстие, расположенное по центру, а в нем – гребенка лезвий, а также каналы, цель которых – отводить стружку.
Пример плашки
С точки зрения конструкции клупп получается сложнее, однако простота его ремонта позволяет в конечном счете сделать инструмент дешевле. Сам прибор состоит из длинной рукояти для должного усиления, а также круглой металлической рамки в виде трубки, куда устанавливается резец.
Помимо всего прочего, устройство выделяется строением гребенки лезвий. В нем резцы устроены необычно. Например, первые лезвия делают неглубокую резьбу. По ней уже скользят другие лезвия, расположенные выше, и они вырезают полноценную резьбу.
Пример клуппа
Инструмент и принцип нарезки трубной резьбы
Для нарезки трубной резьбы применяют специальные инструменты и приспособления. Наиболее часто используют:
- труборез;
- плашки;
- воротки;
- ручной клупп;
- шлифмашинка.
Для выполнения операции на металлических трубах нужно приложить большое механическое усилие, труба при этом должна оставаться неподвижной. Чтобы выполнить такое условие, ее зажимают в трубных тисках, в стесненных условиях для зажима используют газовый ключ.
Важно. Нарезаемый участок трубы смазывают моторным маслом или техническим вазелином
После окончания работы поверхность очищают от металлических опилок и смазки щеткой или ветошью.
Для возможности вращения плашки ее закрепляют в вороток. Это кольцо с отверстием для плашки, в котором она фиксируется стопорными винтами. Вороток имеет несколько рукояток для обеспечения вращения.
Характеристики и особенности труб ПВХ для электропроводки
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
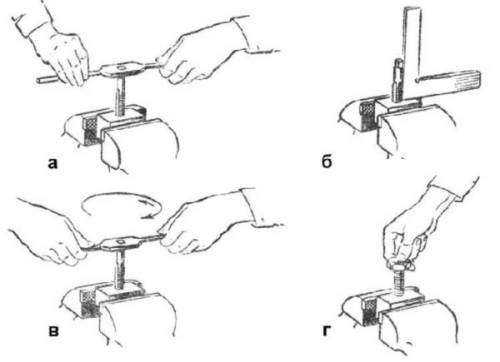
Правила нарезания внутренней резьбы метчиком
При
ручной нарезке резьбы инструмент
вставляют в отверстие вертикально (без
перекоса). Вороток вращают в нужном
направлении (для правой резьбы по часовой
стрелке) не все время, а периодически
делают 1–2 оборота в обратную сторону.
При
таком вращательно-возвратном движении
метчика срезаемая стружка ломается,
становится короткой (дробленой) и легче
удаляется из рабочей зоны, а процесс
формирования резьбы значительно
облегчается. По окончании нарезания
инструмент вывертывают вращением
воротка в противоположную сторону,
затем его прогоняют по готовой резьбе
насквозь или до упора для глухих
отверстий. Необходимо также придерживаться
следующих правил:
При
формировании резьбы в вязких и мягких
металлах (алюминий, медь, баббиты и
другие), а также в глубоких отверстиях
инструмент следует периодически
выкручивать из отверстия для очистки
канавок от стружки.
При
использовании комплекта метчиков
необходимо применение всех инструментов
набора. Нарезание сразу чистовым
метчиком или средним, а затем чистовым
без прохода черновым не ускоряет, а
только замедляет и затрудняет процесс
нарезания. Кроме того, резьба при этом
получается некачественной, а инструмент
может сломаться. Чистовой и средний
метчики вкручивают в отверстие вручную
(без воротка) до тех пор, пока инструмент
не пойдет по резьбе правильно, и только
после этого устанавливают вороток и
продолжают работу.
В
процессе нарезания требуется
тщательно следить за правильностью
врезки инструмента, чтобы не было его
перекоса. Для этого необходимо через
каждые вновь нарезанные 2–3 нитки
стружки проверять положение метчика
относительно верхней плоскости детали
с помощью угольника
Особенно осторожно
следует работать с глухими и мелкими
отверстиями
Конструкция
метчика
Метчик
(рис. 1) представляет собой закаленный
винт, на котором прорезано несколько
прямых или винтовых канавок, образующих
режущие кромки инструмента. Канавки
также обеспечивают размещение стружки,
образующейся при резании стружка
может выводиться из зоны резания.
Метчик
состоит из двух частей
— рабочей и хвостовика, на конце которого
выполнен квадрат (у ручных метчиков).
Рабочая часть метчика включает в себя:
режущую (заборную) часть, которая
обеспечивает удаление основной части
припуска на обработку; калибрующую
часть, осуществляющую окончательную
обработку резьбы; стружечные канавки;
перья (витки резьбы, разделенные
стружечными канавками) и сердцевину,
обеспечивающую метчику достаточную
для обработки прочность и жесткость.
Хвостовая часть метчика служит для
закрепления его в воротке, которым
производятся рабочие и холостые
перемещения метчика.
Рабочую
часть метчика изготавливают
из инструментальных углеродистых сталей
марок У11, У11А, быстрорежущей стали или
твердого сплава. Выбор материала рабочей
части зависит от физико-механических
свойств обрабатываемой заготовки. У
цельных метчиков материал хвостовой
части тот же, а у метчиков, состоящих из
двух частей, соединяемых сваркой,
хвостовую часть изготавливают из
конструкционной стали марок 45 и 40Х:
Число стружечных канавок, выполненных
на метчике, зависит от его диаметра (три
канавки дтя метчиков диаметром до 20 мм
и четыре — для метчиков диаметром свыше
20 мм).
Основную
работу при нарезании резьбы выполняют
режущие кромки, образованные пересечением
передних поверхностей канавки с задними
(затылованчыми, выполненными по
архимедовой спирали) поверхностями
рабочей части. Затылование задней
поверхности режущих зубьев позволяет
сохранить постоянным их профиль после
переточки, которая осуществляется
централизованно в заточных цехах.
Как
правило, метчики изготовляют с прямыми
канавками, однако для улучшения условий
резания и получения точных и чистых
резьб применяют метчики с винтовыми
канавками. Угол наклона такой канавки
к оси метчика составляет 8… 15°. Для
получения точных и чистых резьбовых
поверхностей в сквозных отверстиях при
обработке мягких и вязких материалов
используют бесканавочные метчики.
Рис.
1 Метчик:
а
– конструкция: 1
– нитка(виток); 2 – квадрат; 3 – хвостик;
4 – канавка; 5 – режущее перо;б
– геометрические параметры: 1
– передняя поверхность; 2 – режущая
кромка; 3 – затылованная поверхность;
4 – задняя поверхность; 5 – режущее перо;
α – задний угол; β – угол резания;δ
– угол заострения;
γ – передний угол;в – с
винтовой стружечной канавкой: 1
– канавка; г — нарезание глухой резьбы;
ω – угол наклона винтовой канавки.
Способы
Резьба – это вид соединения, для осуществления которого учитываются элементы и угол профиля (поперечного сечения витка), а также диаметр по наружному, среднему и внутреннему краю. По профилю резьба делится на треугольную, трапециевидную, прямоугольную и другие виды.

Нарезка делится на внутреннюю и наружную, лево- и правостороннюю. В левостороннем варианте закручивание гаек производится в левую сторону, а в правосторонней – в правую. Типы резьбы определяются способами эксплуатации и бывают крепежными, ходовыми и крепежно-уплотнительными. Последний вариант используется для нарезки резьбы на трубах в домашних условиях.


Существует множество способов произвести нарезку резьбы: с помощью клуппа, автоматического электроклуппа, а также резьбонарезного станка. Наружная резьба вручную осуществляется плашками, установленными в рамку клуппа. Используют цельные и раздвижные конструкции плашек. С помощью разрезных (разъемных) конструкций корректируется диаметр нарезки.
Раздвижные плашки ставят согласно номерным значениям, круглые – устанавливают специальными винтами на вороток. Затем плашки фиксируются. В раздвижных плашках между ними и винтом устанавливается прокладка – сухарь.


Внутренняя резьба осуществляется с помощью метчиков. С помощью их устройства просверливают отверстия в металлической трубе, строго придерживаясь специальных расчетов. Для качественной нарезки приходится сделать как минимум три оборота.

Внутреннюю резьбу наносят так же, как и наружную, – возвратно-поступательными движениями: два шага вперед – один назад. Первый подход осуществляют черновым метчиком. Он имеет лишь одну риску. Затем процедура повторяется средним метчиком с двумя рисками. Завершается нарезка чистовым инструментом с тремя рисками на конце.

Автоматические электрические клуппы значительно упрощают нарезку резьбы на трубах. Они состоят из модифицированных редукторов и комплекта плашек различного калибра. Отличаются высокой производительностью, работают от электросети. При всех плюсах, инструмент имеет свои отрицательные черты. Например, у электрического клуппа при всей его мощности в 1кВт весьма значительная отдача, поэтому для закрепления электроклуппа используют струбцину.

Резьбонарезной станок, как правило, используется в промышленных масштабах и крупных мастерских. Станок имеет свои преимущества перед ручным и электрическим инструментом, в число которых входит высокая производительность, точность при нанесении резьбы, а также минимальное участие человеческого фактора.


Резьбонарезные станки для труб подразделяются на ручные, электрические и автоматические варианты. Ручной используют в домашних условиях – он компактен, транспортабелен, весит не более 50 кг, но не годится для труб больших диаметров. Электрические станки хороши для небольших мастерских, автоматические варианты из-за больших габаритов и высокой производительности широко используются в производственных масштабах.

После проведения работ осуществляется выбраковка материала. Если изделие имеет дефекты в резьбе, то его нельзя использовать, поэтому нарезку нужно проводить, имея элементарные навыки и знания в этом вопросе.
2 Нарезание внутренней и наружной резьбы резцом
Именно резьбонарезной резец (ГОСТ 18876–73) из быстрорежущей стали чаще всего используется для выполнения резьбы. Такие резцы, геометрия коих аналогична геометрии фасонных приспособлений для резки, делят на три вида:
- призматические;
- стержневые;
- круглые.
Резьба внутреннего типа выполняется смонтированными в оправку прямыми резцами или же изогнутыми их разновидностями, наружная – отогнутыми либо прямыми. При этом кромки инструмента обязаны быть аналогичными профилю резьбы.

Важные особенности использования рассматриваемых приспособлений:
- Передний угол резцов зависит от обрабатываемого материала. Он варьируется в пределах от 0 до 25°. Для заготовок из сталей передний угол равняется 0°, из высоколегированных сталей, характеризуемых повышенным противодействием высоким температурам, – от 5 до 10°. В целом для цветных и вязких материалов этот угол имеет большие показатели, для хрупких и твердых – малые.
- Вершина режущего инструмента зависит от конфигурации впадины резьбы, которую выполняют. Она бывает с фаской или скругленной.
- Величина задних боковых углов резцов подбирается так, чтобы в процессе выполнения работ на станке боковые части инструмента не терлись о винтовую резьбовую поверхность. Чаще всего указанные углы с левой и правой стороны выбирают одинаковыми. Их величина равняется 6–8°, если угол подъема резьбы составляет более 4°, либо 3–5° в случаях, когда угол менее 4°.
- В отверстиях резьбы нарезают после их расточки либо сразу после операции сверления.