Подборка диаметра сверла под резьбу: таблицы и особенности
Содержание:
- Со статьей читают:
- Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
- Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
- Электрические конвекторы
- Рекомендации по нарезанию резьбы
- Разновидности и параметры резьбы
- Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
- Особенности устройства
- Классификация резьбы
- Правила выбора
- Как нарезается резьба?
- ПРИЛОЖЕНИЕ 1
- Приспособления для формирования резьбы в изделии
- Применение метчика
- Инструменты для выполнения внутренней резьбы
- Инструменты для выполнения внутренней резьбы
- Разновидности и параметры резьбы
- Заключение
Со статьей читают:
Профиль и размеры конической дюймовой резьбы с углом профиля 60 градусов
Данная таблица показывает какие могут быть отклонения по уклону и по шагу профиля.
Видео: нарезание трубной конической резьбы.
Что касается дополнительных креплений, то зачастую используют шплинты в качестве соединительных деталей, поскольку трубопроводы могут подвергаться вибрации как постоянной, так и периодической.
Все дело в том, что данный тип соединения имеет свойство раскручиваться, то во избежание этого используются шплинты для таких соединений. Особенно это касается мест прокладывания трубопроводов под магистралями, где имеется постоянное движение автотранспорта, что создает вибрации.
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической или конической поверхностях. На токарных станках ее выполняют посредством двух равномерных движений — вращения заготовки и поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы можно разделить на ряд групп: 1) по расположению — на наружные и внутренние; 2) по назначению — на крепежные и ходовые; 3) по форме исходной поверхности — на цилиндрические и конические; 4) по направлению — на правые и левые; 5) по форме профиля — на треугольные, прямоугольные, трапецеидальные, круглые; 6) по числу заходов — на одно и многозаходные. Крепежные резьбы чаще всего имеют треугольный профиль. Они используются для соединения различных деталей.- Ходовые резьбы служат для преобразования вращательного движения в поступательное. К ним относятся резьбы с трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяются в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление по ходу часовой стрелки (если смотреть с торца детали), у левых — наоборот. Однозаходными называются резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали.
Область применения и инструменты.
Круглые плашки применяются для нарезания наружных резьб треугольного профиля на деталях, к которым не предъявляют высоких требований соосности резьбы с другими поверхностями. Пределы выполняемых резьб ограничиваются механическими свойствами обрабатываемого металла. Так, например, на токарных станках» круглыми плашками нарезают резьбы на стальных деталях с шагом примерно до 2 мм. Для более мягких цветных металлов этот предел может быть увеличен. Резьбы с крупным шагом предварительно прорезают резцом, а затем калибруют плашками. Круглые плашки (рис. 118, а) по внешнему виду напоминают гайку, в которой для создания режущих кромок просверлены стружечные отверстия (от 3 до 8 в зависимости от размера). Рабочая часть плашки для цилиндрических резьб состоит из трех участков: двух крайних — режущих и среднего — калибрующего. Режущие части плашки конические с углом конуса 2ф = 50-60°. Калибрующая часть цилиндрическая, Она придает резьбе окончательные размеры и обеспечивает направление плашке в процессе резания. Геометрическая форма зуба плашки создается передним углом у который выполняют заточкой в пределах 15-20° (для плашек централизованного изготовления). При резании твердых металлов его рекомендуется уменьшать до 10-12°, а для мягких — увеличивать4 до 20-25°. Задний угол а выполняют затылованием только на режущих частях в пределах 6-8°. Для крепления в плашкодержателе или резьбонарезном патроне на наружной поверхности плашки предусмотрены конические углубления и угловой паз. Угловой паз плашки позволяет при необходимости Разрезать плашку шлифовальным кругом по перемычке (рис. 118, б) и регулировать ее диаметр в пределах 0,1- 0,3 мм. Круглые плашки общего назначения изготавливаются для следующих резьб: метрических с крупным шагом Ml — М68; метрических с мелкими шагами М1Х0,2 — М135Х6; дюймовых 1/4-2″; трубных 1/8-1l/2″. Плашки должны обеспечить нарезание резьб 2-го класса точности. Плашки для конических резьб более широкие и имеют только одну режущую часть со стороны большего диаметра. Особенность работы плашек состоит в том, что в процессе прорезания винтовой канавки участвует не только режущая, но и калибрующая часть.

Такие плашки изготавливаются для резьб от 1/16″ до 2″. Плашки выполняются из легированной стали 9ХС или быстрорежущих сталей Р9 и Р18. На плашках маркируются обозначение резьбы, класс точности (только 3-й), марка стали (9ХС не указывается), буква Л для левых резьб.
Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
Электрические конвекторы
Рекомендации по нарезанию резьбы
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:

Устройство метчика для нарезания резьбы.
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.

Таблица размеров сверла и отверстий под метрическую и дюймовую резьбу
- Под резьбу М3 необходим метчик, для которого стандартный шаг – 0,5, сверла – 2,5 мм.
- Под резьбу М4 необходим метчик, для которого стандартный шаг – 0,7, сверла – 3,3 мм.
- Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм.
- Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм.
- Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
- Под резьбу М10 необходим метчик, для которого стандартный шаг – 1,5, сверла – 8,5 мм.
- Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
- Под резьбу М16 необходим метчик, для которого стандартный шаг – 2,0, сверла – 13,5 мм.
Несмотря на то что метрическая система исчислений является наиболее популярной, рекомендуем ознакомиться с таблицей диаметров сверл под резьбу:

Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6
.
Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя
.
Направление канавок: прямолинейные, спиральные правые и левые
. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали
. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения
. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
- левые;
- правые.
Если говорить о классификации по размерам
, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам
, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Правила выбора
Для того чтобы выбрать качественный и надежный прибор, необходимо учитывать рекомендации специалистов. Главные критерии при выборе треноги – вес изделия, высота трубки опоры и вид используемого оборудования.
Вес прибора напрямую зависит от типа используемого сырья, в ходе производства могут быть использованы следующие материалы:
- сталь;
- дерево;
- алюминиевые сплавы.
Наиболее востребованными и практичными являются деревянные треноги, которые не мешают работе лазерных лучей в условиях повышенной температуры и на участках с прямыми солнечными лучами. Для работ в условиях повышенной сложности специалисты не рекомендуют приобретать алюминиевые изделия, которые при тепловом расширении могут изменить получаемые данные.

Для удобства перемещения необходимо выбирать те модели, которые упакованы в чехол или кейс. Для очень больших приборов на чехле предусмотрен ремень для транспортировки, который имеет функцию корректировки длины. Нелишними будут накладные резиновые накладки для ножек, которые предотвратят появление механических повреждений на напольном покрытии в помещении. Наиболее востребованными приборами являются устройства высотой от 100 см до 150 см.
Для частного использования лучше приобретать компактные штативы, которые имеют небольшой вес и размер. Масса одного экземпляра не превышает 4 кг
При покупке оборудования надо обратить внимание на то, чтобы вместе с ним шел в комплекте специальный винт, с помощью которого устройство можно будет надежно зафиксировать. Если планируется использование тахеометра, теодолита или лазерного нивелира, то специалисты не рекомендуют приобретать данное устройство


Универсальные приборы имеют более широкую область применения и подходят практически для любого оборудования. Масса изделия находится в диапазоне от 5 кг до 7,5 кг, что придает штативу большую устойчивость и надежность.
Профессиональные строители рекомендуют обратить внимание на элевационные приборы, которые имеют подъемный механизм. Данное устройство является незаменимым при разметке стен и потолка, а некоторые модели позволяют аппаратуру поднять на высоту более 3,5 метров

Учитывая все вышеперечисленные рекомендации, начинающие строители должны запомнить следующие правила:
- для получения максимально точных результатов надо приобретать тяжелое и устойчивое оборудование;
- для получения быстрых результатов по нескольким объектам лучше использовать легкие алюминиевые приборы с клипсами;
- нивелир с компенсатором можно устанавливать на любую стойку.

Несмотря на высокую стоимость изделий, они имеют высокий уровень надежности и долговечности, что позволит полностью окупить стоимость прибора в течение нескольких лет. Если работы носят периодический характер, а прибор используется только в личных целях, то можно ограничиться покупкой китайского прибора, который имеет значительно меньшую цену и при нечастом использовании сможет прослужить много лет.

Строительные измерительные приборы – высокоточное оборудование, эксплуатация которого требует знаний и профессиональных навыков. Длительный и кропотливый труд инженеров привел к появлению такого оборудования, как нивелир, правильная эксплуатация которого невозможна без надежного и грамотно подобранного штатива. Именно от этого оборудования зависит точность и правдивость полученных показаний и качество выполненных работ. Перед покупкой держателя надо внимательно изучить все рекомендации опытных специалистов и выбрать именно тот штатив, который соответствует эксплуатируемому оборудованию.

Обзор алюминиевых штативов для нивелира на винтах ADA ждет вас далее.
Как нарезается резьба?
Получение винтовых канавок на наружной и внутренней поверхностях деталей производится резьбонарезным инструментом. Проще выполнять эту операцию снаружи. Имея токарный станок, выполняют подобное с помощью специальных резцов.
Нарезание метрической и трапециевидной резьбы с помощью резца
На практике за один проход подобную операцию выполняют редко. Обычно проводят ее в несколько приемов. При этом настраивается станок так, чтобы его резцедержатель перемещался по строго определенному закону. Нужна повторяемость действий.
Для выполнения подобных операций задействуют ходовые винты (в них нарезана прямоугольная резьба). Перед каждым новым проходом резцедержатель возвращается на исходную позицию. Выставляется новая глубина резания, начинается новый процесс.
Внимание! Довольно часто для наружного нарезания заставляют суппорт двигаться на выход (вправо). Для этого резцы переворачивают вниз режущими кромками, задают обратное вращение шпинделю токарного станка.. Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа
У них имеется усиленная штанга, проникающая внутрь отверстия
Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа. У них имеется усиленная штанга, проникающая внутрь отверстия.
Общий вид токарных резцов для нарезания внутренних резьб
При обработке детали внутри отверстия возникают определенные сложности:
- процесс зрительно не контролируется. Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
- затруднен вывод стружки, поэтому приходится многократно производить нарезку с небольшой подачей. Смазывающая охлаждающая жидкость (СОЖ) не только охлаждает деталь, она выводит стружку из отверстия;
- приходится часто пользоваться измерительным инструментом и вспомогательными шаблонами, чтобы контролировать ход нарезания винтовых канавок. Применяют специальные калибры проходного и непроходного типа.
Процесс формирования резьбы с помощью резца
Если со сквозными отверстиями токари справляются довольно умело, то при работе с глухими (непроходными) углублениями в теле детали работа усложняется довольно значительно. Но иногда из-за особенностей конструкции нет иного способа создать внутреннюю резьбовую поверхность. Поэтому приходится применять подобные резцы.
Значительно ускоряют работу специальные гребенки. У них используется не один, а несколько режущих кромок. Они последовательно врезаются в тело детали, снимая металл на определенную глубину.
Гребенки для нарезания резьбы снаружи и в отверстии: а – угол резания тупой; б – угол резания острый; в – гребенка для формирования резьбовой канавки внутри детали
Особенно удобны подобные инструменты в тех случаях, когда нарезается довольно длинные участки. Для ходовых винтов используют подобные гребенки. С их помощью с одной установки можно обработать длинную заготовку (до 3…5 м). На станкостроительных заводах применяют именно такие способы формирования резьбовых конструкций.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Диаметры сверл для отверстий под нарезание метрической
резьбы
мм
|
Номинальный |
Шаг резьбы Р |
Диаметр сверла |
|
1 |
0,2 |
0,80 |
|
0,25 |
0,75 |
|
|
1,1 |
0,2 |
0,90 |
|
0,25 |
0,85 |
|
|
1,2 |
0,2 |
1,00 |
|
0,25 |
0,95 |
|
|
1,4 |
0,2 |
1,20 |
|
0,3 |
1,10 |
|
|
1,6 |
0,2 |
1,40 |
|
0,35 |
1,25 |
|
|
1,8 |
0,2 |
1,60 |
|
0,35 |
1,45 |
|
|
2 |
0,25 |
1,75 |
|
0,4 |
1,60 |
|
|
2,2 |
0,25 |
1,95 |
|
0,45 |
1,75 |
|
|
2,5 |
0,35 |
2,15 |
|
0,45 |
2,05 |
|
|
3 |
0,35 |
2,65 |
|
0,5 |
2,50 |
|
|
3,5 |
0,35 |
3,15 |
|
3,5 |
0,6 |
2,90 |
|
4 |
0,5 |
3,50 |
|
0,7 |
3,30 |
|
|
4,5 |
0,5 |
4,00 |
|
0,75 |
3,75 |
|
|
5 |
0,5 |
4,50 |
|
0,8 |
4,20 |
|
|
5,5 |
0,5 |
5,00 |
|
6 |
0,5 |
5,50 |
|
0,75 |
5,25 |
|
|
1 |
5,00 |
|
|
7 |
0,5 |
6,50 |
|
0,75 |
6,25 |
|
|
1 |
6,00 |
|
|
8 |
0,5 |
7,50 |
|
0,75 |
7,25 |
|
|
1 |
7,00 |
|
|
1,25 |
6,80 |
|
|
9 |
0,5 |
8,50 |
|
0,75 |
8,25 |
|
|
1 |
8,00 |
|
|
1,25 |
7,80 |
|
|
10 |
0,5 |
9,50 |
|
0,75 |
9,25 |
|
|
1 |
9,00 |
|
|
1,25 |
8,80 |
|
|
1,5 |
8,50 |
|
|
11 |
0,5 |
10,50 |
|
0,75 |
10,25 |
|
|
1 |
10,00 |
|
|
1,5 |
9,50 |
|
|
12 |
0,5 |
11,50 |
|
0,75 |
11,25 |
|
|
1 |
11,00 |
|
|
1,25 |
10,80 |
|
|
1,5 |
10,50 |
|
|
1,75 |
10,20 |
|
|
14 |
0,5 |
13,50 |
|
0,75 |
13,25 |
|
|
1 |
13,00 |
|
|
1,25 |
12,80 |
|
|
1,5 |
12,50 |
|
|
2 |
12,00 |
|
|
15 |
1 |
14,00 |
|
1,5 |
13,50 |
|
|
16 |
0,5 |
15,50 |
|
0,75 |
15,25 |
|
|
1 |
15,00 |
|
|
16 |
1,5 |
14,50 |
|
2 |
14,00 |
|
|
17 |
1 |
16,00 |
|
1,5 |
15,50 |
|
|
18 |
0,5 |
17,50 |
|
0,75 |
17,25 |
|
|
1 |
17,00 |
|
|
1,5 |
16,50 |
|
|
2 |
16,00 |
|
|
2,5 |
15,50 |
|
|
20 |
0,5 |
19,50 |
|
0,75 |
19,25 |
|
|
1 |
19,00 |
|
|
1,5 |
18,50 |
|
|
2 |
18,00 |
|
|
2,5 |
17,50 |
|
|
22 |
0,5 |
21,50 |
|
0,75 |
21,25 |
|
|
1 |
21,00 |
|
|
1,5 |
20,50 |
|
|
2 |
20,00 |
|
|
2,5 |
19,50 |
|
|
24 |
0,75 |
23,25 |
|
1 |
23,00 |
|
|
1,5 |
22,50 |
|
|
2 |
22,00 |
|
|
3 |
21,00 |
|
|
25 |
1 |
24,00 |
|
1,5 |
23,50 |
|
|
2 |
23,00 |
|
|
26 |
1,5 |
24,50 |
|
27 |
0,75 |
26,25 |
|
1 |
26,00 |
|
|
1,5 |
25,50 |
|
|
2 |
25,00 |
|
|
3 |
24,00 |
|
|
28 |
1 |
27,00 |
|
1,5 |
26,50 |
|
|
2 |
26,00 |
|
|
30 |
0,75 |
29,25 |
|
1 |
29,00 |
|
|
1,5 |
28,50 |
|
|
2 |
28,00 |
|
|
3 |
27,00 |
|
|
3,5 |
26,50 |
|
|
32 |
1,5 |
30,50 |
|
2 |
30,00 |
|
|
33 |
0,75 |
32,25 |
|
1 |
32,00 |
|
|
1,5 |
31,50 |
|
|
2 |
31,00 |
|
|
3 |
30,00 |
|
|
3,5 |
29,50 |
|
|
35 |
1,5 |
33,50 |
|
36 |
1 |
35,00 |
|
1,5 |
34,50 |
|
|
2 |
34,00 |
|
|
3 |
33,00 |
|
|
4 |
32,00 |
|
|
38 |
1,5 |
36,50 |
|
39 |
1 |
38,00 |
|
1,5 |
37,50 |
|
|
2 |
37,00 |
|
|
3 |
36,00 |
|
|
4 |
35,00 |
|
|
40 |
1,5 |
38,50 |
|
2 |
38,00 |
|
|
3 |
37,00 |
|
|
42 |
1 |
41,00 |
|
1,5 |
40,50 |
|
|
2 |
40,00 |
|
|
3 |
39,00 |
|
|
4 |
38,00 |
|
|
4,5 |
37,50 |
|
|
45 |
1 |
44,00 |
|
1,5 |
43,50 |
|
|
2 |
43,00 |
|
|
3 |
42,00 |
|
|
4 |
41,00 |
|
|
4,5 |
40,50 |
|
|
48 |
1 |
47,00 |
|
48 |
1,5 |
46,50 |
|
2 |
46,00 |
|
|
3 |
45,00 |
|
|
4 |
44,00 |
|
|
5 |
43,00 |
|
|
50 |
1,5 |
48,50 |
|
2 |
48,00 |
|
|
50 |
3 |
47,00 |
|
52 |
1 |
51,00 |
|
1,5 |
50,50 |
|
|
2 |
50,00 |
|
|
3 |
49,00 |
|
|
4 |
48,00 |
|
|
5 |
47,00 |
Примечание. Жирным шрифтом указаны диаметры
сверл для отверстий под резьбу с крупным шагом.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Для соединения изделий между собой используют разные способы:
- сварка;
- склеивание;
- клёпка;
- болтовое;
- винтовое;
- шпилькой.
Если детали соединять с гайкой – требуется дополнительное место. К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.

В таком случае применяют винтовое соединение.
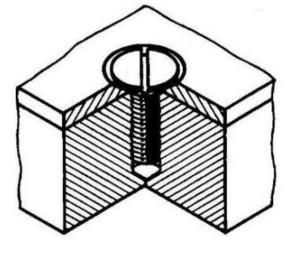
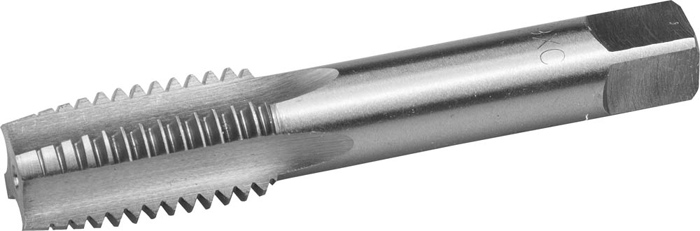
Для вкручивания винта требуется нарезать резьбу метчиком. Инструмент представляет собой стальной стержень, состоящий из рабочей части и хвостовика и предназначен для нарезания внутренней резьбы. Рабочая зона имеет слабовыраженную коническую форму. На ней нанесены зубцы, последовательно повторяющие форму резьбы. Для отвода опилок и стружки предусмотрены канавки.

Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
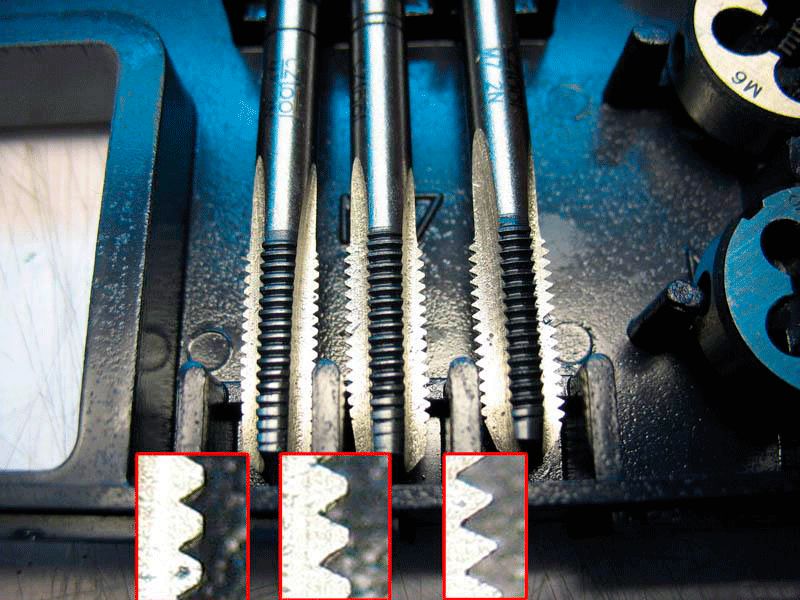
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Инструменты для выполнения внутренней резьбы

Чтобы сделать внутреннюю нарезку, необходим метчик — винтообразный инструмент с острыми канавками. Стержень может иметь форму конуса либо цилиндра. Канавки идут вдоль и разбивают резьбу на участки, именуемые гребенками. Именно края гребенок и являются рабочими поверхностями.
Единичные метчики тоже встречаются в продаже, их чаще используют для исправления сорванной резьбы. Для нарезки новой покупают комплект. Поэтому обычно продаются метчики парами: для черновой и для чистовой работы. Первый прорезает неглубокую канавку, второй зачищает и углубляет ее. Существуют и трехпроходные инструменты. Тонкие, до 3 миллиметров метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки. Устройство воротков различно, но размер их должен совпадать с размером резака.
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если присмотреться внимательно, можно заметить отличия формы:
- первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
- второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
- третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
Метчики делятся на трубные (отмечаются маркировкой «G») для нарезки резьбы внутри трубы и метрические — более распространенные.
Инструменты для выполнения внутренней резьбы
Чтобы сделать внутреннюю нарезку, необходим метчик — винтообразный инструмент с острыми канавками. Стержень может иметь форму конуса либо цилиндра. Канавки идут вдоль и разбивают резьбу на участки, именуемые гребенками. Именно края гребенок и являются рабочими поверхностями.
Единичные метчики тоже встречаются в продаже, их чаще используют для исправления сорванной резьбы. Для нарезки новой покупают комплект. Поэтому обычно продаются метчики парами: для черновой и для чистовой работы. Первый прорезает неглубокую канавку, второй зачищает и углубляет ее. Существуют и трехпроходные инструменты. Тонкие, до 3 миллиметров метчики продаются по два, более широкие — по три. Трехпроходные метчики вставляются в воротки. Устройство воротков различно, но размер их должен совпадать с размером резака.
В наборе инструменты различают по рискам, нанесенным на хвостовом конце. Если присмотреться внимательно, можно заметить отличия формы:
- первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
- второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
- третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
Метчики делятся на трубные (отмечаются маркировкой «G») для нарезки резьбы внутри трубы и метрические — более распространенные.
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
Типы резьбы по ГОСТ-ам
Заключение
Электроконвекторы по праву популярны. Простота, надежность, комфортность эксплуатации выделяют среди других альтернативных отопительных приборов. Можно рекомендовать для дома, квартиры, офиса.
Средняя оценка
оценок более 0
Поделиться ссылкой