Сварка полуавтоматом
Содержание:
- Гибкий камень – что это такое
- Разновидности проволоки и выбор
- Сварка полуавтоматом
- Режимы сварки
- Принцип работы инверторного сварочного полуавтомата
- Навигация по записям
- Правильная техника сварки с помощью полуавтомата
- Классификация сварочных аппаратов
- Принцип работы полуавтомата
- Как правильно выбирать рециркулятор для дома?
- Как варить полуавтоматом.
- Как выбрать оптимальный вид материала
- Голосование за лучшую высокотемпературную теплоизоляцию
- Что такое химический биотуалет?
- Технология сварки
- Базовые правила сварочного процесса
- Фото рамки своими руками
- Полки для ванных комнат: виды, материалы и стилевое оформление
- Смотрите также
- Какой сварочный полуавтомат выбрать
- Вред, наносимый короедом
- Планируем электропроводку дачного домика
- Настройка сварочного аппарата
- Устройство и принцип работы полуавтомата
- Правила безопасности при работе с полуавтоматом
- Чем отделать потолок
- Лучшие домашние ультрафиолетовые лампы
- Заключение
- Заключение
Гибкий камень – что это такое
Исходным сырьём для его производства является осадочная горная порода, мельчайшие элементы которой достигают 2 мм. По сути, это тончайший срез натурального камня, который наносится на стеклохолст методом оттиска.
Гибкий камень продаётся в виде рулонов, напоминающих обои
Сырьём для изготовления служит песчаник. Его срезают тонкими пластами, а потом шлифуют. Получается, что по структуре покрытие повторяет натуральный камень. Срез помещают на текстильную основу, пропитанную акрилом. Крепится слой на специальные полимерные соединения.
Размер рулонов варьируется от 2 до 2,8 метров. Кроме того, гибкий камень может выпускаться также в виде плитки. Размер может быть 50×600, 200×300, 600×300, 800×400 мм.
гибкий камень
Разновидности проволоки и выбор
В связи с распространением сварки полуавтоматом предприятия начали выпускать разные типы расходных материалов для нее. Правильный выбор проволоки повышает скорость и эффективность, обеспечивает безопасность работы. В ГОСТ 2246 прописаны основные требования к составу материала. Среди множества видов проволоки сварщики выбирают только некоторые марки. Остальные считаются узкоспециализированными.
| Марка стали | Тип проволоки |
| конструкционная, углеродистая, низколегированная | СВ-08, СВ-08Г2С, ER-70S-6 |
| 08Х12, 08Х17Т | СВ-12Х13, СВ-10Х17Т, СВ-08Х14ГНТ |
| 03Х18Н11, 08Х19Н10Т, 12Х18Н10Т | СВ-01Х19Н9, СВ-06Х19Н9Т |
Толщина металла и диаметр проволоки
Характеристики расходного материала зависят от габаритов соединяемых деталей. Производители предлагают проволоки диаметрами от 0,3 до 12 мм. Размер выбирают с учетом габаритов заготовок. Например при сваривании деталей толщиной 3-5 мм используют проволоку диаметром до 2 мм. Выбор материала определяется и силой тока. Для снижения стоимости работ в процессе сварки контролируют расход присадки. Он зависит от типа сплава, характеристик присадочного материала.
Сварка полуавтоматом
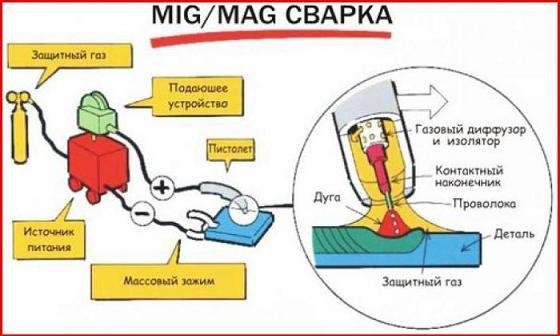
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Режимы сварки
Этот вид сварки даёт возможность выставлять настройки самостоятельно. Можно менять такие параметры:
- высоту шва;
- подачу проволоки;
- скорость плавления;
- движение электрода.
С учётом ГОСТа и толщины металла регулируются сварочные горелки. Применение газа уменьшает зону теплового воздействия. Это даёт возможность без дефекта накладывать несколько швов на металл.
Выделяют такие режимы сварки:
- импульсный;
- цикличный;
- точечный;
- струйное перемещение;
- круговое перемещение.
По требованию государственных стандартов применяется инертный газ — гелий, аргон или смесь этих газов. Углекислый газ применяется при работе с низколегированными видами сталей. Правильное применение газа повышает качество шва, защищает сварщика от получения травм и ожогов.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.

Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Навигация по записям
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
-
Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
-
Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
-
Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. -
Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. -
Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Классификация сварочных аппаратов
На рынке сварочного оборудования большое разнообразие полуавтоматов. Они классифицируются по различным признакам.
По виду:
- профессиональные;
- полупрофессиональные;
- бытовые.
По способу перемещения:
- стационарные;
- переносные;
- передвижные.
По характеру защиты:
- в защитных газах (активных, инертных, активных и инертных);
- с порошковой проволокой;
- под слоем флюса.
По типу электродного провода сварка осуществляется:
- алюминиевой проволокой;
- стальной проволокой;
- универсальной проволокой.
По способу питания:
- однофазные;
- трёхфазные.
По типу подачи проволоки:
- тянущий вид;
- толкающий вид;
- толкающе-тянущего вида.
По категории исполнения:
- однокорпусные;
- из нескольких частей.
У каждой модели регулируется скорость подачи проволоки и сварочного напряжения. Регулировка может быть ступенчатой, плавной и плавно-ступенчатой. У некоторых аппаратов от напряжения зависит скорость подачи.
Принцип работы полуавтомата
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.
Как правильно выбирать рециркулятор для дома?
Ультрафиолетовое излучение имеет длину волны в пределах от 100 до 320 нм, с его помощью удается эффективно бороться с различными болезнетворными микроорганизмами, вирусами и даже плесневыми грибами. При попадании на поверхность стен и мебели данное излучение начинает уничтожать вредоносные бактерии. Ультрафиолет также борется с яйцами насекомых, в том числе различных паразитов, пылевых клещей и так далее. Однако следует помнить, что лучи не способны проникать внутрь обивки мебели же под слой штукатурки. Для наиболее эффективной борьбы с микроорганизмами кварцевание помещения проводят в течение 20 минут или больше. После окончания обработки комната становится почти стерильной.
Стоит учитывать, что пользоваться ультрафиолетовыми лампами чересчур часто тоже не следует, потому что чрезмерная стерильность тоже будет негативно сказываться на здоровье людей. Если дезинфекция проводится регулярно, то человеческий иммунитет не будет сталкиваться с разного рода бактериями и бороться с ними, следовательно, он лишается естественного развития и станет уязвимым для многих болезней.
Принцип работы ультрафиолетовой лампы достаточно простой. Эта продукция представляет собой стеклянную колбу, которая наполнена газообразной ртутью. На концах колбы крепятся электроды. Когда на них подается напряжение, возникает электрическая дуга, вследствие чего возникает мощная световая энергия. Одной из наиболее эффективных является кварцевая ультрафиолетовая лампа. Колба у нее выполнена из специального кварца, что оказывает прямое влияние на качество ультрафиолетовых лучей.
Обычно такие лампы работают в весьма жестком диапазоне – длина волны находится в промежутке от 205 до 315 нм. Подобные устройства практически моментально убивают бактерии, вирусы, прочие микроорганизмы, одноклеточные водоросли, споры грибов и плесени. Если длина ультрафиолетовых волн меньше 257 нм, то они запускают процесс образования озона – вещества, являющегося очень сильным окислителем. Обеззараживание идет не только за счет ультрафиолета, но и вместе с озоном – его очень боятся возбудители заболеваний. Подобные лампы имеют и существенный недостаток – они угнетающе воздействуют на все живые клетки, поэтому во время дезинфекции в помещении нельзя находиться самому и необходимо убирать оттуда все комнатные растения.
Как варить полуавтоматом.
Как правильно настроить сварочный полуавтомат
Первым делом, нам необходимо правильно настроить сварочный полуавтомат. А это значит:
- Выставить силу сварочного тока. Вообще, практически все параметры настраиваемые на полуавтомате, указанны в инструкции по его использованию. Так как каждый полуавтомат имеет свои нюансы при настройке и все они разные.
- Настраиваем скорость подачи проволоки. Опять же, все это связанно с толщиной металла, силой сварочного тока. И указанно в инструкции по использовании.
- Рабочее давление газа.
Приблизительная таблица соответствия толщины металла/силы тока/скорости подачи проволоки и прочее.
| Толщина металла в миллиметрах | Диаметр проволоки | Сила тока в Амперах | Скорость подачи проволоки метров/час | Расход газа литров в минуту | Напряжение сварочной дуги | Вылет сварочной проволоки |
| 1.5 | 0.8-1 | 95-125 | 150-220 | 6-7 | 19-20 | 10-13 |
| 1.5 | 1.2 | 130-150 | 150-200 | 6-7 | 20-21 | 10-13 |
| 2 | 1.2 | 130-170 | 150-250 | 6-7 | 21-21.5 | 10-13 |
| 3 | 1.2-1.4 | 200-300 | 380-490 | 8-11 | 22-25 | 10-13 |
| 4-5 | 1.2-1.6 | 200-300 | 490-680 | 11-16 | 25-30 | 10-20 |
| 6-8 и тд | 1.2-1.6 | 200-300 | 500+ | 11-16 | 25-30 | 10-20 |
Да, значений здесь действительно не мало. Но если немного разобраться, оказывается все совсем просто. Более того, что бы варить полуавтоматом, изучать эти условные значения не нужно. Как правило, все настройки производятся на глаз, ощупь и тд. Вы это поймете, когда попробуете!
Подготовить свариваемый металл
Тут все просто, многим эти действия знакомы еще со сварки электродом. Но если читает реально новичок вообще в сварке, то опишем процесс подготовки металла немного подробнее.
Основа в подготовке металла для сварки
Подготовить металл под сварку не всегда самое просто занятие, как может показаться. Какие действия подразумеваются под подготовкой металла под сварку:
- Правка металла от вмятин, изгибов и прочего
- Разметка металла для резки заготовок
- Зачистка металла от масляных пятин, ржавчины, окалины и прочего
- Подготовка кромок свариваемых деталей(разделка, зачистка, выставление зазора).
Все эти действия относятся к подготовке металла под сварку. Я думаю все понятно из пунктов ниже, что нужно делать согласно каждого пункта.
Процесс сварки
Подведите горелку к месту сварки в плотную. Возможно даже касание сопла свариваемого металла. Нажимаем кнопку на держаке. В этот момент начинается процесс сварки. Проволока начинает подаваться, газ аналогично. Как только проволока касается металла( вы это не просмотрите), загорится сварочная дуга. Тут плавными движениями установите вылет проволоки примерно равный одному миллиметру. И продолжайте варить. Пробуйте, пробуйте и пробуйте. Здесь у каждого свои ощущения. Каждый расскажет по своему.
Просмотров: 2 152
Как выбрать оптимальный вид материала
При выборе высокотемпературной теплоизоляции имеет смысл обратить на ряд моментов:
уровень влажности в помещении. Для сауны и бани пригодны только негигроскопичные или малогигроскопичные материалы. Как минимум, теплозащита должна полностью восстанавливать свои свойства после высыхания;
максимальная рабочая температура. Теплоизоляция должна иметь некоторый запас по тепловой устойчивости. Если на защищаемом участке ожидается температура не более 200 С, лучше выбрать вариант с пределом в 400 С;
гибкость. На неровных поверхностях закрепить твердую плиту будет проблематично. Особенно это касается круглых дымоходов
Лучше обратить внимание на гибкую теплоизоляцию.
долговечность. Желательно, чтобы срок эксплуатации теплоизолирующего материала был не меньшим, чем у источника высокой температуры;
масса
Чем легче материал, тем надежнее он будет закреплен на отведенном месте.
В идеале, теплоизоляция должна одновременно надежно защищать окружающие конструкции от перегрева, не впитывать влагу и не разрушаться со временем. Также не будут лишними и звукоизолирующие свойства.
Ассортимент высокотемпературной теплоизоляции на рынке достаточно велик, чтобы подобрать оптимальный вариант. Однако перед покупкой нужно уяснить все особенности условий, при которых будет эксплуатироваться изолирующий материал. Знание этих параметров значительно упростит выбор.
Видео — Какой утеплитель лучше
Голосование за лучшую высокотемпературную теплоизоляцию
Какую бы вы выбрали высокотемпературную теплоизоляцию или посоветовали?
EKOWOOL S-6
Сохраните результаты голосования, чтобы не забыть!
Чтобы увидеть результаты, вам необходимо проголосовать
Что такое химический биотуалет?
Этой формулировке соответствует и переносная уличная кабинка, и комнатный мобильный туалет, и блок, состоящий из нескольких кабин, где отходы накапливаются в приемных баках. Роль «санитаров» здесь выполняют химические концентраты на основе формальдегидов.
Они нейтрализуют запах, препятствуют размножению разных грибков и микробов, разжижают отходы. По этой причине приставка «био» здесь звучит не совсем корректно.
Рассматривая особенности такого биотуалета и то, как он работает, можно прийти к выводу, что отходы, переработанные в нем, нельзя назвать экологически безопасными. Поэтому компостировать и применять их не рекомендуется.
Экономичность главное их достоинство — на 1 л отходов необходимо всего 5 мл «химии». Конструктивно это две емкости, контактирующие друг с другом. В верхнем баке находится вода. Она необходима для смывания. Нижний бак предназначен для переработки отходов.
Запахи и жидкость не вырываются наружу из-за наличия уплотнительного клапана. В более совершенных моделях имеется индикатор. Он подает сигнал, как только бак заполнится.
После заполнения нижнего бака портативного химического биотуалета, его отсоединяют, и выливают из него все содержимое. Для этого отводят специальное место
Так, емкость объемом чуть более 20 л опорожнять необходимо раз в семь дней при условии, что туалетом пользуется семья, состоящая из трех человек. Очень удобен этот вариант, когда в семье есть лежачий больной.
Унитаз такой конструкции в этом случае можно поместить под кровать. При этом, как заверяют производители, неприятных запахов в квартире не будет.
Технология сварки
Технология сварки с помощью газа будет одинаковой и в случае с использованием сварочной смеси, и в случае с использованием углекислоты. Ниже вы можете видеть таблицу с рекомендуемыми режимами сварки в углекислоте.

При газовой сварке крайне важно соблюдать технику безопасности. Перед работой обязательно проверьте все компоненты, их работоспособность и исправность
Особенно это касается клапана подачи газа для сварочного полуавтомата. Во время проведения сварочных работ газ должен полностью заполнять сварочную ванну, только в этом случае его применение даст нужный результат.
Базовые правила сварочного процесса
 Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой
Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
Фото рамки своими руками
Полки для ванных комнат: виды, материалы и стилевое оформление
Смотрите также
Какой сварочный полуавтомат выбрать
1. Для элементарных работ на даче (забор, бак) потребуется бытовое оборудование с входным напряжением 220 В, максимальным показателем ампер 120, воздушным охлаждением, минимальным сварочным током 30 А, возможностью варить беспрерывно по 4 из 10 минут, массой 11 кг, мощностью 3 кВт, индивидуальным разъемом горелки и степенью защиты IP21. Длины рукава хватит 2 м.
2. Чтобы покрыть нужды мастерской по производству дверей и ворот необходим полуавтомат инверторного типа на 220 В, с силой тока 230 А, разъемом горелки Евро, возможностью работы при пониженном напряжении, производительностью в 70%, минимальным током 20 А, весом 13 кг, возможностью подключения ММА, воздушным охлаждением и кабель-каналом 2,5 м. Мощность устройства 4,8 кВт, диапазон диаметра устанавливаемой проволоки от 0,8 до 1,2 мм.
3. Для сварки кузовного металла на СТО подойдет модель с инвертором, мощностью 4 кВт, максимальным током 190 А, и минимальным 10 А, имеющей импульсный режим и подключение ММА, с разъемом Евро, воздушным охлаждением, производительностью 60%, диаметром проволоки 0,6-1,0 мм, рукавом 3 м, входящим напряжением на 140-220 В.
4. Чтобы работать с толстыми трубами и фланцами на предприятии нужно иметь полуавтомат с выпрямителем на 380 В, с силой тока 300-400 А, минимальным значением 50 А, производительностью 80-100%, степенью защиты IP23, водяным охлаждением, рукавом 4 м, возможностью ММА, холостым ходом 70 В, разъемом Евро, мощностью 7,8 кВт.
Вред, наносимый короедом

Короеды считаются довольно опасными вредителями зеленых насаждений. Они уничтожают деревья в лесах, в парках, а также культурные деревья в садах. Взрослые особи питаются тканями растений, но наиболее вредными считаются их личинки. Для их жизнедеятельности нужно много пропитания, поэтому они довольно активно уничтожают взрослые деревья, проделывая в них ходы. Они так же проникают в деревянные конструкции зданий и сооружений, приводя их в негодность, в аварийное состояние.
Жуки проделывают ходы в элементах конструкций, которые по ряду причин нельзя заменить. В связи с этим, такие постройки могут обваливаться в любой момент, что может привести к травмам человека или даже жертвам. Кроме того, что они проделывают ходы, жуки-короеды являются переносчиками некоторых грибков, которые паразитируют на дереве. Если на деревянных конструкциях появится еще и грибок, то здание разрушится в ближайшее время.
Как я боролся с КОРОЕДОМ и ШАШЕЛЕМ

Планируем электропроводку дачного домика
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.

Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
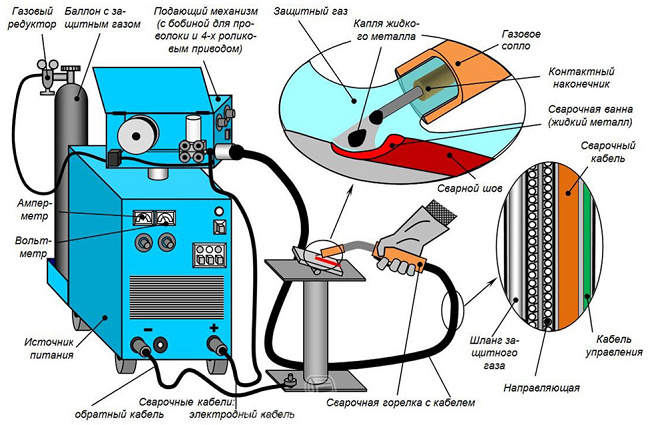
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.
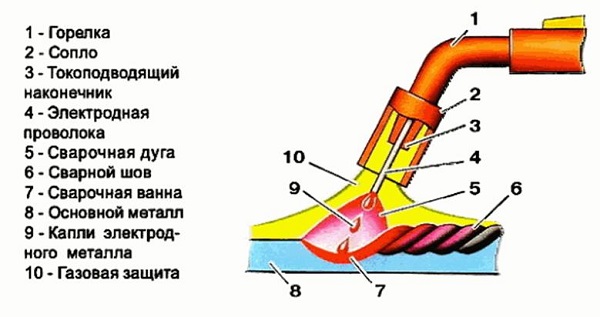
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Правила безопасности при работе с полуавтоматом
Рассматривая, как правильно варить полуавтоматом, необходимо остановиться на основных правилах безопасности:
- включая сварочное устройство, проверьте исправность рубильника и кнопочного выключателя;
- запуская аппарат, сначала нужно включить рубильник и только после этого можно включать сам блок питания;
- проверьте шланги, по которым поступает защитный газ на наличие возможных повреждений;
- для защиты себя и окружающих уберите мусор с рабочего места, после чего оградите его, наденьте защитные очки;
- после завершения работ отключите питание и подачу газа.
Добиться высокого качества сварки вы сможете только в том случае, если перед работой вы правильно настроите аппарат и подготовите обрабатываемую поверхность металла, а в процессе сварки будете в точности выполнять все правила и рекомендации специалистов.