Сварка тонкого металла инвертором
Содержание:
- Электроды для тонкого металла
- Отличия прямой и обратной полярности при сварке инвертором
- Техника хорошая по качеству
- Подготовка к сварке тонкого металла
- Устройство аппарата для соединения тонкого металла
- Чем можно помыть новый холодильник перед первым использованием: особенности разных моделей
- Шторы на люверсах в интерьере
- Пошаговая инструкция по сварке инвертором
- Азы сварки инвертором или что нужно знать новичку
- Приемы сварки тонкостенных конструкций
- Технология сварки
- Условия, которые необходимо соблюдать при сварке тонкого металла
- Сварка тонкого металла электродом
- Обогреватель Никатэн NT 200 керамический
- Преимущества силикона
- Процесс контроля сварочной дуги
- Начинаем варить
- Приемы сварки тонкостенных конструкций
- Правила сварки стали с цинком
Электроды для тонкого металла
Электроды, предназначенные для сваривания металлов диаметром 1 мм являются узкопрофильными, поэтому их используют настоящие профессионалы, и то только в некоторых, особо сложных ситуациях. Однако аналогов им нет, поэтому мастера обязаны иногда пользоваться ими. Нужно только подобрать их правильно, а затем пользоваться ими только с соблюдением всех правил, чтобы не допустить брак.
Положительные стороны
- единственный материал такого типа, при использовании которого осуществляется дуговая сварка тонких изделий без порчи изделий;
- стоимость сравнительно приемлемая, поэтому можно сразу приобрести большую упаковку электродов;
- физические свойства и состав практически такой же, как и у электродов более толстого диаметра;
- электроды быстро просушиваются и накаливаются, поэтому подготовка проходит максимально быстро.
Отрицательные стороны
- электроды с небольшим диаметром нельзя использовать при сваривании толстых и массивных деталей, ведь не в состоянии проварить материал до необходимого состояния;
- работа с ними довольно сложная, ведь здесь необходима совершенно другая техника сваривания заготовок;
- расходный материал постоянно нужно менять, ведь электроды тонкого размера быстро заканчиваются;
- часто не хватает обмазки, поэтому сварочная ванна может получиться не очень качественной;
- может потребоваться дополнительное приобретение расходных материалов;
- довольно сложно отыскать необходимые электроды, ведь не все производители выпускают инструменты нужного диаметра.

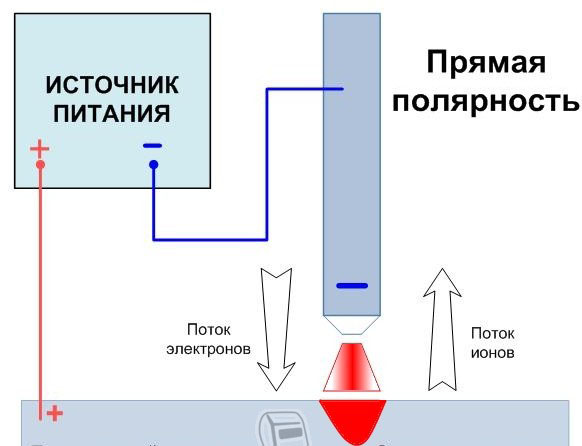
Отличия прямой и обратной полярности при сварке инвертором

При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Техника хорошая по качеству
Подготовка к сварке тонкого металла
Если вы начинающий сварщик и ещё не сталкивались со сваркой тонколистового металла, то вам обязательно нужно потренироваться на ненужных металлических заготовках, толщиной не более 2 мм. Таким образом, получится узнать, как поведёт себя металл при сварке инвертором, с какой скоростью нужно вести электрод и т. д.
В любом случае, подходить к выполнению сварочных работ, нужно тщательно подготовившись. Наличие кожаных термостойких перчаток на руках, маски сварщика и невоспламеняющейся одежды — обязательное условие техники безопасности при сварке.
Также не забывайте и о других мерах безопасности. Если сварочные работы осуществляются в закрытом помещении, то в нем должна быть достаточная вентиляция. Место сварки не должно быть загромождено легковоспламеняющимися предметами, а поблизости, обязательно должен находиться рабочий огнетушитель или ведро с водой.
Устройство аппарата для соединения тонкого металла
В первую очередь необходимо изучить устройство механизма для сварки, которое весьма сложно из-за использования в работе высоких величин напряжения, силы тока, максимальных частот. В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
Инвертор способен выполнять несколько программ:
- ликвидировать напряжение на сварочной дуге при замыкании;
- создавать дополнительный импульс тока;
- обеспечивать разрушение преград из жидкого металла при короткодуговой сварке.
Чем можно помыть новый холодильник перед первым использованием: особенности разных моделей
Самый главный элемент в работе холодильников с системой No Frost – система вентиляции. Если она засорится, устройство будет плохо работать или вовсе выйдет из строя. Во время производства, транспортировки и хранения там оседает пыль.
Вентиляционные решетки очищают и в морозильной, и в холодильной камерах. Для этого используют слабый раствор соды или чистую воду и ватные палочки. Отверстия обрабатывают максимально аккуратно.
Остальные панели вымывают с помощью бытовой химии или народных средств, например, соды или нашатыря.
Для мытья обычного холодильника используют подручные бытовые и химические средства. Сходство с обработкой устройств с системой No Frost заключается в том, что нежелательно применять порошки-абразивы, т. к. они поцарапают покрытие. Особенно это касается морозилки.

Шторы на люверсах в интерьере
Такие шторы могут применяться во многих комнатах. И самое интересно то, что они смотрятся везде красиво, но по-разному. Рассмотрим детально все нюансы их использования.
На кухне
Размеры современных кухонь настолько различны, что однозначной рекомендации по выбору наиболее подходящего её стиля дать невозможно. Большие окна в них предполагают использование многослойных штор и гардин. Для их крепления лучше использовать люверсы.
Стильный вариант в серо-белом тоне
Они позволяют:
- открывать окно;
- свободно регулировать поток солнечных лучей (путем нехитрого создания складок);
- быстро и просто снять шторы, чтобы их заменить либо постирать.
Для кухонь незначительных размеров подойдут жалюзи либо рулонные шторы. Их назначение конкретное – защитить кухню от яркого солнечного света.
Если вопрос с жалюзи решен, внутреннюю часть комнаты могут украсить легкие шелковые, батистовые гардины либо занавески из органзы. Их можно повесить с помощью люверсов, но следует быть осторожным, чтобы не придать такому способу излишней визуальной тяжести и дисгармонии.
В сочетании с римскими шторами
Те, кто хочет придать кухне оригинальность и характерность, могут использовать фигурные люверсы в виде фруктов, элементов посуды, овощей, форм кухонных атрибутов. Это нововведение подчеркнет вашу любовь к собственному дому и желание создать на кухне домашний уют, дополнит невыразительное окно ноткой оригинальности.
С чем быть осторожным?
Кухня – комната в квартире, где наиболее часто используют занавески не в полную высоту стены, подбирают оригинальные их формы и дизайн. Применение люверсов не ограничивается такими моментами, однако, насколько композиционно впишутся они в комплект, зависит от нашего вкуса и предпочтений.
Обеденная зона в классическом стиле
Актуальными сегодня для кухни являются нитяные занавески. Это вариант, когда сплошное полотно отсутствует. «Нити» могут быть выполнены из ткани или набраны собственноручно из деревянных либо пластмассовых побрякушек, бусин, пуговиц. Для крепления таких штор люверсы вряд ли будут приемлемыми. Они не предполагают складок и сборок, а должны иметь расправленный ровный вид.
А вот актуальное сегодня оформление кухни в стиле кантри потребует люверсов, изготовленных из дерева. Они наиболее подходящим образом отразят национальные традиции, придадут шторам мягкость, народные мотивы.
Еще один модный вариант – стиль минимализма. Никаких проявлений романтических характеристик либо ярких контрастных элементов. Здесь подойдут люверсы, выполненные из металла. Этакая холодная, строгая гармония.
Актуальными сегодня являются нитяные занавески
В спальню
Оформление окон или балкона в спальне требует присутствия мягкости и покоя. Для штор подойдут:
- вуаль;
- кисея;
- органза;
- шелк.
Однако часто, особенно на окнах, входящих на солнечную сторону, можно встретить тяжелые занавески из тафты либо велюра. Это – дело вкуса и характеристик размера спальни, а также выбранного для неё стиля.
Люверсы – вполне приемлемый вариант и для легких, романтических занавесей, и для основательных спадающих тяжелыми фалдами штор.
Для легких тканей подойдут детали, выполненные из пластмассы, имеющие некрупный размер. Согласно общепринятым правилам, диаметр люверса должен превышать диаметр багета не более, чем в полтора раза. Это не позволит шторе обвисать либо некрасиво торчать в стороны.
В спальне требует присутствия мягкости и покоя
Тяжелые ткани в спальне могут быть закреплены, например, путем оформления люверсов в виде сердечек либо овальных отверстий с серебристой окантовкой. К месту придутся декоративные украшения в виде бусинок, россыпи блестящих камушков, мягких оборочек либо бахромы (для романтического стиля).
Часто, экономя пространство и деньги, легкие и тяжелые шторы в спальне располагаются на люверсах одновременно, на одном багете, заложенные в параллельные складки. Такой вариант неудобен, поскольку предусматривает одновременное закрытие либо открытие окна.
Яркий элемент для вашей спальни
Для гостиной
Комплект штор в зал на люверсах – оправданный вариант. Первым и главным условием его выбора является соответствующий общий стиль комнаты.
Зал, в котором чаще всего собирается семья должен иметь наиболее универсальный вариант и соответствующий ему тип их крепления.
Шторам здесь, скорее, отведена декоративная роль, поскольку комната всегда должна быть хорошо освещена и свободна. Они часто располагаются в виде складок по боковым граням периметра окна, если не включены в общий ансамбль ламбрекена.
Комплект штор в зал на люверсах – оправданный вариант
С помощью люверсов в зале можно:
- подчеркнуть роскошь или богатство убранства (используя бронзовые, позолоченные либо медные детали);
- дополнить стиль минимализма либо хай-тек шторами стального цвета на хромированном карнизе с серебристыми люверсами;
- создать яркий акцент с помощью штор и отверстий для их крепления контрастного оттенка (гармонирующего либо несущего дисгармонию с основными цветами ткани);
- используя люверсы геометрических форм (треугольники, ромбы, квадраты), гармонично дополнить обои, выполненные в такой направленности.
Отверстия в шторах могут быть дополнительно декорированы лентами, нитями, различного рода украшениями, плавно спадающими из-под потолка вдоль штор.
Изделие в пастельном, неброском тоне
Подбор размера люверсов для зала зависит от роли, возложенной на них
Так, если шторы яркие, броские и достаточно выразительные, на них не стоит фиксировать внимание. Детали крепления можно взять мелкие, удобные для своего использования
В случае, когда с помощью багета и креплений создается особый акцент, люверсы выбираются крупные и фактурные. Более всего для такого случая подойдут деревянные детали. Кроме своих визуальных свойств, они несут биологический заряд бодрости и экологически наиболее благополучны.
Отверстия могут быть дополнительно декорированы лентами
Поделки из природного материала своими руками в детский сад и школу (+180 Фото). Красивые и креативные идеи для детей
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
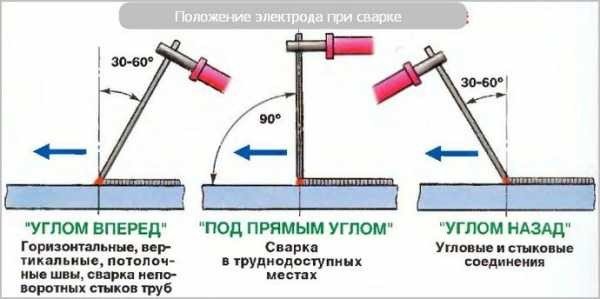
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.

Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Азы сварки инвертором или что нужно знать новичку
Допустим, вы купили инвертор и очень хотите проверить его на деле, сварить какую-нибудь железяку. Что же, медлить нельзя, поскольку электросварка это очень увлекательное занятие, которое сильно затягивает, да так, что оторваться потом невозможно.
Помню, когда то и я купил свой первый сварочный инвертор. В ход шли не только трубы, но и гвозди, сварить которые с первого раза мне, правда так и не удалось. Ошибка вышла на счет электродов, я на тот момент не знал и купил электроды для переменного тока, которые не подходят при использовании инвертора.
Дело в том, что трансформаторные аппараты «всеядны», а вот что касается инверторов, то для них должны быть подобраны электроды постоянного тока. Поэтому в первый раз я так и намучался с гвоздями: сварка все время прилипала к металлу, и я не как не мог оторвать электрод от него.
Второе, на что хотелось бы обратить ваше внимание, так это на силу тока. На самом деле все очень просто, и для сварки толстых металлов используются электроды диаметром в 3 мм., и выше, а для сварки тонкого металла, электроды диаметром не более двух миллиметров
В свою очередь, чтобы варить электродами разного диаметра, на сварочном инверторе должен быть выставлен определённый ток. Чем больше диаметр электродов, тем выше должен быть сварочный ток. И если для сварки электродами 2 мм, используется ток в 30-50 А., то вот для электродов в 4 мм, значение тока уже переваливает за сотню ампер.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
Сварочный процесс предназначен для создания соединения тонкого металла при помощи сварного шва. У многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла имеет высокое качество, если учитывать параметры прочности, вязкости, пластичности.
Сварка тонкого металла обладает высоким качеством, если учитываются такие параметры, как:
- прочность;
- антикоррозийная устойчивость;
- пластичность;
- вязкость.
Как варить тонкий металл инвертором и какие условия используют при его сварке?
Технология сварки
Перед свариванием тонкого металла заготовки возле стыка и в месте подключения массы очищают от грязи. Работу выполняют в следующем порядке:
- Для лучшего зажигания дуги с кончика электрода удаляют 5 мм покрытия.
- Чтобы при сварке на тонком металле уменьшить вероятность деформирования, заготовки прихватывают между собой точками или отрезками длиной 1 см по всей длине соединения.
- Электрод держат на расстоянии 2 — 3 мм от поверхности стыка. Для качественной сварки тонкого металла длина дуги не должна быть больше диаметра сердечника электрода.
- Наложение шва начинают после образования сварочной ванны. При движении дуги она должна сохранять овальную форму, перемещающуюся вдоль стыка.
- Чтобы расходник не залипал, нельзя им тыкать по стыку во время наложения шва. Новичкам лучше пользоваться аппаратом с опциями антиприлипания и форсирования дуги.
- При сваривании листового металла держатель держат под углом 45 — 60⁰. При большем наклоне шов будет всплывать, образуя выпуклый валик, не проваривая кромки заготовок.
- Шов накладывается слева направо или к себе, вертикальное соединение выполняется снизу вверх.
- Сварку на тонком металле проводят без рывков и остановок с равномерной скоростью без поперечных движений.
- При работе постоянным током соблюдается обратная полярность, когда держатель подключен к плюсу. Это снижает вероятность прожога, так как уменьшается нагрев его кончика.
- После остывания соединения сбивают шлак, проводят проверку на отсутствие не проваренных участков и прожогов.
Условия, которые необходимо соблюдать при сварке тонкого металла
Прежде чем начать работу, нужно подобрать размер электрода с диаметром, равным толщине листа. Величину силы тока выбирают в зависимости от диаметра электрода
Большое внимание уделяют покрытию электродов, выбирают элементы, имеющие длительный период плавления
Для соединения изделий используют сварочный инвертор, позволяющий обеспечить хорошую работу. Без особого труда сварка тонкого металла выполняется современным сварочным аппаратом, имеющим небольшой вес и высокую производительность. Работа инвертором осуществляется от постоянного источника тока. Для соединения тонкого металла используют электроды любых марок. При работе с аппаратом рекомендуется производить регулировку тока в пределах 10-15 А. При использовании электродов диаметром в 1,6 мм получают качественный .
Инвертор обладает идеальными характеристиками по системе «вольт-ампер», поддающимися регулировке под определенный вид сварки. Потребляемая прибором мощность меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Сварка тонкого металла электродом
Не все производители занимаются созданием материалов, которые полностью соблюдают такие запросы потребителей, ведь в большинстве случаев минимальная толщина электродов составляет 2 мм. Ну а действительно тонкие электроды имеют меньший диаметр, чем 2 мм. В тех электродах, которые предназначаются для тонких металлов, обмазка и материал на стержне находятся в полном соответствии друг с другом. Обычно они составляют 1/3 от общей массы электродов. Данные инструменты довольно сложные в создании, ада и применяют их только в редких случаях. При появлении специальных инверторов, которые используются в домашних условиях и имеют небольшую мощность, теперь намного чаще используют тонкие электроды, ведь мощность данного аппарата не выдерживает большие размеры электродов, и не может расплавить их до необходимого состояния.
Если необходимо применить дуговую сварку, то тонкие электроды в этих случаях довольно сложно использовать, ведь плавятся они намного быстрее, чем стандартные инструменты для сварки. Именно поэтому рекомендуется тщательно подбирать режим, вот только в некоторых случаях даже этого бывает недостаточно. Необходимо проводить такие работы только настоящим профессионалам, ведь материал можно переплавить и привести в негодность. Также оборудование должно соответствовать всем необходимым требованиям, например стоит пользоваться надежным держателем. Который будет крепко удерживать электрод на одном месте. Сварочный трансформатор должен регулироваться, чтобы точно выбрать необходимую силу подачи тока. Процесс проходит намного быстрее, чем в стандартных условиях, поэтому все действия необходимо производить быстро и с высокой точностью.
Обогреватель Никатэн NT 200 керамический
Преимущества силикона
Силиконовый герметик для аквариума завоевал уважение и популярность в аквариумистике благодаря множеству преимуществ:
- Экологическая безопасность – в состав смеси входят безобидные компоненты, которые не причинят вреда подводным жителям. Также клеевая смесь не выделяет в водную среду токсичных веществ.
- Надежность и прочность – эти достоинства силиконовых разновидностей проверены на практике множеством аквариумистов. Швы, сделанные силиконом, получаются крепкими: согласно исследованиям, для разрушения шва нужно приложить усилие в 200 кг.
- Устойчивость к воде – разумеется, силиконовый клей для резервуаров является влагоустойчивым, поэтому беспокоиться о том, что швы размоются, не придется.
Многих держателей рыбок интересует, сколько сохнет силикон для стекла. Клей окостеневает за 20 минут, а для полной герметизации требуются сутки. Время может различаться у разных фирм, поэтому перед применением следует взглянуть на упаковку и инструкцию.
Процесс контроля сварочной дуги
Во время процесса сваривания требуется соблюдать нужное расстояние горящей дуги, от электрода до металла. Одинаковые размеры образующегося промежутка считаются стабильностью в гарантии грамотного осуществленного технологического процесса. Если заданные размеры между промежутками сокращать, то получится изогнутый сварочной дугой шов, с участием расплавленной боковой его части. Если на максимально дальнем расстоянии проводить работу, то качественное сваривание не получится, поскольку происходит искажение дуги, а металл сваривается с перекосами в одну из сторон. Если верно соблюдать заданный зазор при сваривании, то в итоге можно произвести ровный аккуратный шов.

Образование простого сварочного шва с помощью инвертора
В момент процесса сваривания рекомендуется не менять скорость движения электрода, в противном случае может получиться кривой шов. Шов в жидком состоянии, находится гораздо ниже главной части металла.
Когда дуга появляется, в ее силах охватить весь основной металл, и двигать всю сварочную ванну на прежнее место, создавая шов. Главная задача сварщика является в том, чтобы шов находился на одной прямой с металлом.
В подобных случаях рекомендуется на постоянной основе держать в поле зрения размеры расположения шва. Еще следует расположить ванну по кругу. Сваривание металлов с помощью инвертора, требуется плавными движениями, формируя шов, и при этом смотреть за его появление с одного края металлического листа, а потом контролировать его появление сварочной ванной.
Если электрод в процессе держать близко к металлической пластине, то сформируется выпуклый шов. Множество опытных мастеров достигают образование плоского шва и передвижения ванны, путем необходимого изменения угла наклона электрода.
Особенности в сваривании инвертором металл с маленькой толщиной
Сварщику требуется обращать внимание на то, какая полярность у электрода, поскольку их размер влияет на долговечность шва, и прочность всего сваривания. Благодаря электродам с обратной полярностью можно легко добиться образования глубокого шва
В начале процесса нужно определить, какой заряд применять и как его подключать. Положительный заряд греется гораздо сильнее. Начав процесс, следует придерживаться необходимого угла электродом в 30 градусов, приблизив на необходимое расстояние его, нужно образовать красное пятно до того как появиться раскаленная капля металла. Сварочный шов появляется после того, как все капли будут соединены на металлических листах друг с другом
Благодаря электродам с обратной полярностью можно легко добиться образования глубокого шва. В начале процесса нужно определить, какой заряд применять и как его подключать. Положительный заряд греется гораздо сильнее. Начав процесс, следует придерживаться необходимого угла электродом в 30 градусов, приблизив на необходимое расстояние его, нужно образовать красное пятно до того как появиться раскаленная капля металла. Сварочный шов появляется после того, как все капли будут соединены на металлических листах друг с другом.
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
 Направление движения электрода для начинающего сварщика.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Приемы сварки тонкостенных конструкций
Чтобы избежать негативных последствий в процессе сваривания, можно использовать некоторые подходящие методики.
Сварка внахлест
Внахлест. Если позволяет конструкция, листы можно расположить один на другой. В этом случае главное — не прожечь поверхность, располагающуюся снизу.
Точечное соединение. Технологически такой шов выполняется в виде местечковых прихваток. Дугу поджигают, проваривают металл в нужном месте и гасят. И далее, на всем протяжении соединения с шагом в 3 диаметра электрода, все повторяют.
По электроду. Если есть опасность прожечь тонкий металл, можно очистить один электрод от обмазки и уложить его вдоль будущего шва. В процессе сварки нужно хорошо проваривать эти места. Таким же образом можно заваривать прожженные дыры.
Также для сварки тонкостенных конструкций можно установить обратную полярность. Когда кабель держателя ставят на плюс, а массу на минус. Обратная полярность снижает количество тепла на кончике электрода и это поможет избежать прожогов.
Если нужно сварить массивную деталь с тонким металлом, то дугу поджигают на толстостенной заготовке и в процессе переносят сварочный шов на стык.
Для отвода излишнего тепла под тончайшие детали можно подложить медную полосу. Медь очень теплоемкий материал и позволит избежать прожигания и протекания расплавленного металла.
Поиск записей с помощью фильтра:
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Правила сварки стали с цинком
Металл, который сварен с использованием цинка, покрывают тонким слоем цинкового сплава. Работая с ним, нужно предварительно подготовить детали к обработке.
Это первая и важная особенность металла. Если вы не очистите напыление, то соединение получится непрочным. У цинка другие показатели температуры, при которых он плавится.
Слой из цинка можно убрать при помощи наждачки. Некоторые мастера применяют круг для шлифовки. Если вы работаете с этим металлом, то запрещается находиться внутри помещения.
При получении чистого материала мастера начинают варить конструкцию. Цинк требует бережного отношения к себе. Так у вас получится надежный шов.
Нужно сделать пару проходов с применением разных видов электродов. Первое соединение получают, используя оксидное напыление. Для этого подходят модели MP 3, ОЗС 4, AHO 4.
Ваши действия должны быть медленными. Лицевое соединение делают широким. Его размеры соответствуют трем размерам посредника.